
国際特許分類[B29C65/16]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 予備成形品の接合;そのための装置 (2,914) | 加圧下または非加圧下での加熱によるもの (1,788) | 波動エネルギーまたは粒子線照射を利用するもの (453) | レーザー光線 (391)
国際特許分類[B29C65/16]に分類される特許
81 - 90 / 391
樹脂フィルムの接着方法及びこれを用いたメンブレンスイッチの作製方法
【課題】溶着すべき樹脂部材が増えても、一括して溶着作業が行なえる方法を提供する。
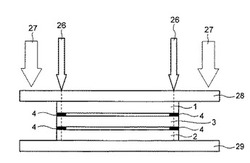
【解決手段】所定部分にレーザ吸収物質を付着させた第1及び第2の樹脂フィルム1、2をスペーサとなる第3の樹脂フィルム3を介して所定部分同士が対向するように密着させてレーザ光26を照射し、レーザ光26の一部を第1の樹脂フィルム1に付着させたレーザ吸収物質4に吸収させ、残部を透過させて第2の樹脂フィルム2に付着させたレーザ吸収物質4に吸収させることによりレーザ吸収物質4を発熱させ、この発熱により密着部を溶融させることにより第1の樹脂フィルム1と第2の樹脂フィルム2とを第3の樹脂フィルム3を介して密着させる。
(もっと読む)
レーザー光溶着用プロピレン系樹脂組成物およびその用途
【課題】広範なレーザー光溶着条件領域にて、近赤外線吸収剤の塗布などを必要とせず、高効率(高速度)の下、容易に溶着でき、発泡などに起因する微細な孔を生じない、優れた接合部外観を有し、且つ強固な溶着接合強度を有するレーザー光溶着用プロピレン系樹脂組成物およびその用途(レーザー光溶着方法、溶着体)を提供する。
【解決手段】ポリプロピレン系樹脂(a)100重量部に対して、酸化チタン(b)0.01〜3重量部と、カーボンブラック(c)0.001〜0.5重量部とを、含有してなることを特徴とするレーザー光溶着用プロピレン系樹脂組成物など、およびその樹脂組成物などをレーザー光溶着してなる溶着体など。
(もっと読む)
プラスチック材料からハウジングを製造する方法

【課題】本発明はワークピース、特に電気スイッチのハウジング(6)及びその製造方法を提供する。
【解決手段】ワークピースは少なくとも二つの部分(7、8)からなり、おそらく熱可塑材から形成され、レーザービーム(11)によって接合部分(10)で互いに溶接される。二つの部分(7、8)は少なくとも部分的にレーザービーム(11)のスペクトルに対して互いに異なる透過及び吸収係数を有している。第一部分(8)は、レーザービーム(11)が第一部分(8)に接触する第一結合部分(12)から接合部分(10)までレーザービーム(11)を少なくとも部分的に透過するようになされ、それによりレーザービーム(11)の一部は第一部分(8)を貫通し、第二部分(7)の第二結合部分(13)に侵入可能である。接合部分(10)の第二結合部分(13)の領域において第二部分(7)は少なくとも部分的にレーザービーム(11)を吸収する。
(もっと読む)
シート接合体の製造方法及びシート接合装置
【課題】レーザー溶着法によって接合部を形成させるシート接合体の製造方法において、得られるシート接合体の接合部の信頼性の向上を図ることを目的としている。
【解決手段】シート状部材の一端部に、該シート状部材の他端部か、又は他のシート状部材の端部かのいずれかをレーザー溶着して接合部を形成させるシート接合体の製造方法であって、接合させる端部の内の一方の端部を他方の端部の上に重ねる重畳工程と、該重畳工程で重ねられた一方の端部と他方の端部とを一度に切断することによってこれらの端部に互いに合致する切り口を形成させる切断工程と、該切断工程によって形成された一方の端部の切り口と他方の端部の切り口とを突き合わせて、該切り口どうしが突き合わせられている箇所にレーザー光を照射して前記接合部を形成させる接合工程を実施することを特徴とするシート接合体の製造方法を提供する。
(もっと読む)
樹脂成形品の製造方法
【課題】レーザ光を用いて、密着性高く、外観に優れ、接合強度が高い溶着部を含む樹脂成形品を製造する方法を提供する。
【解決手段】仮想xyz直交座標系において、吸光性樹脂部材21の溶着領域27と透光性樹脂部材22の対応する溶着領域27をz方向に沿って対向圧接配置し、所定の光エネルギを有するレーザビーム12sをz方向上方より前記透光性樹脂部材22から入射し、照射される前記光エネルギに応じた発熱で前記溶着領域27を加熱・溶融し、前記透光性樹脂部材22と前記吸光性樹脂部材21を溶着する樹脂成形品の製造方法において、前記溶着領域27は、照射される前記光エネルギの変化を抑制するように、xy平面に対する該幅方向の傾きが位置により変化する構造であり、前記レーザビーム12sは、前記溶着領域27の同一溶着ライン上を繰り返し走査して全体を同時に加熱・溶融する。
(もっと読む)
シート接合体の製造方法
【課題】接合強度に優れたシート接合体を簡便に作製させ得るシート接合体の製造方法を提供する。
【解決手段】帯状の積層シート10の端部11に新たな積層シート20の端部11を接合させてシート接合体1を作製するシート接合体1の製造方法であって、前記積層シート10,20の端部11どうしを突き合わせ、この突き合わせられた部分をシート状の接合部材30で被覆し、該接合部材で被覆されている箇所にレーザー光Rを照射して前記積層シート10,20の表面に前記接合部材30を溶着することによって前記接合を実施し、しかも、前記接合部材30が前記積層シート10,20以上の引張強度を有し、該接合部材30の溶着を前記積層シート10,20の片面においてのみ実施することを特徴とするシート接合体1の製造方法。
(もっと読む)
樹脂成形品の製造方法
【課題】レーザ光を用いて、密着性高く、外観に優れ、接合強度が高い溶着部を含む樹脂成形品を製造する方法を提供する。
【解決手段】a)吸光性樹脂部材21の溶着領域と透光性樹脂部材22の対応する溶着領域27を対向圧接配置する工程と、b)前記溶着領域27の延在方向に沿う複数の溶着ラインを設定し、レーザビーム12sを前記透光性樹脂部材22から入射し、前記レーザビーム12sを前記複数溶着ラインに対して繰り返し照射し、溶着領域27全体を同時に加熱溶融する工程と、c)対向圧接配置された前記透光性樹脂部材22と前記吸光性樹脂部材21を溶融し溶着する工程、を含み、前記工程b)において、前記溶着領域27全体を溶融した状態で、幅方向一端側から他端側にかけて温度勾配を形成する。
(もっと読む)
レーザー溶着用樹脂組成物、レーザー溶着方法および樹脂成形品
【課題】レーザー透過性および成形性の双方に優れるレーザー溶着用樹脂組成物を提供する。
【解決手段】樹脂成分として、実質的にポリトリメチレンテレフタレートのみを含むレーザー溶着用樹脂組成物である。
(もっと読む)
複合材料のレーザ加工法
【課題】繊維強化プラスチック(FRP)、繊維強化金属(FRM)の切断、穴あけ、溶接、曲げ加工、表面処理は困難であり、また作業者の安全衛生上の問題からも、加工コストが高く、CFRP(炭素繊維強化プラスチック)などの適用拡大を阻害する要素となっている。
【解決手段】精密に切断、穴あけ、溶接、曲げなど行う場合には高出力レーザと超短パルスレーザを併用した加工装置で高速処理し、また、複合材料の溶接にはモザイク継手加工をレーザ2重切断法で精密加工したのち、強化繊維を数%から数10%含む熱硬化性・熱可塑性混合樹脂を成分とする溶加材を用いたレーザ溶接法を適用する。
(もっと読む)
レーザー溶着用ポリブチレンテレフタレート系樹脂組成物及び成形品
【課題】レーザー溶着性に優れ、成形品の溶着強度を向上できる樹脂組成物を提供する。
【解決手段】ポリブチレンテレフタレート(PBT)系樹脂(A)と、ポリカーボネート系樹脂(b1)、スチレン系樹脂(b2)、ポリエチレンテレフタレート系樹脂(b3)、及びアクリル系樹脂(b4)から選択された少なくとも一種の樹脂(B)とでレーザー溶着用PBT系樹脂組成物を構成する。PBT系樹脂(A)は、PBTホモポリエステル、又は30モル%以下の共重合性モノマー(ビスフェノール類又はそのアルキレンオキサイド付加体、非対称芳香族ジカルボン酸など)で変性されたPBT系共重合体であってもよい。前記樹脂(B)とPBT系樹脂(A)との割合(重量比)は、前者/後者=0.1/1〜1.5/1程度である。樹脂組成物はガラス繊維を含んでいてもよい。
(もっと読む)
81 - 90 / 391
[ Back to top ]