
国際特許分類[B29C49/78]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015) | 計量,制御または調整 (96)
国際特許分類[B29C49/78]の下位に属する分類
検査,例.漏洩のための (22)
国際特許分類[B29C49/78]に分類される特許
31 - 40 / 74
少なくとも1つの所定の補償時間の間に、可変的な継続時間にて容器の内容積をフラッシングする工程を有する、容器を形成するためのプロセス
好ましくは熱可塑性プラスチック材料から作られた予備成型物であるブランクを用いる、容器の形成プロセスであって、上記容器は、軸に対して継続的に回転される回転トレーの外周に設けられた少なくとも1つのブロー成型鋳型を備える回転式の延伸ブロー成形機を用いて形成され、上記ブロー成型鋳型は、ブロー成形サイクルに対応して周期的に稼動しており、上記形成プロセスは、予め加熱されたブランクをブロー成型鋳型中に配置する工程と、上記ブロー成型鋳型を閉じる工程と、上記ブランクを上記ブロー成型鋳型中でブロー成型する工程と、空気を内部に注入することによって、冷却されたガスを用いて上記容器の内部をフラッシングする工程と、上記ブロー成形された容器を、外部保持手段によって保持する工程と、上記ブロー成型鋳型を開く工程とを有する。上記形成プロセスは、一時的かつ発展的な様式にて、容器製造の各開始時におけるフラッシング工程の継続時間を自動的に変化させる。これによって、最初に製造される容器が、延伸ブロー成形機の安定駆動期間中に形成される容器の最終容積に対応する最終容積を付与され得る温度条件下にて形成されるように、容器内の熱的条件を設定する。  (もっと読む)
(もっと読む)
プリフォームによるコンテナの製造のための設備及びこのような設備のブロー成型装置を制御する方法
本発明は、コンテナ、特にボトルを、ブロー成型もしくはストレッチ・ブロー成型により熱可塑性材料のプリフォームから製造するための設備を制御する方法であり、この設備が、モールドに関連して設けられたブロー成型もしくはストレッチ・ブロー成型ノズルの移動を制御する制御装置を備えた少なくとも1つの成型ユニットを有し、このノズルは、上側位置と下側位置との間を垂直方向に移動可能に設けられ、このノズルは、前記モールドが閉じた位置にある時、モールドの上側の水平な壁に設けられた少なくとも1つのオリフィスを覆う、方法において、設備が動作中であっても停止中であっても、前記モールドの容量室が、浮遊微小粒子汚染の危険性を防ぐために、外の環境から隔離されるように、この制御方法は、前記モールドが閉じた位置にある時、このモールド中のプリフォームの有無に関わらず、ノズルの下側位置への垂直方向の下降を、組織的に制御することを伴う少なくとも1つの第1の工程を有することを特徴とする。  (もっと読む)
(もっと読む)
ブロー成形または延伸ブロー成形された熱可塑性容器を成形するための装置

【課題】特に、実際に観察されているこれらの欠点を改善することと、互いに技術的に独立しているにも関わらずに自身で2つの上記欠点を同時に改善することが可能な改良した技術的解決法を提案すること。
【解決手段】熱プリフォームをブロー成形することにより熱可塑性容器を成形するための装置であって、型と、上昇位置と型と当接するブロー成形位置との間で軸方向に移動可能なベルノズルと機械手段とを備えるブロー成形手段とを備え、駆動手段が、カムフォロアローラ/カムを有する機械手段と、ノズルの上端部と一体であるピストンであって制御流体源に接続される上チャンバ及びこの源に接続されかつ電磁弁を介して上チャンバに接続される下チャンバを規定する固定筐体内でスライドするピストンを有する圧空手段とを備え、ピストンの上面が、その下面及びノズルのベル部の表面積よりも大きい表面積を有する。
(もっと読む)
パリソン肉厚調整方法及び装置

【課題】本発明は、パリソン設定波形部分に、付加するパリソン設定付加部分を設定し、パリソンの肉厚が安定するまでは、上部、中央部、下部に分けて肉厚制御することを目的とする。
【解決手段】本発明によるパリソン肉厚調整方法及び装置は、パリソン肉厚指令(23)は、予め設定されたパリソン設定波形部分(22)にパリソン設定付加部分(EU,EW,ED,WU,WW,WD)を乗算又は加算してなり、前記パリソン設定付加部分(EU,EW,ED,WU,WW,WD)は、上バリ部分(A)、成形品部分(B)、下バリ部分(C)に対応して三分割して設定した方法と構成である。
(もっと読む)
空調付きブロー成形機
【課題】外気温度(建屋内の温度)が変動する場合であっても最終形状であるボトルの計量値を安定させて生産することが可能な空調付きブロー成形機を提供する。
【解決手段】加熱ゾーン1から吸引した高温空気を1次フィルタ6及び2次フィルタ7によって濾過し、冷却水コイル8と熱交換を行わせ、送風機10によって圧送させて低温空気とし、その低温空気の一部を戻りダクト13を介してブローゾーン2へ戻すように構成する。なお、制御装置23は、イン側温度センサ18の帰還信号に基づいて、1次電磁弁81および2次電磁弁91または電動機11或いはこれらを組み合わせて駆動することにより、そのブローゾーン2へ戻される低温空気の温度を設定温度となるように温度制御を行う。
(もっと読む)
プリブロー開始点の状態をフィードバックで調節し、中空容器を成形する方法。
金型内にパリソン(3)を充填し、
あらかじめ設定されたプリブロー開始の合図(tP)によって、電磁バルブ(22)に開弁の指令を出し、パリソン(3)内にあらかじめ設定されたプリブロー圧を持つ空気供給源(20)を接続し、
ペリソン(3)の内圧(P)を測定し、
パリソン(3)の内圧Pが上昇を始める実際のプリブロー開始の瞬間(tA)を検知し、
この瞬間(tA)と、理論から予測されたプリブロー開始の瞬間とを比較し、
実際のプリブロー開始の瞬間(tA)が、予測したプリブロー開始瞬間に比べて遅れる場合、プリブロー開始の合図(tP)を早め、
実際のプリブロー開始の瞬間(tA)が、予測したプリブロー開始の瞬間より早く起こる場合は、プリブロー開始の合図(tP)を遅らせる、
プラスティック樹脂製のパリソン(3)から、金型(11)内でブロー成形にて中空容器(2)を作成する方法。
(もっと読む)
パリソン内部の圧力が、吹き込みのために上昇する段階で、その状態をフィードバックで調節し、パリソンから中空容器を成形する方法
あらかじめ設定した加熱温度(T)で、パリソン(3)を加熱し、
金型(11)の中にパリソン(3)を充填し、
あらかじめ設定された延伸速度(VE)で移動する延伸ロッド(16)でパリソン(3)を引っ張り、
あらかじめ設定されたプリブロー開始の合図(tP)により、電磁バルブ(22)の開弁を指示し、あらかじめ設定されたプリブロー圧(PP)と空気流量(DP)をもつ空気供給源(20)から、パリソン(3)内部に空気を送り、
パリソン(3)の内圧(P)を測定し、
圧力の最高点を検知し、
この圧力が最高点に達する瞬間(tB)と、この時のパリソン(3)内の最高圧力(PB)を記憶させ、
実際の圧力が最高点に達する瞬間(tB)・その時の最高圧力(PB)と、理論から予測した瞬間・圧力をそれぞれ比較し、
実際の最高点が理論から仮想された最高点と一致しない場合、以下のパラメータつまり、プリブロー圧(PP)、プリブローの空気流量(DP)、プリブロー開始の合図(tP)、延伸速度(VE)、加熱温度(T)の中から少なくとも一つを調整する、
操作を含むプラスティック樹脂製のパリソン(3)を金型(11)の中で延伸ブロー成形して、中空容器(1)を作成する方法。
(もっと読む)
ペリソンの延伸終了点を、フィードバックで調節することにより、ペリソンから中空容器を成形する方法。
金型の中にパリソン(3)を挿入し、
あらかじめ設定されたプリブロー開始の瞬間(tP)によって、パリソン(3)内とプリブローのあらかじめ設定された圧力を持つ空気源(20)をつなぐ電磁バルブ(22)の開弁をおこない、
ペリソン(3)内に充満する圧力(P)を測定し、
プリブローの後、あらかじめ設定されたプリブロー成形の開始合図(tS)が出され、プリブローの合図(tP)が遅れる時、ペリソン(3)内に、プリブローの圧力(PP)よりも高圧でブロー成形のエアが吹き込まれるように、電磁バルブ(26)の開弁指令が出され、
ペリソン(3)内に充満するエアの圧力(P)について、少なくともプリブローの合図(tP)とブロー成形の合図(tS)の差を含めた、数種のバリエーションを記憶させ、
ペリソン(3)内の圧力(P)が急激に上昇を始める、延伸終了の瞬間(tC)の間隔を察知し、
延伸終了の瞬間(tC)が示す状態によって、ブロー成形開始の合図(tS)を早める、
プラスティック樹脂製のパリソン(3)から、金型(11)の中でブロー成形をし、中空容器(2)を作成する方法。 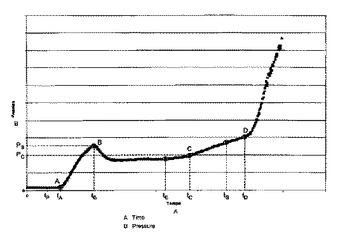 (もっと読む)
(もっと読む)
ブロー成形ボトル用プリフォーム
【課題】ボトル底部の一部に下方に膨出する反転凹入自在の延伸された膨出部を備えたPETボトルに好適に用いることができ、樹脂の使用量を削減してしかも十分な強度を有するPETボトルを形成することができるプリフォームを提供する。
【解決手段】プリフォーム5は、胴部16の重さ(W)とボトル1の容量(V)との関係を示す関係式W=aV+bに基づいて当該関係式における傾きaを0.025〜0.03の範囲とし且つ切片bを1〜4の範囲として、胴部16の重さ(W)を設定し、胴部16の長さ寸法(L)とボトル胴部3乃至膨出状態の膨出部10の最下端の長さ(H)とがL≦H/2.3の関係を満たし、胴部16の長さ寸法(L)とボトル1の容量(V)との関係を示す関係式L=cV+dに基づいて当該関係式における傾きcを0.064とし且つ切片dを21〜31の範囲として、胴部16の長さ寸法(L)を設定する。
(もっと読む)
パリソン肉厚調整装置
【課題】本発明は、フレキシブルコア及びフレキシブルダイの一方又は両方をアクチュエータによって作動させ、パリソン垂下中に肉厚をダイナミック制御することを目的とする。
【解決手段】本発明によるパリソン肉厚調整装置は、少なくともフレキシブルコア(2)及びフレキシブルダイ(22)の一方を数値制御可能なアクチュエータ(20)により作動させ、輪状隙間(5)の間隔を調整して肉厚調整する構成である。
(もっと読む)
31 - 40 / 74
[ Back to top ]