
国際特許分類[B29C65/16]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 予備成形品の接合;そのための装置 (2,914) | 加圧下または非加圧下での加熱によるもの (1,788) | 波動エネルギーまたは粒子線照射を利用するもの (453) | レーザー光線 (391)
国際特許分類[B29C65/16]に分類される特許
71 - 80 / 391
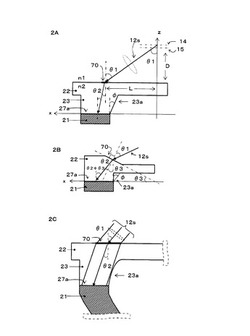
樹脂成形品の製造方法
【課題】
レーザ光を用いて、密着性高く、外観に優れ、接合強度が高い溶着部を含む樹脂成形品を製造する方法が望まれる。
【解決手段】
a)透光性樹脂部材裏面に形成された突出部の両側面が、前記突出部の先端面の法線に対して非対称な傾斜角を有する前記透光性樹脂部材を準備する工程と、b)前記透光性樹脂部材の溶着領域である前記突出部先端面と、対応する吸光性樹脂部材の溶着領域を対向圧接配置し、レーザ光源から発せられたレーザビームを前記透光性樹脂部材表面側から屈折を伴い入射する工程と、c)前記レーザビームにより前記溶着領域を繰り返し照射し、前記溶着領域全体を加熱溶融し、対向圧接配置された前記透光性樹脂部材と前記吸光性樹脂部材を溶着する工程と、を含み、前記突出部のレーザ光源側側面の傾斜角を、屈折した前記レーザビームの進行角度以上にする。
(もっと読む)
樹脂部材のレーザー接合方法および樹脂部材のレーザー接合体

【課題】光吸収剤を用いて高耐熱性の樹脂部材をレーザー接合させるに際して、接合強度の高い接合構造を得ることのできる樹脂部材のレーザー接合方法、及び樹脂部材のレーザー接合体を提供することを目的とする。
【解決手段】 本発明は、2以上の樹脂部材を接触させ、その接触面の近傍に配置された光吸収剤にレーザー光を照射して樹脂部材を溶着させて接合する樹脂部材のレーザー接合方法であって、前記樹脂部材の少なくとも何れか1つが、300℃以上のガラス転移点又は融点を有する熱可塑性樹脂であり、前記光吸収剤が、示差熱天秤を用いて350℃まで加熱して測定された重量減少量が40%未満であることを特徴とする樹脂部材のレーザー接合方法を提供する。
(もっと読む)
透明高分子材のレーザ溶接
透明高分子材層を、初めに、フェムト秒、ピコ秒またはナノ秒のファイバパルスレーザを用いて透明高分子材に高コントラストのマークを形成し、次いで高コントラストマークの領域に局所溶接部を形成することにより、レーザ溶着接合するための方法が開示される。そのような溶接部は複数の透明高分子材層に形成することができる。溶接部を作製するためのシステム及びこの方法にしたがって溶着接合されたパーツも開示される。  (もっと読む)
(もっと読む)
レーザー光を用いた接合方法
【課題】意匠層を接合品の表側から視認可能にする場合に、意匠層を溶融又は分解させることなく、第1及び第2部材をレーザー光を用いて接合できるようにすることで、外観見栄えを良好にする。
【解決手段】意匠層4はレーザー光非透過性を有する。意匠層4に隣接してレーザー接合用の中間部材5を設ける。意匠層4へ向けて、該意匠層4の溶融又は分解温度を越えない所定温度となるまで該意匠層4を加熱するためのレーザー光Lを照射する。意匠層4の熱によって中間部材5を加熱する。
(もっと読む)
樹脂部材のレーザー接合方法
【課題】光吸収剤を介して樹脂部材のレーザー接合を行うに際して、照射するレーザー光の利用効率を高めつつ、しかも樹脂部材どうしの接合を良好に行いうる樹脂部材のレーザー接合方法を提供。
【解決手段】ステージ31上に2以上の樹脂部材10a、10bを載置し、該樹脂部材10a、10bを光吸収剤層20を介して接触させ、その接触面に対してステージ31と対向する方向からレーザー光50を照射して樹脂部材10a、10bを溶着させ、該樹脂部材10a、10bを接合する樹脂部材10a、10bのレーザー接合方法であって、前記ステージ31が、前記レーザー光50に対して70%以上の光反射率を有するレーザー光反射部材30を備えて構成されていることを特徴とする樹脂部材10a、10bのレーザー接合方法。
(もっと読む)
アルミニウム合金板と樹脂部材とのレーザー接合方法
【課題】アルミニウム合金部材としてその表面形状を複雑化したものを用いてレーザー接合することにより、樹脂部材との接合強度を高めた複合体を得る。
【解決手段】被接合アルミニウム合金板にエッチング処理を施して表面に凹凸を形成した後、当該アルミニウム合金板の一方の面と樹脂部材とを重ね合わせ、その後に、前記アルミニウム合金板の他方の面にレーザー光を照射させてアルミニウム合金板に接している樹脂部材を軟化させて当該樹脂で前記凹凸を充填する。
エッチング処理の前にブラスト処理を施してもよい。
(もっと読む)
シート接合体作製方法
【課題】接合品質の向上されたシート接合体を簡便に作製することのできるシート接合体作製方法の提供を課題としている。
【解決手段】厚みの異なる2枚のシート状部材の端面どうしを突き合わせ、該端面どうしが突き合わせられて前記厚みの差によって段差が生じている箇所をシート状の接合部材で被覆し、該シート状の接合部材を前記シート状部材のそれぞれの表面に接着させることにより前記シート状部材どうしの接合を行うシート接合体作製方法であって、前記シート状部材と前記接合部材との内の少なくとも一方に前記接着を行う表面がポリマーで形成されているものを用いてレーザー溶着によって前記接着を実施し、しかも、厚みが薄い側の前記シート状部材の表面にも圧力を作用させ得るように少なくとも表面が弾性変形可能な部材で前記接合部材を加圧しつつ前記レーザー溶着を実施することを特徴とするシート接合体作製方法。
(もっと読む)
シートの融着方法、シート融着体の製造方法及びレーザー式接合装置
【課題】融着するシートに制約が少なく、例えば、融着すべき2枚のシートが何れもレーザー光透過性である場合等においても、そのレーザー光を用いて、それらを効率よく融着させることができるシートの融着方法を提供すること。
【解決手段】本発明のシートの融着方法は、レーザー光の透過性を有する透過材2の片側に配した、レーザー光を吸収して発熱する吸収層6に対して、複数枚のシート31,32が重ねられたシート積層体3を密接させ、その状態の該吸収層6に対して、透過材2における該吸収層6を配した側とは反対側からレーザー光51を照射し、該レーザー光51の照射により発熱した該吸収層6からの伝熱によりシート31,32どうしを融着させる。
(もっと読む)
シート融着体の製造方法及びレーザー式接合装置
【課題】シート積層体を搬送しつつ、シート積層体のシートどうしをレーザー光を用いて融着させる際に、融着するシート同士を連続的に加圧し密着させることが可能であり、更に、シート融着体の表面が硬くなることを防止ないし軽減することのできるシート融着体の製造方法を提供すること。
【解決手段】本発明のシート融着体の製造方法は、レーザー光の透過性を有する複数枚のシート31,32が重ねられたシート積層体3を、周面に該レーザー光を透過させるレーザー光透過性部を有する中空の回転ロール2と、該レーザー光を吸収して発熱する発熱面42との間で加圧しつつ搬送し、搬送中のシート積層体3と接しつつ移動する発熱面42に対して回転ロール2の内側から前記レーザー光51を照射し、レーザー光の照射により発熱した発熱面42からの伝熱によりシート積層体3内のシート31,32どうしを融着させる。
(もっと読む)
樹脂フィルムの接着方法及びこれを用いたメンブレンスイッチの作製方法
【課題】溶着すべき樹脂部材が増えても、一括して溶着作業が行なえる方法を提供する。
【解決手段】所定部分にレーザ吸収物質を付着させた第1及び第2の樹脂フィルム1、2をスペーサとなる第3の樹脂フィルム3を介して所定部分同士が対向するように密着させてレーザ光26を照射し、レーザ光26の一部を第1の樹脂フィルム1に付着させたレーザ吸収物質4に吸収させ、残部を透過させて第2の樹脂フィルム2に付着させたレーザ吸収物質4に吸収させることによりレーザ吸収物質4を発熱させ、この発熱により密着部を溶融させることにより第1の樹脂フィルム1と第2の樹脂フィルム2とを第3の樹脂フィルム3を介して密着させる。
(もっと読む)
71 - 80 / 391
[ Back to top ]