
国際特許分類[B29C49/78]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015) | 計量,制御または調整 (96)
国際特許分類[B29C49/78]の下位に属する分類
検査,例.漏洩のための (22)
国際特許分類[B29C49/78]に分類される特許
11 - 20 / 74
中空成形機の制御方法及び装置
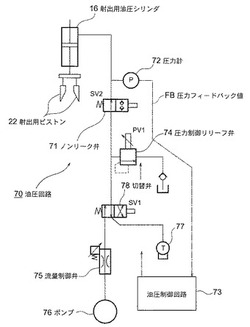
【課題】本発明は、射出用油圧シリンダの圧力を計測し、クロスヘッド内の樹脂圧力の制御を行い、パリソンの品質を安定させることを目的とする。
【解決手段】本発明による中空成形機の制御方法及び装置は、樹脂(81)の計量充填時における前記射出用油圧シリンダ(16)の圧力を圧力フィードバック値(FB)として圧力計(72)で計測し、前記クロスヘッド(60)内の樹脂圧力を前記圧力フィードバック値(FB)を用いて前記油圧回路(70)により制御する方法と構成である。
(もっと読む)
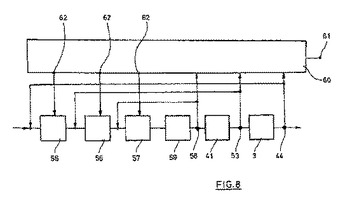
成形型の交換を効果的にするよう成形ユニットの装置を制御する為のモジュールを備えている、容器の製造の為の機械

【課題】吹き込み成形型の交換に必要としている時間を減少させ、同時に、人間工学的観点から安全性の高い機械を提供する。
【解決手段】熱可塑性プラスチックで形成された容器の製造の為の機械において、その使用状態が、固定装置を制御する為に第1の作動装置76を使用することと、それによって成形型ユニットが装備される開/閉装置を制御する為に第2の作動装置78を使用すること、を選択できる制御モジュール70と、選択的に対応される少なくとも1つの成形型ユニットを備えている。
(もっと読む)
ブロー成形用バルブブロックのブロー成形用バルブ
本発明では、ブロー成形用バルブ(400)が提供される。ブロー成形用バルブ(400)は、制御圧力チャンバ(408)と、プロセスガスチャンバ(450)と、ピストン穴(413)とを備えるブロー成形用バルブブロック(401)の内部に配置されるように構成されている。ブロー成形用バルブ(400)は、制御圧力チャンバ(408)及びピストン穴(413)の一部分において可動である制御ピストン(402)を備え、制御ピストン(402)が、制御圧力の供給に流体連通している。ダイアフラム(405)が設けられ、プロセスガスチャンバ(450)と制御ピストン(402)との間に流体を漏らさない障壁をもたらすように、プロセスガスチャンバ(450)と制御ピストン(402)との間に配置される。  (もっと読む)
(もっと読む)
ブロー成形システムのバルブ・ブロック・アセンブリ
本発明によって、ブロー成形システム用のバルブ・ブロック・アセンブリ(300)が提供される。バルブ・ブロック・アセンブリ(300)が、バルブ・ブロック・ハウジング(301)と、該バルブ・ブロック・ハウジング(301)に形成された引き伸ばし棒穴(304)において長手軸(324)に沿って可動である引き伸ばし棒(303)とを備えている。さらにバルブ・ブロック・アセンブリ(300)は、前記バルブ・ブロック・ハウジング(301)に組み合わせられ、前記引き伸ばし棒(303)から離れて位置している1つ以上のバルブ(302a)を備える。前記1つ以上のバルブ(302a)の各々が、前記引き伸ばし棒(303)の長手軸(324)に略平行な長手軸(325)を有するバルブピストン(323)を備える。  (もっと読む)
(もっと読む)
容器をブロー成形するための方法および装置
【課題】ブロー金型からのブローエアの回収によって動作される装置のブロー金型内で容器を成形するための新規な方法および装置を提供すること。
【解決手段】本発明は、動作工程が、低圧P1を伴うプレブローステージ28とそれぞれが更に高い圧力Pi、P2、P2’を伴う少なくとも2つの更なるブローステージ29、30、30’とにおいて連続的に達成され、その後、幾つかの圧力ステージを伴う回収段階32では、それぞれのブロー金型からエアが供給される方法において、少なくともプレブローステージの後の圧力ステージ29に割り当てられる容積部9への給気よりも優先して、ブロー金型からのエアが最初にプレブローステージ28に割り当てられる容積部8に供給されることを特徴とする。装置は、ブロー制御器CUと、容積部8内の圧力のための制御手段とを備える。
(もっと読む)
容器をブロー成形するための方法および装置
【課題】容器のブロー成形方法を、わずかな機械的構成コストで且つ高いスループットで高品質の容器成形が可能であるように改善する。
【解決手段】制御装置(51)により、シミュレーションモデル(48)を使用のもとに、ブロー成形工程を特徴づける測定したパラメータをベースにして、ブロー成形を終了した容器(2)の少なくとも1つの特性を算出して目標値と比較する。前記目標値と測定値との間にずれがあった場合には、ブロー成形工程を制御する前記パラメータを、ずれが最小になるように変化させる。
(もっと読む)
樹脂成形加工用クロスヘッド装置
【課題】稼働前の加熱時間を短縮する。稼働後の温度を早期に安定化する。
【解決手段】クロスヘッド(1)を加熱するためのヒータ(2)の近傍および樹脂流路の近傍の2カ所にに熱電対(3,4)を設置し、「2点温度検出+カスケード制御を採用した予測制御」を行う予測加熱制御部(10)によりヒータ(2)を制御する。
【効果】稼働前の状態では、ヒータ(2)で不足のない出力を出させて加熱時間を短縮することが出来る。稼働後の状態では、ヒータ(2)で過不足のない出力を出させて温度を早期に安定化できる。
(もっと読む)
中空成形機
【課題】運転開始の最初から最適なパリソン長を得る肉厚プロファイル補正手段を提供する。
【解決手段】クロスヘッド11における樹脂の温度Tを測定し、温度Tに応じて肉厚プロファイルP(t)を補正する補正手段23,26を具備し、時間遅れがないフィードフォワード制御によりパリソン肉厚を調整するため、運転開始の最初から最適なパリソン長を得ることが出来る。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。まず、熱可塑性材料から成るパリソンを、ブロー成形型内部の加熱区間の領域で搬送経路に沿って熱コンディショニングする。次に、ブロー圧を作用させることによって容器に成形する。容器のブロー成形に引き続いて該容器の少なくとも1つの高さレベルで該容器の壁厚を測定する。制御部に、目標値として前記壁厚に対する予設定値を供給し、実測値として測定壁厚を供給する。ブロープロセスを制御する少なくとも1つのパラメータの量を、前記目標値と前記実測値との間の差に依存して前記制御部により設定する。この場合、ブローガス供給を制御する少なくとも1つのパラメータの量を前記制御部により調整量として設定する。前記パラメータの量の設定を、前記制御部内で実施されるブロープロセスのシミュレーションモデルに基づいて行う。
 (もっと読む)
(もっと読む)
中空成形方法および中空成形装置
【課題】 従来の中空成形条件設定方法は、トータルの情報データを入力する煩わしさがあり、より簡素化した情報データの入力方法が望まれていた。
【解決手段】 成形用の原料樹脂情報、1成形サイクルの時間情報、成形すべき製品の形状および重量の情報、金型のばり切断用刃の刃厚情報および該ばり切断用刃によって切断されるばり全ての長さ情報を中空成形装置の成形条件設定装置20へ入力し、押出機1における溶融した前記樹脂の送り用スクリュの回転数、型締装置5の型締力、パリソンにエアを吹き込む打込装置4の打込ノズル9による打込力および中空成形装置の所定箇所の設定温度のそれぞれのデータを算出して、これら算出データを用いて中空成形する構成とした。これにより、設定条件の確実かつ簡素化した入力・演算ができる中空成形方法および中空成形装置を提供できる。
(もっと読む)
11 - 20 / 74
[ Back to top ]