
国際特許分類[B29C65/20]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 予備成形品の接合;そのための装置 (2,914) | 加圧下または非加圧下での加熱によるもの (1,788) | 加熱した工具を用いるもの (288) | 直接接触によるもの,例.鏡を用いて (159)
国際特許分類[B29C65/20]に分類される特許
21 - 30 / 159
押えブロック及び該押えブロックを用いたシール装置
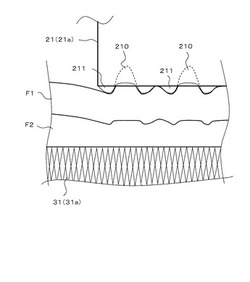
【課題】加熱圧着すべき重なり合ったプラスチックフィルムをそれらのずれを抑制しつつ直接押えることのできる押えブロックを提供するものである。
【解決手段】支持ブロック30との間で加熱圧着すべき重なり合うプラスチックフィルムF1、F2を挟む加圧ブロック20に設けられ、支持ブロック30に対して前記プラスチックフィルムF1、F2を押し付ける押えブロック21であって、前記プラスチックフィルムに接する表面に複数の凹部210と、該複数の凹部210のそれぞれの縁から支持ブロック30の方向に突出する凸部211とが形成された構成となる。
(もっと読む)
樹脂管融着装置

【課題】本発明は、多種類の本管継手とサドル継手との接合が可能な樹脂管融着装置を提供する。
【解決手段】本管継手2を把持するクランプ部4と、該本管継手2に接合されるサドル継手3を本管継手2に向けて水平方向に押圧する押圧部5と、本管継手2の外周面とサドル継手3の接合面と間に配置され外周面と接合面とを加熱溶融するヒータ6と、を備えた樹脂管融着装置Aにおいて、クランプ部4は、本管継手2を載置し下方から支持する載置台25と、載置台25に向かって自在に進出及び退避し本管継手2を上方から押圧して載置台25に固定する固定部26と、本管継手2に向かって水平方向に自在に進出及び退避し押圧部5の反対側から本管継手2を支持する受け部27とを備え、本管継手2を上下及び水平方向から把持していることを特徴とする。
(もっと読む)
多層回転成形品の配管用継手及びその製造方法並びに配管用継手と多層回転成形品の溶着方法
【課題】接着性良く取り付けることができ、かつ多層回転成形品が有する多層による特性を損なうことなく、取り付けることができる多層回転成形品の配管用継手及びその製造方法及びその溶着方法を得る。
【解決手段】多層回転成形品が、内側の第1の樹脂層と、外側の第2の樹脂層と、第1の樹脂層と第2の樹脂層との間の混合樹脂層とを備え、配管用継手6が、第1の樹脂層と同系統の樹脂から成形された筒状の内側樹脂層1と、第2の樹脂層と同系統の樹脂から成形され、内側樹脂層を覆う外側樹脂層2とを備え、多層回転成形品の孔部周辺の第2の樹脂層と溶着させるフランジ部3が外側樹脂層2に形成されており、多層回転成形品の孔部に嵌められる筒状部4が、内側樹脂層1と外側樹脂層2とから形成されており、孔部の第1の樹脂層と接する筒状部4の部分4aが、内側樹脂層1のみから形成されている。
(もっと読む)
樹脂製マイクロ流路チップ
【課題】
本発明の目的は、樹脂材料により製造され、表面にマイクロチャンネルを有するマイクロチップ基板とフィルムの接合方法において、熱プレスや超音波溶着による熱圧着、または接着剤を用いる接合では、接合できない、もしくは接合力の弱い材料に対して、より効果的にマイクロチップ基板とフィルムを接合する方法を提供するものである。
【解決手段】
樹脂部材を貼り合わせて作製するマイクロ流路チップであって、二つ以上の樹脂部材の表面を表面酸化処理により親水化処理し処理面を向かい合わせて熱圧着にて接合させることによりマイクロ流路チップを得た。
(もっと読む)
ヒートシール装置
【課題】ヒートシールの強度を安定させるとともに、シール加工部間のクリアランスの幅の変更を容易に行う。
【解決手段】ヒートシール装置1は、互いに平行な中心軸J1,J2aを中心としてそれぞれ回転するドラム2および回転部31を備え、ドラム2および回転部31のそれぞれは、中心軸に平行に伸びるシール加工部、および、シール加工部の長手方向両側に位置する当接部を有する。回転部31はドラム2の回転に同期して回転し、2つのシール加工部間に連続シート9が挟まれてヒートシール加工が行われる。このとき、中心軸J1,J2aを結ぶ面を、シール加工部が通過する直前から通過完了時まで2つの当接部が継続して当接することにより、2つのシール加工部間のクリアランスの幅が一定となり、ヒートシールの強度が安定する。一方の当接部がシール加工部に対して取り替え可能な当接ブロックであることにより、クリアランスの幅の変更が容易に行われる。
(もっと読む)
熱カシメ装置及び熱カシメ方法
【課題】急速加熱・急速冷却を行う熱カシメ装置で、安定的な熱カシメを行う。
【解決手段】熱板に第一のバネを用いてボディ(伝熱部材)を出し入れ自在に設け、ボディに第二のバネを用いて接続部材を出し入れ自在に設け、接続部材の先端にカシメ部材を設けている。カシメ部材をカシメ対象である樹脂製ボスに押し当てていくと、第一と第二のバネは圧縮され、ボディは所定温度に加熱された熱板の中に入り、接続部材はボディの中に入り、ボディと接続部材先端のカシメ部材が密着する。熱板の熱はボディを経てカシメ部材に伝わる。カシメ部材は加熱され、樹脂製ボスを軟化させる。第一と第二のバネはボディとカシメ部材をそれぞれ押圧し、カシメ部材は樹脂製ボスを変形させる。その後、熱板を上昇させ、カシメ部材に加わる押圧力を減少し、ボディとカシメ部材を離し、カシメ部材にエアーを吹き付けて冷却し、カシメ部材を樹脂製ボスから離すようにする。
(もっと読む)
ラミネーション方法及びラミネーション装置
【課題】作業の初期から対象物を圧着するダイヤフラムの温度を一定に維持して安定した品質のラミネーションを得ることができるラミネーション方法及びラミネーション装置を提供する。
【解決手段】チャンバの対象物を圧着するラミネーション方法であって、対象物をチャンバに配置するステップS110と、弾性材質のダイヤフラムを第1ヒータに密着させてダイヤフラムを所定の予熱温度に予熱するステップS120と、ダイヤフラムで対象物を圧着するステップS130と、を含むことを特徴とする。
(もっと読む)
銅張積層板及びその製造方法
【課題】 従来公知の基板用の銅張積層板では不可能であった接着強度が小さいこと及び銅箔をエッチング除去後の残部のポリイミドフィルムの透明性不良の問題点を解消した、オ−ルポリイミドの基板材料として好適な銅張積層板を提供する。
【解決手段】 ポリイミドフィルムと低粗度銅箔とが積層されてなり、銅箔エッチング後のフィルムの波長600nmでの光透過率が40%以上、曇価(HAZE)が30%以下であって、接着強度が500N/m以上である銅張積層板、及びポリイミドフィルムと銅層とが積層されてなり、銅層エッチング後のフィルムの波長600nmでの光透過率が40%以上、曇価(HAZE)が30%以下であって、接着強度が500N/m以上であり、150℃で1000時間の熱処理後の接着強度が285N/m以上である銅張積層板。
(もっと読む)
迅速解放ベルトスプライサー及びその動作方法
コンベアベルトを突き合わせ溶接するためのベルトスプライサー及びその動作方法。ベルトスプライサーは、クランプジョー(12、13)を有し、クランプジョーは、2つのベルト部分(26,27)の突き合わせ縁部を加熱ワンド(60)の対向端に接触させ、互いに溶接するとき2つの溶融された突き合わせ縁部を一緒に保持するように閉鎖する。トグルリンク機構組立体(36)は、クランプされたジョーを閉鎖状態に係止し、エネルギーをばね機構(56、57)に蓄積する。トグルリンク機構組立体は、ばねのエネルギーを迅速に解放させ、クランプジョーの開放を加速させて、溶融された突き合わせ端部を、くっつかないようにワンドの側から遠ざかる方へ迅速に引き離す。別の形態では、スプライサーを閉鎖し迅速に開放するため、トグルリンク機構組立体及びばね機構の代わりに、エアシリンダが使用される。 (もっと読む)
ポリイミド金属積層体の製造方法
【課題】本発明は、高密度配線用に内部欠陥のない長尺のフレキシブル金属積層体の製造方法を提供すること。
【解決手段】本発明のポリイミド金属積層体の製造方法は、非熱可塑性ポリイミドフィルムの少なくとも一方の面に熱可塑性ポリイミド層を備えた多層ポリイミドフィルム11及び金属箔12を加圧下で熱圧着する圧着工程と、圧着工程で得られた圧着体を加熱条件下でプレスするプレス工程と、を含むことを特徴とする。
(もっと読む)
21 - 30 / 159
[ Back to top ]