
国際特許分類[B29C49/78]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015) | 計量,制御または調整 (96)
国際特許分類[B29C49/78]の下位に属する分類
検査,例.漏洩のための (22)
国際特許分類[B29C49/78]に分類される特許
41 - 50 / 74
中空成形体及び中空成形体の製造方法
【課題】成形加工性に優れる溶融張力の高いエチレン系重合体からなり機械的特性、特に耐環境応力亀裂性と剛性、衝撃強度のバランスに優れ、かつ、クリーン性、熱安定性に優れる中空成形体を提供する。
【解決手段】下記(A)〜(F)を満足するエチレン系重合体よりなる中空成形体を用いる。(A)密度(d)が910〜970kg/m3、(B)MFRが0.01〜1g/10分、(C)末端ビニル数が1,000炭素原子当たり0.2個以下、(D)160℃で測定した溶融張力(MS160(mN))とMFRの関係が、MS160>90−130×log(MFR)、(E)190℃で測定した溶融張力(MS190(mN))とMS160の関係が、MS160/MS190<1.8、(F)流動の活性化エネルギー[Ea(kJ/mol)]と密度の関係が127−0.107d<Ea<88−0.060d
(もっと読む)
押出ノズルギャップの連続調整を伴う押出ブロー成形による熱可塑性材料製中空体の製造法
本発明は、押出ブロー成形による熱可塑性材料製中空体の製造法に関する。本発明による方法では、複数の押出機(2)により可塑化材料から少なくとも二つのウェブ状パリソン(6)が連続的に押し出される。各パリソンは依然として可塑状態にある最初の工程段階で成形キャビティ(4a,4b)を形成する分割構造の成形金型(1)内で一緒に成形されて中空体とされる。その際、少なくとも一方のパリソンに他方のパリソンとは独立して押し出し中の押出ノズルのギャップ調整により肉厚分布形状が付与される。  (もっと読む)
(もっと読む)
中空成形機のパージ処理時のスクリュ停止方法

【課題】本発明は、押出機内をパージ樹脂で置換後、スクリュの回転を低下させ、圧力データを用いてパージ樹脂が空になったことを確認してスクリュを停止させ、スクリュの損傷を防止することを目的とする。
【解決手段】本発明は、押出機(1)内がパージ樹脂に置換されたことを圧力データにより判別した後、パージ樹脂の投入を停止し、圧力データの変化に基づいてスクリュ(4)の回転を低下させ、この圧力データによりパージ樹脂が空になったことをコントローラで判定後にスクリュ(4)の回転が停止される方法である。
(もっと読む)
中空成形機の押出制御方法

【課題】本発明は、第1樹脂とパージ樹脂の押出機における押出時の樹脂圧力データの違いを利用してパージ樹脂に置換されたことを判別することを目的とする。
【解決手段】本発明による中空成形機の押出制御方法は、第1樹脂(9)とパージ樹脂(12)を用いて運転している時の圧力を樹脂圧力計(6a)でサンプリング第1樹脂圧力データ(22a)とサンプリングパージ樹脂圧力データ(22b)をサンプリングし、パージ運転時の圧力データ(6A)がこのサンプリングパージ樹脂圧力データ(22b)のレベルとなった時点でパージ樹脂(12)への置換が終了したと判別する方法である。
(もっと読む)
パリソン肉厚調整方法及び装置
【課題】本発明は、パリソン肉厚指令を形成するパリソン設定波形部分に曲線からなるパリソン設定ウェイト部を加算することにより、ドローダウンに応じた最適なウェイトを付加させ、オペレータが設定したパリソンプロファイルの特徴を消すことなく、パリソンコントロールの補正を行うことを目的とする。
【解決手段】本発明によるパリソン肉厚調整方法及び装置は、パリソン肉厚指令(14)が、予め設定されたパリソン設定ウェイト部(13)を加算してなり、前記パリソン設定ウェイト部(13)は時間と肉厚に対して1次曲線又は2次曲線の傾きで形成されている方法と構成である。
(もっと読む)
射出延伸ブロー成形装置
【課題】 射出成形部とは独立させて、延伸ブロー成形部側にて単独で型厚調整が可能な射出延伸ブロー成形装置を提供すること。
【解決手段】 少なくとも射出成形部30と延伸ブロー成形部32とを有し、各成形部に対応して配設したネック型を各成形部に間欠搬送する回転板26を有する射出延伸ブロー成形装置である。この装置は、機台12上に固定されると共に、回転板26との間で各成形部の成形空間を形成する下部基盤14と、下部基盤14上方に配設されて回転板26を支持する上部基盤16と、下部基盤14に対して上部基盤16を昇降駆動する竪型締め手段90,92と、延伸ブロー成形部32に配置され、下部基盤14に対して昇降案内され、ネック型に対して型締めされる2つのブローキャビティ割型294A,294Bの横型締め機構を搭載するブローユニットベース盤190と、ブローユニットベース盤190を昇降駆動して高さ位置を調整するブローユニット位置調整機構220とを有する。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法および装置は容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを、まず、ブロー成形型内部の加熱路の領域で搬送経路に沿って熱的にコンディショニングする。次に、ブロー成形型内部でブロー成形圧を作用させることによりパリソンを容器に成形する。熱的なコンディショニングを、重設した複数個の加熱放射器によって行なう。容器のブロー成形に引き続いて、容器の少なくとも1つの高さレベルで壁厚を測定する。前記高さレベルに割り当てられる加熱放射器をその加熱力に関し制御する。制御器に、壁厚の設定値を目標値として供給し、測定した壁厚を実測値として供給する。 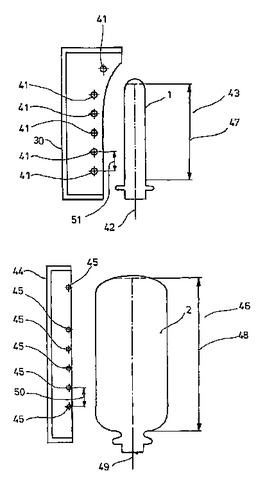 (もっと読む)
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法および装置は容器をブロー成形するために用いる。パリソンを、ブロー成形機(41)のブロー成形型内部で熱的にコンディショニングした後、ブロー成形圧を作用させることにより容器に成形する。必要なブロー成形ガスはコンプレッサ(42)によって提供する。ブロー成形機(41)の制御部(45)がコンプレッサ(42)によって提供される出力圧の目標値を発生させるように、コンプレッサ制御部(44)はブロー成形機(41)の制御部(45)と接続されている。 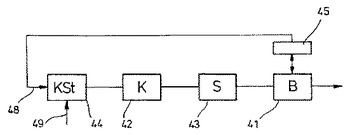 (もっと読む)
(もっと読む)
ねじ入れ子の回転停止制御システム
【課題】簡易な構成で、金型のサイクルタイムにさほど影響を与えることなく高精度でねじ入れ子の回転停止が行える回転停止制御システムを提供する。
【解決手段】雄ねじTeを有する燃料タンクTの成形金型に関し、雄ねじTe周りに正回転することにより燃料タンクTを離型させるねじ入れ子1と、このねじ入れ子1と一体的に回転するドグ7と、このドグ7を検知するセンサ8と、ねじ入れ子1の回転駆動源である油圧モータMと、を備え、ドグ7がセンサ8に検知されることにより、ねじ入れ子1が成形開始位置で回転停止する構成からなり、ねじ入れ子1を、前記成形開始位置よりも正回転側であって、雄ねじTeから外れる位置となるオーバーラン位置まで一旦、高速正回転させ、次いで、低速逆回転させて成形開始位置で回転停止させる制御システムとした。
(もっと読む)
中空成形装置
【課題】従来の中空成形装置は、4方向に設けた調整ねじを回して打込ノズルを成形金型の口金の中心位置に合わせていたので、操作者の熟練さを要し、その位置合わせにかなりの時間を要するという問題があった。
【解決手段】中空成形装置において、打込ノズル8を成形金型2のパーティングラインLの延長した線LE上に常時配置し、成形金型2を成形金型移動装置5によってパーティングラインLの延びる方向に移動自在として、打込ノズル8のパーティングライン方向の位置調整を成形金型2の移動によって行える構成とした。成形金型2の移動微調整だけによって、打込ノズルを金型の口金の中心位置に合わせる位置調整を容易にかつ短時間で行うことができる。
(もっと読む)
41 - 50 / 74
[ Back to top ]