
国際特許分類[B29C59/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 表面成形,例.エンボス;そのための装置 (2,486)
国際特許分類[B29C59/00]の下位に属する分類
機械的手段,例.プレス,によるもの (2,307)
火炎処理によるもの (1)
放電処理によるもの (2)
プラズマ処理によるもの (11)
波動エネルギーまたは粒子線照射によるもの (48)
内部応力,例.プラスチックメモリー,の解放によるもの (7)
国際特許分類[B29C59/00]に分類される特許
101 - 110 / 110
微細転写方法および装置
【課題】 従来のホットエンボス法、射出成形法、圧縮成形法、ナノインプリント法に比べて格段に優れた製品を高い生産性で生産可能な微細転写方法および装置を提供すること。
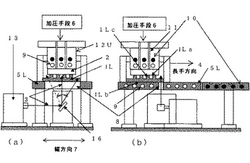
【解決手段】 微細な凹凸形状1Lcを有する下型スタンパー1Lの表面1La上にプラスチック基材2を装着し、加圧手段6により、上型12Uをプラスチック基材2に向けて加圧し、プラスチック基材2を下型スタンパー1Lに押圧する。下型スタンパー支持体5Lには幅方向7に長いスリット状の開口部8を設け、そこを通して炭酸ガスレーザ13によりビーム状の赤外線3を照射し長手方向4に移動させ下型スタンパー1Lの微細な凹凸形状と反転する凹凸形状をプラスチック基材2に形成し、冷却し、プラスチック基材2を離型する。
(もっと読む)
マット−グロス調模様が混在する構造物およびその成形体

【課題】本発明は、特殊な加工を必要とせず複雑な工程を経ずに簡易な方法で形成できる、マット−グロス調模様が混在する構造物およびその成形体を提供することを目的とする。
【解決手段】基材上に、マット化剤が含有する硬化型結着樹脂を主体とする塗工層を設け、前記結着樹脂を硬化せしめたマット調塗工層を部分的に磨耗などの物理的手段によりグロス調模様を形成してなることを特徴とするマット−グロス調模様が混在する構造物およびその構造物を用いた成形体である。
(もっと読む)
基準格子製造方法及び基準格子製造装置
【課題】 本発明は位置検出を高精度に行う2次元角度格子を構成する基準格子を効率良く生産することを課題とする。
【解決手段】 基準格子製造装置10では、平板状転写マスタ14と微細凹凸形状パターン12とレプリカベース20の成型用平面16との間に光硬化性樹脂層18を介在し、光硬化性樹脂層18に微細凹凸形状パターン12を押圧させた状態で、光硬化性樹脂層18の下方から紫外線を照射して光硬化性樹脂層18を硬化させる。これにより、光硬化性樹脂層18の上面には、微細凹凸形状パターン12を転写された微細凹凸形状パターンが完成する。このように、基準格子製造装置10を用いた製造方法によれば、基準格子の大きさに拘わり無く、微細凹凸形状パターンを高精度且つ効率良く加工することが可能になる。
(もっと読む)
微細構造転写装置
【課題】
ステージ上に正確に基板とスタンパを載置して、基板の所望位置に正確に微細構造を転写することができるようにしたい。
【解決手段】
ステージ13の平坦な基板載置面Saに基板11とスタンパ10を対向させて載置し、スタンパ10で基板11に型押しをして基板上に所望の凹凸のパターンを形成する微細構造転写装置であり、ステージ13の基板載置面Saよりも高い位置に対向させた基板10とスタンパ11の仮載置面Sbを備え、仮載置面Sbに対向させた基板11とスタンパ10が載置されたら仮載置面Sbがステージ13の基板載置面Saと同一平面位置まで徐々に移動する仮置き部材25〜27を設けた。
(もっと読む)
樹脂被覆ローラ表面の平滑装置
【課題】 薄肉化した芯金表面の樹脂被覆層表面の平滑性を向上させる樹脂被覆ローラ表面の平滑装置を提供する。
【解決手段】 中空円筒状の芯金1上に樹脂被覆層3を有する樹脂被覆ローラの平滑化装置であって、ローラの両端部を回転自在に支持するハウジング11,12と、ローラを回転駆動するチャック15と、芯金1内部に配置される加熱ヒータ8と、ローラに当接した状態で連れ回り回転する押圧ローラ25と、押圧ローラ25を加熱するカートリッジヒータ31と、押圧ローラ25をローラの軸方向に並進可動するアクチュエータ30と、ローラの表面温度を測定する温度センサ21と、ローラに非接触でかつ芯金1の外部に設けられ、ローラを加熱する加熱ヒータ35と、加熱ヒータ35をローラの軸方向に並進可動するアクチュエータ37とを備える。
(もっと読む)
記録媒体の製造方法および記録媒体
【課題】 ナノインプリント技術により記録媒体を製造する方法において、モールドとディスク基板との位置合わせが、モールドに突起物を取り付けなくても行えるようにする。
【解決手段】 凹凸パターン2が形成されたモールド1に、ディスク基板4と位置合わせするときに使用するアライメントマーク3を形成しておく。このアライメントマークを利用して、モールド1とディスク基板4との位置合わせを行い、その後、レジストが塗布されたディスク基板にモールドを押し付けて、レジスト膜8にモールド1の凹凸パターンを転写する。以降、このレジストパターンをマスクとするエッチング工程を経て、ディスク基板の記録面に記録層を形成する。本発明により、アライメントマークを利用した、モールドとディスク基板との位置合わせ方法を確立できた。
(もっと読む)
エンボス模様を有する樹脂被覆めっき鋼板の製造方法および製造装置
【課題】 めっき鋼板と樹脂フィルムとの接着性に優れるとともに、樹脂表面に鮮明なエンボス模様を有する樹脂被覆めっき鋼板の製造方法および製造装置を提供する。
【解決手段】 第一の加熱手段4を用いてめっき鋼板10を加熱する前に、部分加熱手段3を用いてめっき鋼板10を局部的に加熱温度を変化させて前加熱し、次いでめっき鋼板を10第一の加熱手段4を用いて樹脂フィルムの接着温度に加熱してめっき鋼板10の板幅方向の温度分布を均一にした後に樹脂フィルムを当接し、対の接着ロールを用いて挟み付けて圧接して樹脂被覆めっき鋼板とし、引き続き第二の加熱手段7を用いて樹脂フィルムのエンボス加工温度に加熱し、エンボス模様を刻設したエンボスロール8を用いて挟み付けて樹脂フィルム表面をエンボス加工し、エンボス模様を有する樹脂被覆めっき鋼板とする。
(もっと読む)
熱転写プレス装置
【課題】 熱転写プレス装置でスタンパの加熱に要する時間を短縮する。
【解決手段】
下ケース11および上ケース12の少なくとも一方に設けられた型は、基台21と、加工対象物2に型を転写するためのスタンパ27と、内部に流体が流れるための流路31を有し、基台21とスタンパ27との間に設けられてスタンパ27を保持するとともに、スタンパ27を加熱および冷却するための温度調節プレート3と、スタンパ27を加熱するときに、流路31へ高温流体を流すための高温流体循環装置41と、スタンパ27を冷却するときに、流路31へ低温流体を流すための低温流体循環装置43と、を備える熱転写プレス装置。
(もっと読む)
装飾体と、その製造方法
【課題】ゴム及び/若しくは熱可塑性樹脂のみによって表面にスエード調を呈するような微細な凹凸を形成した装飾体の製造法を提供する。
【解決手段】口金より押出されたゴムよりなるドアオープニングシール11を加硫後、中空状のシール部16にマスク17を当ててマスキングを施した状態でU形断面の取付部13とリップ部14の表面に一体形成されるスポンジゴム層15に対し、ショットブラスト処理機5で、ショットブラストを行ってスエード調を呈する装飾部を形成する。
(もっと読む)
エンボス模様を有するプラスチツク積層体の製造方法
【目的】本発明は、任意のエンボス模様を有するプラスチックシートと、他のプラスチック、金属、不織布、セラミック等のシート状物とを、通常のブレス用鏡面板を用いて積層成形することにより、安価にかつ高い生産性でもってエンボス模様を有するプラスチック積層体を製造する方法を提供する。
【構成】このプラスチック積層体の製造方法は、エンボス模様を有するプラスチックシート1上に保護フィルム4を配し、他の複数枚のシート状物3と共にプレス成形するものである。
(もっと読む)
101 - 110 / 110
[ Back to top ]