
国際特許分類[B29C70/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 複合材料,すなわち補強材,充填材,あるいは予備成形部品からなるプラスチック材料,例.挿入物の成形 (1,218) | 補強材のみを含むもの,例.自己強化プラスチック (1,200) | 繊維状の補強材のみ (1,074)
国際特許分類[B29C70/06]の下位に属する分類
母材の中に異なる形状の繊維補強材が組み合わされて含まれ,一層以上の層をなしており,非補強層があるもの,あるいはないもの。
繊維状の補強材の構造に特徴があるもの (540)
国際特許分類[B29C70/06]に分類される特許
121 - 130 / 534
繊維強化プラスチック成形体の製造装置、及び繊維強化プラスチック成形体の製造方法
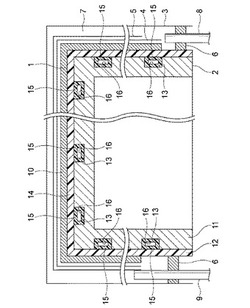
【課題】生産性の向上を図ることができるとともに、製品精度の向上も図ることができる繊維強化プラスチック成形体の製造装置、及び繊維強化プラスチック成形体の製造方法を得る。
【解決手段】成形型2は、型本体11と、型本体11に設けられ、成形面1を持つ弾性被覆体12とを有している。弾性被覆体12内には、流路16が設けられている。弾性被覆体12は、流路16内の圧力の変化によって弾性変形される。成形面1は、バッグフィルム3で覆われる。成形面1とバッグフィルム3との間の空間は、減圧可能になっている。繊維強化プラスチック成形体は、成形面1とバッグフィルム3との間で製造される。
(もっと読む)
炭素繊維強化プラスチック成形体及びその製造方法

【課題】 層間靭性の向上を図ることができる炭素繊維強化プラスチック成形体及びその製造方法を提供する。
【解決手段】 炭素繊維強化プラスチック成形体(CFRP成形体)1は、炭素繊維からなる複数層の炭素繊維層2と、炭素繊維層2が埋設された樹脂体3と、炭素繊維層2間に掛け渡されるように樹脂体3に形成された複数の孔4に挿入されて固定されたピン5と、を備えている。CFRP成形体1においては、炭素繊維層2間に掛け渡されるように樹脂体3に形成された複数の孔4にピン5が挿入されて固定されることになるので、CFRP成形体1の層間靭性を向上させることができる。
(もっと読む)
繊維強化複合材料成形品及びその製造方法
【課題】平坦状の本体部の一側面に所定強度の立体形状部を容易に成形可能とし、かつ該立体形状部の成形による本体部の他側面のヒケの発生を防止する。
【解決手段】立体形状部3の外面側がプリプレグ13aにより成形されると共に、立体形状部3の内面側がシートモールディングコンパウンド13bにより補強され、かつ立体形状部3の基端縁から本体部2の一側面2aに沿って延びる平板部3bがプリプレグ13a,15のみで成形される。その製造は、立体形状部3形成用のプリプレグ13aにのみ、本体部2成形用のプリプレグ12の一側面に沿って延びる平板部3bを設け、この平板部3bを本体部2成形用のプリプレグ12の一側面に他のプリプレグ15を介して間接的に面接触させた状態で、各素材を一体に溶着、硬化させて当該成形品1を得る。
(もっと読む)
ゴム−スチールフィラメント複合体の製造方法および装置
【課題】スチールフィラメント片15が均一に分布し、かつ、その配向方向がランダムであるゴム−スチールフィラメント複合体12を容易かつ安価に製造する。
【解決手段】下側ゴムシート13上に多数本のスチールフィラメント片15を予め散布してスチールフィラメント片層16を成形するようにしたので、散布後のスチールフィラメント片15は倒伏した状態で平坦な下側ゴムシート13により下方から支持され、この結果、スチールフィラメント片15の配向方向(延在方向)を容易にランダムとすることができるとともに、その分布を容易に均一とすることができる。
(もっと読む)
補強ヨークを備える複合材料製のコネクティングロッドの製造方法
本発明は、複合材料から製造されると共に機械軸を受け入れるためのヨークを含むコネクティングロッド(6)を製造する方法であって、前記ヨーク(7)は機械軸に直角な2つの平行アーム(7a,7b)を含み、方法は、繊維層(8a〜8e,9a〜9d)を受け入れるために十分に固く単一部品を画定する心棒(1)を製造する段階と、前記心棒上に、追加的な厚さを形成するために、ベース繊維層(8a〜8e)と、ヨークにおいてベース層(8a〜8e)同士の間に介在(挿入)された追加層(9a〜9d)を適用する段階と、中間層(9a〜9d)とベース層(8a〜8e)とを通して延びるラグを挿入する段階と、樹脂をベース層(8a〜8e)及び中間層(9a〜9d)に注入して前記樹脂を重合させる段階と、を含む方法に関する。  (もっと読む)
(もっと読む)
複合的な環状構造体を自動的に形成する方法
【課題】軽量、高強度の構造体、特に環状の複合構造体を形成するための効率的で且つ効果的な方法、装置及び
システムを提供する。
【解決手段】環状の複合構造体を形成する装置は、環状の形状のツール取扱い組立体660と、形成ヘッド604とを含む。該環状の形状のツール取扱い組立体660は、選択した断面の幾何学的形態の形成面を含む。形成ヘッド604は、ツールの形成面の廻りにて周方向に連続的なプライ層のプライを1つずつ形成する形態とされている。
(もっと読む)
樹脂吐出装置
【課題】繊維束に対して樹脂を吹付ける方法を用いたフィラメントワインディング装置において、繊維束にムラ無く確実に樹脂を含浸させる技術を提供する。
【解決手段】液状の樹脂を貯溜する樹脂タンク111と、前記樹脂タンク111から供給された前記樹脂を吐出する樹脂供給ノズル80と、前記樹脂の温度を検出する樹脂温度センサ113と、前記樹脂温度センサ113からの検出信号を伝達可能に接続された制御装置130と、を備えた樹脂吐出装置90であって、前記制御装置130は、前記樹脂を構成する主剤に硬化剤を混合、又は、主剤に硬化剤ならびに硬化促進剤を混合してからの経過時間と、前記樹脂温度センサ113により検出された前記樹脂の温度と、に基づいて前記樹脂の粘度を算出し、該粘度に応じて前記樹脂供給ノズル80から吐出される前記樹脂の吐出圧力を調節するとした。
(もっと読む)
炭素繊維強化樹脂材及びその製造方法
【課題】簡便な設備により小ロットの製品をスピーディに低コストで製作できる炭素繊維強化樹脂材の製造方法する。
【解決手段】モールド15に合せて切断した布状の炭素繊維片13をゲルコート材を塗布されたモールド面に積層させる繊維配置工程と、積層された炭素繊維片に接合樹脂11を充?するかもしくは接合樹脂によりモールド面に貼り付けて賦形する樹脂賦形工程と、モールド面上に配置された炭素繊維片と接合樹脂からなる複合樹脂層23の表面に加熱空気を吹き付けて樹脂軟化温度に部分加熱された樹脂面を加圧してその内部気泡を押し出す気泡除去工程と、全体が室温に冷却された複合樹脂層を樹脂養生温度まで再加熱して所定時間保持させる加熱養生工程と、を有する炭素繊維強化樹脂材の製造方法。
(もっと読む)
フィラメントワインディング装置
【課題】繊維束に対して樹脂を吹付ける方法を用いたフィラメントワインディング装置において、繊維束にムラ無く確実に樹脂を含浸させる技術を提供する。
【解決手段】ライナー2を回転させながら移送するとともに、ライナー2の外周面の周囲に配置された繊維供給ガイド44により導かれる繊維束1Bをライナー2の外周面2aに巻き付けていくフィラメントワインディング装置100において、ライナー2に巻き付けられる手前の繊維束1Bに対して樹脂を吹付ける樹脂供給ノズル45を備え、樹脂供給ノズル45は、空気を噴出させる外管86と樹脂を噴出させる内管87とにより構成される二重管構造とした。
(もっと読む)
複合材湾曲部品の製造方法および複合材湾曲部品の製造装置
本発明は、複合材湾曲部品の製造方法に関し、この方法では、この部品を形成する複合材繊維層(110)を少なくとも折り曲げ加工工程の間緊張状態に維持し、該層の互いに対する変位をさらに制御する。本発明はまた、このような方法を実施できる装置にも関する。 (もっと読む)
121 - 130 / 534
[ Back to top ]