
国際特許分類[B29C53/60]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 曲げ,折たたみ,ひねり,直線化または平面化による成形;そのための装置 (287) | 巻付けおよび接合,例.スパイラル状巻付け (45) | ら旋状に (34) | 内部二次表面,例.マンドレル,を用いるもの (19)
国際特許分類[B29C53/60]の下位に属する分類
巻付け軸の回りに回転可能なもの (4)
回転可能な巻付材供給装置 (1)
国際特許分類[B29C53/60]に分類される特許
1 - 10 / 14
ゴムシート貼付装置及びゴムシート貼付方法
【課題】精度よく、かつ層間のエア溜まりの発生を抑制しながら短時間でゴムシートを成形ドラムに貼り付け可能なゴムシートの貼付装置を提供することを目的とする。
【解決手段】ゴムシート3を搬送するコンベア2と、コンベア2によって搬送されたゴムシート3を巻き付ける成形ドラム4と、コンベア2及び成形ドラム4を相対的に離接させる離接機構8と、コンベア2、成形ドラム4及び離接機構8の駆動を制御する制御部とを備え、制御部は、離接機構8を駆動させて、コンベア2上のゴムシート3の先端を、成形ドラム4とコンベア2との間に挟み込み、その状態でコンベア2及び成形ドラム4を同時に駆動させるとともに、成形ドラムの回転周速度の方がコンベアの搬送速度よりも速くなるように制御することで、コンベア2上に載置されたゴムシート3を成形ドラム4に貼付するようにしたことを特徴とする。
(もっと読む)
油圧ホースの製造方法

【課題】本発明の目的は、安価な装置により製造できる油圧ホースの製造方法を提供すること。
【解決手段】帯状部材28がマンドレル30の端部に到達したならば、帯状部材28を掛止部材46、48に掛止し、マンドレル30の回転を逆向きにして、帯状部材28を連続してマンドレル30に巻回してスパイラル補強層を形成する。そして、繰り出し部44を、両端の掛止部材46、48毎に逆向きに180度回転させる。そのため、繰り出し部44とドラム42との間では、180度ねじられ、また、180度逆転されてもとの状態に戻され、の状態が繰り返され、帯状部材28を掛止部材46、48に掛止させる毎に帯状部材28がどんどんねじられていき、破損されることが防止され、高価なスパイラルマシンを用いる必要もなくなり、安価な装置を用いてスパイラル補強層を簡単に効率良く製造できる。
(もっと読む)
油圧ホースの製造方法および油圧ホースならびにスパイラル補強層形成用帯状部材
【課題】安価な装置により製造できる油圧ホースの製造方法および油圧ホースならびにスパイラル補強層形成用帯状部材を提供すること。
【解決手段】第1乃至第4スパイラル補強層14,16,18,20を形成するための第1乃至第4帯状部材28A、28B,28C、28Dをそれぞれ製造する。帯状部材28は、厚さよりも大きい一定の寸法の幅を有して延在する帯状の未加硫のコートゴム24と、コートゴム24に保持された複数のスチールコード26で構成されている。マンドレル40に、最内層用のチューブ12を被せ、マンドレル40を回転し、帯状部材28をドラム52から繰り出し、走行台50を走行させて第1乃至第4帯状部材28A、28B,28C、28Dをチューブ12の上に螺旋状に順番に巻き付けていく。そして、第4スパイラル補強層20をカバー22で覆う。
(もっと読む)
断熱ホース及びその製造方法
【課題】曲げた際にも可撓性内管の内層がホース内部にはみ出さず、流体の流動抵抗の増加が少ないような断熱ホース及びその製造方法を提供する。
【解決手段】断熱ホースの製造方法において、軟質樹脂により円筒状の内層を形成する工程A、内層に対してホース外周側に突出する硬質樹脂製の補強体を、内層に螺旋状に捲回一体化し、内層と硬質樹脂補強体により可撓性内管を形成する工程B、に引き続き、可撓性内管の外側に、弾力性を有する断熱性条帯を螺旋状に捲回し、その断面がホース軸方向と略平行となり、その隣接する側縁同士が互いに対向し、断熱性条帯の内周面と前記内層の外周面との間には空隙部が形成され、かつ、硬質樹脂補強体と接する部分の断熱性条帯が厚み方向に圧縮されるように断熱層を形成する工程C、最外側に断熱性条帯を固定する外層を形成する工程Dによって断熱ホースを製造する。
(もっと読む)
樹脂管の製造方法
【課題】新規な樹脂管の製造方法を提供する。
【解決手段】棒材を加熱工程に耐える水溶性の材料(例えば塩)で軸線が曲線である曲線部を有する形状に形成し、液晶ポリマーのシート材31を棒材30に所望の複数回巻き付けて保持して加熱する加熱工程を備える。曲線部30aに対してはシート材を巻き方向に長尺な形状にして螺旋状に巻き付け、螺旋状のシート材の巻き始め端部及び巻き終わり端部を溶着させて棒材への巻回状態を保持する。さらにシート材の外周面に耐熱フィルムを(曲線部に対しては螺旋状に)巻き付けた上で、オートクレーブで加熱工程を実行する。本加熱工程により、シート材を溶融させて樹脂管に成形する。耐熱フィルムを巻き替えて再度加熱工程を実行し、CFRPの外管を成形したら、棒材を水に溶かして樹脂管から取り除く。
(もっと読む)
ゴム製筒体の製造方法及び未加硫ゴムテープの巻付装置
【課題】本発明では、未加硫ゴムテープをマンドレルに自動的に巻きつけることが可能なゴム製筒体の製造方法及び未加硫ゴムテープの巻付装置の提供を目的とする。
【解決手段】 押出装置3の押出孔3aから送り出された未加硫ゴムテープ2をマンドレル6に螺旋状に巻き付けて加硫するゴム製筒体の製造方法において、押出孔3aから送り出される未加硫ゴムテープ2を搬送する搬送ベルト4を設け、搬送ベルト4をマンドレル6に押し付けて、マンドレル6の回転により搬送ベルト4を駆動させ、搬送ベルト4においてマンドレル6よりもベルト駆動方向上流側に、押出孔3aから送り出された未加硫ゴムテープ2を供給し、未加硫ゴムテープ2を搬送ベルト4とマンドレル6との間に挟み込むことで未加硫ゴムテープの先端部をマンドレルに固着させ、その後、未加硫ゴムテープをマンドレルに螺旋状に巻き付けることを特徴とする。
(もっと読む)
短繊維入りゴム製筒体及びその製造方法
【課題】外観形状にかかわらず、短繊維がホース長さ方向に配向した短繊維入りゴム製筒体を容易に製造することのできる短繊維入りゴム製筒体の製造方法を提供する。
【解決手段】長さ方向に短繊維2が配向した短繊維入り未加硫ゴム製筒体3を螺旋状にテープ状に切り出し、得られた未加硫ゴムテープ5を未加硫ゴム製筒体3から切り出したときの切り出し角度αと同じ角度でマンドレル6に螺旋状に巻きつけることによって、長さ方向に短繊維2が配向した短繊維入り未加硫ゴム層7を形成し、その後、該未加硫ゴム層7を加硫する。
(もっと読む)
短繊維入りゴム製筒体の製造方法
【課題】ホースの柔軟性を低下させることなく、短繊維がホース長手方向に配向したものよりも優れた耐摩耗性を有する短繊維入りゴム製筒体の製造方法を提供する。
【解決手段】長さ方向に短繊維2が配向した短繊維入り未加硫ゴム製筒体3を螺旋状にカットしてテープ状に切り出し、得られた未加硫ゴムテープ5を立てた状態でマンドレル6の外周面に螺旋状に巻回して未加硫ゴム層7を形成し、その後、該未加硫ゴム層7を加硫することを特徴とする。
(もっと読む)
多孔質PTFE層の形成方法、ならびにこの形成方法により得られる多孔質PTFE層および成型品
【課題】表面にシワや変形を発生させることなく多孔質PTFE層を簡便に形成することができ、しかも気体透過量等の性状の調節を容易に行うことが可能となる、多孔質PTFE層の形成方法を提供する。
【解決手段】本発明の多孔質PTFE層の形成方法は、(1):1枚または2枚以上の未焼成多孔質PTFEフィルムと、下記工程(2)における加熱条件に耐えうる支持体(メッシュ等からなる棒状または板状の支持体が好ましい)とを、所定の手段を用いて下記工程(2)の加熱の際にスベリが生じないように組み合わせる工程、および(2):工程(1)の結果物を150℃以上、PTFEフィルムの融点未満の温度で5〜120分間(工程(1)で熱可塑性樹脂繊維等を用いられている場合は、好ましくはその融点〜320℃の温度で10〜60分間)加熱する工程を有することを特徴とする。
(もっと読む)
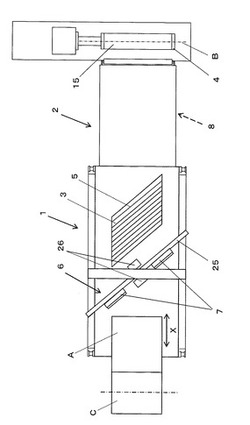
ゴム製筒体の製造方法及びゴム製筒体の製造装置
【課題】マンドレルの形状にかかわらず表面追従性に優れ、厚み変動が少なく、テープ間密着性に優れたゴム製筒体の製造方法及びその製造装置の提供を目的とする。
【解決手段】 ゴム供給手段3からマンドレル1に未加硫ゴムテープ2を送り出し、ゴム供給手段3とマンドレル1とをマンドレル1の軸方向Aに相対的に移動させながらマンドレル1を回転させることによって、マンドレル1の外周面に未加硫ゴムテープ2を螺旋状に巻き付け、得られた未加硫ゴム層4を加硫するゴム製筒体の製造方法であって、離間配置された回転ローラ6,6間に張架されたエンドレスベルト8を未加硫ゴム層4の外面に接触させることにより、エンドレスベルト8がマンドレル1の回転にしたがって移動しながら、未加硫ゴム層4を円弧状に接圧することを特徴とする。
(もっと読む)
1 - 10 / 14
[ Back to top ]