
国際特許分類[B29C49/78]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015) | 計量,制御または調整 (96)
国際特許分類[B29C49/78]の下位に属する分類
検査,例.漏洩のための (22)
国際特許分類[B29C49/78]に分類される特許
21 - 30 / 74
化粧品用小型ボトルの製造方法
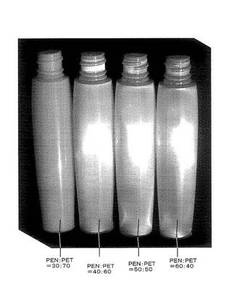
【課題】パール顔料を用いることも、多層構造にすることも、プリフォームを形成することもなく、良好な真珠光沢を有する化粧品用小型ボトルを安価に提供する。
【解決手段】大きさのほぼ等しくPEN:PET=40:60、50:50、60:40の各割合の混合ペレットを準備し、十分に乾燥させておく。この原料を、設定温度295℃のスクリュー式押出成形機に投入し、約60分間運転を行って加熱・溶融・混練を行った後、成形機の設定温度を280℃に下げてパリソンの吐出を開始し、約30分ほどパリソンをそのまま流し、成形機内温度280℃前後・吐出口温度250℃前後になり、パリソンが十分な腰を備える状態になったら、ダイレクトブロー成形を開始し、ブロー比2〜3の条件で容量10mlの細長い小型ボトルを成形した。
(もっと読む)
中空樹脂成形品の製造装置

【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を高い品質をもって低コストに製造可能な技術を提供する。
【解決手段】パリソン32を押し出す押出ダイ24と、パリソン32の一部が充填される筒部形成キャビティ62を有する充填型42との当接状態を解除可能にロックするロック機構54を、押出ダイ24と充填型42のうちの何れか一方に固定された、給電により生ずる電磁力に基づいて吸引作用を発揮する吸引手段84,84を含んで構成した。そして、かかる吸引手段84,84の吸引作用により、押出ダイ24と充填型42の当接状態をロックした上で、パリソン32を筒部形成キャビティ62内に充填するように構成した。
(もっと読む)
容器詰め内容物の製造方法
【課題】口部結晶化ポリエステル容器を使用しないでもポリエステル容器詰め内容物の製造が可能な製造方法を提供する。また、生産効率を向上させエネルギー消費を節約することができるポリエステル容器詰め内容物の製造方法を提供する。
【解決手段】内容物を容器に充填し、密封後容器殺菌する容器詰め内容物の製造方法であって、容器の成形後容器に内容物を充填する前に容器の含水率を減少させる工程を備え、61℃以上65℃以下に加温された内容物の口部非結晶ポリエステル容器への充填と充填後の密封を外環境制御空間内で行った後、容器を傾斜して内容物を容器口部に接触させることにより殺菌することを特徴とする容器詰め内容物の製造方法。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを、加熱区間領域の搬送経路に沿って熱コンディショニングする。次に、パリソンを、ブロー成形型(4)内部でブロー圧の作用によって容器に成形する。加熱要素は加熱制御部に接続され、該加熱制御部は、前記加熱要素が時間的にほぼ一定の熱出力で作動するように制御特性を有している。延伸装置(11,12,13)は延伸制御部に接続され、該延伸制御部は、ブロー成形装置の始動直後の延伸速度の制御が作動開始から時間的に間隔をおいた1つの生産段階での延伸速度の制御とは異なって設定されるような制御特性を有している。 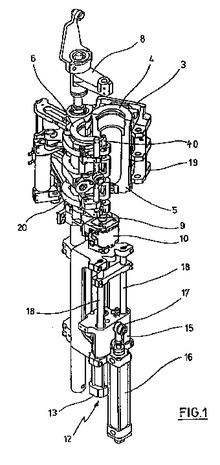 (もっと読む)
(もっと読む)
中空樹脂成形品の製造装置及び製造方法
【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を低コストで製造可能な技術を提供する。
【解決手段】押出機22の先端に取り付けられた押出ダイと当接せしめられた状態下で、パリソンが筒部形成キャビティ62内に充填されることにより、目的とする中空樹脂成形品の筒部を形成する充填型42と、該充填型42と該押出ダイとの当接状態を解除可能にロックするロック機構54と、該充填型42を該押出ダイとの当接状態から下側基準位置にまで下降させる移動機構52と、ブロー成形用型26の成形キャビティ内に収容されたパリソンの内部に圧力気体を吹き込んで、前記中空樹脂成形品の筒部を除く部分をブロー成形する気体吹込手段60とを含んで構成した。
(もっと読む)
成形機
【課題】構成を複雑化することなく、高品質の成形品を高能率に成形可能な成形機を提供する。
【解決手段】金型1を開閉する金型開閉装置2と、型閉された金型1内に成形材料を射出する射出装置3と、金型1に加熱媒体を供給する加熱媒体供給装置6と、金型に冷却媒体を供給する冷却媒体供給装置7と、これらの各装置の起動及び停止を制御し、金型1の型閉、金型の加熱、成形材料の射出及び保圧、金型の冷却、金型の型開及び成形品の取り出しからなる成形サイクルを実行する制御装置8とから成形機を構成する。制御手段9は、金型開閉装置2に型開指令信号s5を出力した後、金型開閉手段2に型閉指令信号s6を出力する前に、加熱媒体供給装置6に加熱開始指令信号s8を出力して、金型1の加熱を開始する。
(もっと読む)
肉厚調整装置及び方法
【課題】本発明は、コアを直動するためのコアシリンダの100%及び0%のストローク位置を、コアシリンダのシリンダエンドに衝突させることなく直線位置センサの位置検出信号によって任意かつ安全に設定することを目的とする。
【解決手段】本発明による肉厚調整装置及び方法は、クロスヘッド(1)の直線移動位置を検出するための直線位置センサ(9)を設け、コアシリンダ(2)の直線移動位置を直線位置センサ(9)で検出し、この直線位置センサ(9)からの位置検出信号(9a)に基づいてコアシリンダ(2)の100%及び0%の位置を設定する構成と方法である。
(もっと読む)
合成樹脂製ブローボトルの成形方法
【課題】内容物の充填空間に狭窄部を有する品質の高い合成樹脂製ブローボトルを効率よく成形できる方法を提案する。
【解決手段】ブロー金型7の内側にプリフォームPを配置するとともに狭窄部形成用の中子7aを該プリフォームPに近接せしめ、その状態を保持しつつ延伸ロッド8による該プリフォームPの延伸加工と該プリフォームP内へエアーを吹き込む一次ブロー成形を行い、次いで、一次ブロー成形と同じ圧力の下で一次ブロー成形によって得られた成形体に対してエアーを吹き込んで最終形状に仕上げる二次ブロー成形を行うことによって胴体部分3を少なくとも上下に二分して内容物の充填空間に狭窄部を形成した合成樹脂製ブローボトルを成形するに当たり、一次ブロー成形の際のエアーの吹き込み流量を、二次ブロー成形の際のエアーの吹き込み流量よりも小さく設定する。
(もっと読む)
中空成形機のラジアル肉厚調整における設定ストロークプロファイル表示方法及び装置
【課題】本発明は、肉調時にダイを左右に移動させる左右シリンダの各ストロークプロファイルを表示する一対のグラフを並設し、各グラフの内側の表示をギャップ閉(押し)とし、各ストロークプロファイルをより感覚的にオペレータが捉えやすくすることを目的とする。
【解決手段】本発明による中空成形機のラジアル肉厚調整における設定ストロークプロファイル表示方法及び装置は、各シリンダ設定用グラフ(1,2)のうちの一方のみに入力する値を制御部(19)を介して反転させて入力し、各シリンダ設定用グラフ(1,2)を並設した場合、各グラフ(1,2)の内側がギャップ閉方向となるようにした方法と構成である。
(もっと読む)
ホット充填用ボトルの製造方法、ボトル製品の製造方法、およびホット充填用ボトル
【課題】85℃乃至90℃のホット充填(高温充填)に耐えうる耐熱性を有するホット充填用ボトルの製造方法、ボトル製品の製造方法、およびホット充填用ボトルを提供する。
【解決手段】まずポリエチレンテレフタレート層12aを含むプリフォーム10を準備する。次にこのプリフォーム10を加熱し、次いで加熱されたプリフォーム10をブロー成形金型54aを用いてブロー成形する。この場合、プリフォーム10の加熱温度を115℃乃至140℃とし、ブロー成形金型54aの温度をポリエチレンテレフタレートのガラス転移温度より10℃以上低くする。これにより85℃乃至90℃のホット充填(高温充填)に耐えうるホット充填用ボトル20を得ることができる。
(もっと読む)
21 - 30 / 74
[ Back to top ]