
繊維強化複合材料成形品及びその製造方法

【課題】平坦状の本体部の一側面に所定強度の立体形状部を容易に成形可能とし、かつ該立体形状部の成形による本体部の他側面のヒケの発生を防止する。
【解決手段】立体形状部3の外面側がプリプレグ13aにより成形されると共に、立体形状部3の内面側がシートモールディングコンパウンド13bにより補強され、かつ立体形状部3の基端縁から本体部2の一側面2aに沿って延びる平板部3bがプリプレグ13a,15のみで成形される。その製造は、立体形状部3形成用のプリプレグ13aにのみ、本体部2成形用のプリプレグ12の一側面に沿って延びる平板部3bを設け、この平板部3bを本体部2成形用のプリプレグ12の一側面に他のプリプレグ15を介して間接的に面接触させた状態で、各素材を一体に溶着、硬化させて当該成形品1を得る。
【解決手段】立体形状部3の外面側がプリプレグ13aにより成形されると共に、立体形状部3の内面側がシートモールディングコンパウンド13bにより補強され、かつ立体形状部3の基端縁から本体部2の一側面2aに沿って延びる平板部3bがプリプレグ13a,15のみで成形される。その製造は、立体形状部3形成用のプリプレグ13aにのみ、本体部2成形用のプリプレグ12の一側面に沿って延びる平板部3bを設け、この平板部3bを本体部2成形用のプリプレグ12の一側面に他のプリプレグ15を介して間接的に面接触させた状態で、各素材を一体に溶着、硬化させて当該成形品1を得る。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、プリプレグやシートモールディングコンパウンド(SMC)等の繊維強化複合材料からなる繊維強化複合材料成形品及びその製造方法に関する。
【背景技術】
【0002】
従来、例えば実質的に連続した強化繊維に熱硬化性樹脂を含浸してなるプリプレグと、短繊維状の強化繊維に熱硬化性樹脂を含浸してなるシートモールディングコンパウンド(SMC)とを、互いに重ね合わせて成形型内にセットし、これらに加熱、加圧を施すことで、所定形状の繊維強化複合材料成形品を得る技術が知られている(例えば、特許文献1参照。)。また、プリプレグやSMCでコア材を巻いてこれらに加熱、加圧を施すことで、中空の繊維強化複合材料成形品を得る技術もある(例えば、特許文献2参照。)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】国際公開第04/48435号パンフレット
【特許文献2】特開平5−337966号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、通常のプリプレグを使用した成形品において、平坦状の本体部の一側面(表面)にクリップ座面等の所定強度の立体形状部を突設することがある。前記立体形状部は、例えば本体部の一側面から離間する上壁と、該上壁の外縁から本体部に向けて延びる支持壁と、該支持壁の先端縁から本体部の一側面に沿って延びる板状部とを有する中空状とされ、前記板状部が本体部の一側面に面接触して溶着されることで、本体部に立体形状部が強固に固定される。
この場合、立体形状部成形用の中子の外面にプリプレグを馴染ませるために、該プリプレグに切り込みを設けることが一般的である。このとき、プリプレグを複数積層した際に切り込みが重なって立体形状部の強度を低下させないように、プリプレグ毎に異なる切り込みを設ける必要がある。すると、プリプレグのカットパターン数が多くなって積層作業が複雑になり、作業効率を低下させるという問題がある。
他方、型に馴染ませ易いSMCを用いて立体形状部を成形することも考えられるが、この場合、本体部は強度確保の面からプリプレグで成形されるため、本体部(プリプレグ)にSMCを面接触させて溶着する必要が生じる。すると、両素材の硬化収縮率の違いから本体部の他側面(意匠面)にヒケが発生し、外観性を低下させるという問題がある。
【0005】
そこでこの発明は、繊維強化複合材料成形品及びその製造方法において、平坦状の本体部の一側面に所定強度の立体形状部を容易に成形可能とし、かつ該立体形状部の成形による本体部の他側面のヒケの発生を防止することを目的とする。
【課題を解決するための手段】
【0006】
上記課題の解決手段として、請求項1に記載した発明は、
本体部の表面に立体形状部を突設してなる繊維強化複合材料成形品において、
前記立体形状部が、前記本体部の表面から離間した上壁と、該上壁の外縁から本体部に向けて延びる支持壁と、該支持壁の先端縁から本体部の表面に沿って延びる板状部とからなり、
前記立体形状部の外面側がプリプレグにより成形されると共に、前記上壁及び支持壁の内面側がシートモールディングコンパウンドにより補強され、
かつ前記板状部がプリプレグのみで成形されて、この板状部が本体部の表面に面接触して一体化してなる。
請求項2に記載した発明は、
前記板状部が、前記立体形状部の外面側を成形するプリプレグからなる外層と、該外層と本体部との間に挟まれるプリプレグからなる内層とからなり、
前記内層が前記シートモールディングコンパウンドの本体部側の端縁と本体部との間に挟まれる。
請求項3に記載した発明は、
本体部の表面に立体形状部を突設してなる繊維強化複合材料成形品の製造方法において、
当該成形品の成形型内に本体部成形用のプリプレグを配置し、このプリプレグの表面上に立体形状部成形用の中子、シートモールディングコンパウンド及びプリプレグを順に配置し、
立体形状部形成用のプリプレグにのみ、本体部成形用のプリプレグの表面に沿って延びる板状部を設け、
この板状部を本体部成形用のプリプレグの表面に直接又は他のプリプレグを介して間接的に面接触させた状態で、各素材を一体化し、硬化させて当該成形品を得る。
【発明の効果】
【0007】
この発明によれば、立体形状部の厚さの一部を比較的賦形性(流動性)の高いシートモールディングコンパウンドで成形することで、立体形状部の強度及び厚さを確保した上で、賦形性が問われる立体形状部を成形するに当たり切り込みを異ならせたプリプレグを複数積層するような手間を削減し、作業効率を向上させて低コスト化を図ることができる。
また、本体部の一側面に面接触して溶着される立体形状部の接合(溶着)部分を、本体部と同等の収縮率を有するプリプレグのみで構成することで、意匠性が問われる本体部の他側面(意匠面)のヒケの発生を抑止し、外観性に優れた当該成形品を得ることができる。
【図面の簡単な説明】
【0008】
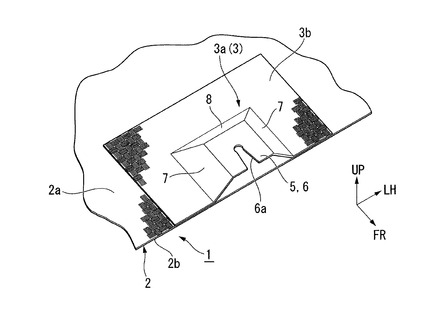
【図1】この発明の実施例における繊維強化複合材料成形品の要部の斜視図である。
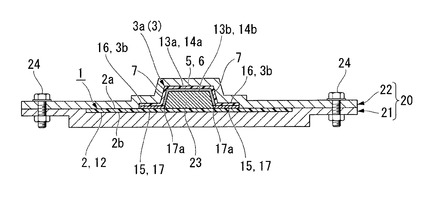
【図2】上記繊維強化複合材料成形品及びその成形型の断面図である。
【図3】上記繊維強化複合材料成形品の変形例の断面図である。
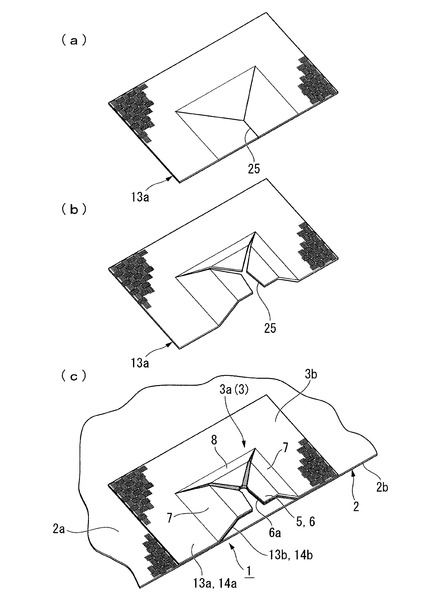
【図4】上記繊維強化複合材料成形品の立体形状部成形用のプリプレグの斜視図であり、(a)はシート状のプリプレグに切り込みを設けた状態、(b)は前記プリプレグの切り込み部を隆起させた状態、(c)は繊維強化複合材料成形品成形後の状態をそれぞれ示す。
【発明を実施するための形態】
【0009】
以下、この発明の実施例について図面を参照して説明する。なお、説明都合上、図中矢印FRは前方、矢印LHは左方、矢印UPは上方を示すものとする。
【0010】
図1,2は、例えば自動車のAピラーの車内側に用いられる繊維強化複合材料成形品1の要部を示す。繊維強化複合材料成形品1は、例えば平板状の本体部2と、該本体部2の一側面2a(表面)に中空状に突設される立体形状部3とを一体に有する。本体部2の他側面2bは、車内側に露出する平坦状の意匠面を形成する(以下、他側面2bを意匠面2bということがある)。一方、立体形状部3は、車内側に露出しない側で例えば他部品との結合用のクリップ座面5を形成する。なお、前記意匠面2bは平面に限らず湾曲面等も含むものとする。
【0011】
繊維強化複合材料成形品1は、この実施例では二種類の硬化前の繊維強化樹脂を成形型20内に適宜配置し、例えばオートクレーブ(圧力釜)により加圧、加熱を施すことで、一体に溶着、硬化された当該成形品1となる。
【0012】
本体部2は、例えばシート状の一方向プリプレグ(又はクロスプリプレグ)を複数積層することで、所定厚さの平板状に形成されてなる。
一方、立体形状部3は、例えば平面視矩形状をなして本体部2から隆起する外殻3aと、該外殻3aの本体部2側の端縁から本体部2の一側面2aに沿って延びる平板部3bとを有してなる。
【0013】
外殻3aは、その一側が本体部2の面沿い方向一側(図の前方)に向けて開口するもので、本体部2の一側面2aから離間する平板状の上壁6と、該上壁6の左右側縁から本体部2に向けて斜め下外側に延びる平板状の左右傾斜壁7と、上壁6の後縁から本体部2に向けて斜め下後側に延びる平板状の後傾斜壁8とを有する。
【0014】
上壁6は本体部2の一側面2aと略平行をなし、前記クリップ座面5を形成する。上壁6の左右中間部の前側には、クリップ保持用のスリット状の切り欠き6aが設けられる。
各傾斜壁7,8の本体部2側の端縁からは、本体部2の一側面2aに沿って前記平板部3bが延出し、この平板部3bが本体部2の一側面2aに面接触して溶着されることで、立体形状部3が本体部2に一体的に固定される。
【0015】
ここで、立体形状部3の外殻3aは、その外面側がプリプレグにより成形される一方、内面側がシートモールディングコンパウンド(カットした強化繊維に樹脂を含有させたもの、以下、SMCということがある)により成形された二層構造とされる。
【0016】
外殻3aの外面側を構成するプリプレグ層14aは、本体部2を成形するプリプレグと同等の硬化収縮率を有する例えば一枚のプリプレグからなる。
一方、外殻3aの内面側を構成するSMC層14b(補強層)は、本体部2を成形するプリプレグとは異なる硬化収縮率を有している。
【0017】
平板部3bは、平面視コ字状をなして外殻3aの本体部2側の端縁の外側に延びる。平板部3bは、外殻3aの外面側を成形するプリプレグ層14aを外側に延出してなる外層16と、該外層16と本体部2との間に挟まれるプリプレグからなる内層17とからなる。内層17を構成するプリプレグも外層16と同様、本体部2を成形するプリプレグと同等の硬化収縮率を有する。すなわち、平板部3bは、本体部2と同等の硬化収縮率を有するプリプレグのみからなる。
【0018】
内層17は平板状をなし、平板部3bを外殻3aと同等の厚さにするべく任意の厚さに設けられる。この内層17(プリプレグ)の内側縁部17aが前記SMC層14bの本体部2側の端縁と本体部2(プリプレグ)の一側面2aとの間に挟まれることで、SMC層14bと本体部2(プリプレグ)との直接的な接触が回避される。そして、この状態で平板部3bが本体部2の一側面2aに面接触して溶着されることで、SMC層14bがその外面側からプリプレグ層14aに保持された状態で立体形状部3が本体部2に一体的に固定される。
【0019】
前記プリプレグは、実質的に連続した強化繊維に熱硬化性樹脂を含浸してなる。
前記強化繊維としては、例えば、炭素繊維、ガラス繊維、アラミド繊維、高強度ポリエステル繊維、ボロン繊維、アルミナ繊維、窒化珪素繊維、ナイロン繊維などが挙げられる。これらの中でも比強度および比弾性に優れることから、炭素繊維が好ましい。
また、前記熱硬化性樹脂としては、例えば、エポキシ樹脂、不飽和ポリエステル樹脂、アクリル樹脂、ビニルエステル樹脂、フェノール樹脂、ベンゾオキサジン樹脂などが挙げられる。これらの中でも、硬化後の強度を高くできることから、エポキシ樹脂が好ましい。
【0020】
さらに、プリプレグ中には、硬化剤、離型剤、脱泡剤、紫外線吸収剤、充填材などの各種添加剤などが含まれてもよい。
プリプレグの積層枚数としては2〜20枚であることが好ましい。プリプレグの積層枚数が2枚以上であれば、充分な強度の成形品を得ることができ、20枚以下であれば、成形品のコストを抑えることができる。
【0021】
一方、前記シートモールディングコンパウンドは、通常12〜50mmに切断した短繊維状の強化繊維に熱硬化性樹脂を含浸してなる。
前記強化繊維としては、例えば、炭素繊維、ガラス繊維、アラミド繊維、高強度ポリエステル繊維、ボロン繊維、アルミナ繊維、窒化珪素繊維、ナイロン繊維などが挙げられる。これらの中でも比強度および比弾性に優れることから、炭素繊維が好ましい。また、プリプレグに用いられる強化繊維と、シートモールディングコンパウンドに用いられる強化繊維とは、同じであっても異なっていても良い。
また、前記熱硬化性樹脂としては、例えば、エポキシ樹脂、不飽和ポリエステル樹脂、アクリル樹脂、ビニルエステル樹脂、フェノール樹脂、ベンゾオキサジン樹脂などが挙げられる。これらの中でも、硬化を早くできることから、ビニルエステル樹脂が好ましい。また、プリプレグに用いられる熱硬化性樹脂と、シートモールディングコンパウンドに用いられる熱硬化性樹脂とは、同じであっても異なっていても良い。
【0022】
外殻3aをSMC層14bとプリプレグ層14aとの二層で構成したのは、複数のプリプレグを積層するのみで所定厚さの外殻3aを成形すると、プリプレグのカットパターン数が多くなって積層作業を複雑にするからであり、他方、プリプレグの枚数を減らせばクリップ座面5の強度や厚さの確保が困難になるからである。また、SMCのみで外殻3aを形成すると、これを本体部2に固定するための平板部3bをSMCで形成する必要が生じ、該平板部3bを本体部2に面接触させて溶着することで本体部2の意匠面2bにヒケを生じさせるからである。
【0023】
そこで、比較的賦形性(流動性)の高いSMCで立体形状部3(外殻3a)の厚さの大部分を形成し、その外面にのみプリプレグを配置することで、プリプレグのカットパターン数の増加を抑えて積層作業の簡素化を図ると共に、クリップ座面5の強度及び厚さの確保を容易にし、かつ立体形状部3の固定にプリプレグのみからなる平板部3bを用いることで、立体形状部3(外殻3a)の本体部2への固定強度を確保できると共に、本体部2にはこれと同等の硬化収縮率を有するプリプレグのみを面接触させて溶着することによって、本体部2の意匠面2bにおけるヒケの発生を防止できる。
【0024】
図2は、外殻3a及び平板部3bを互いに同一厚さとした例を示す。この場合、プリプレグを複数積層して立体形状部3を形成していた従来の成形型20の使用が可能である。前記内層17は平板部3bと同様の平面視コ字状をなし、その内側縁部17aが外層16の内側縁部よりも内側に延出する。この内側縁部17a上にSMC層14bの本体部2側の端縁が突き当たることで、SMC層14bと本体部2(プリプレグ)との間に内側縁部17aが介装されることとなり、SMC層14bの本体部2(プリプレグ)への直接的な接触が完全に回避され、本体部2の意匠面2bのヒケの発生がより確実に防止される。
【0025】
一方、図3の繊維強化複合材料成形品1’は、前記繊維強化複合材料成形品1に対して内層17を無くし、立体形状部3の外殻3aに対して平板部3bの厚さを抑えたものである。この場合、SMC層14bの本体部2側の端縁のみが本体部2に接触することとなるが、SMC層14bが本体部2に面接触する場合と比べてその接触面積が少ない等の理由から、前記同様、本体部2の意匠面2bのヒケの発生が防止され、かつ構成の簡素化による低コスト化が図られる。
【0026】
次に、上記繊維強化複合材料成形品1(及び1’)の製造方法の一例について図2,4を参照して説明する。
まず、所望の形状に製作したCFRP下型21に離型剤(例えば、ケムリース社製 MR−3)を塗布し、その上に本体部2形成用のプリプレグ12(例えば、三菱レイヨン社製 TRK510 321GMP、使用するエポキシ樹脂の硬化収縮率は約3%)を複数積層した。
【0027】
次いで、積層したプリプレグ12の一側面上の所定位置に、下型21と同一材料を所望の形状に削り出して製作したスライド型23を配置すると共に、該スライド型23の周囲の平面部分に、所望の形状に切り出した内層17形成用のプリプレグ15を配置し(成形品1’の場合プリプレグ15は不要)、かつスライド型23の外面には、立体形状部3の外殻3a内面側成形用のCF−SMC13b(例えば、クワンタム社製 AMC8590BK、使用するビニルエステル樹脂の硬化収縮率は約10%)を配置し、さらにこれらスライド型23及びSMC13bをその上方から覆うように、所定の切り込み25を入れたプリプレグ13aを配置した。
【0028】
次いで、所定の形状の作製したCFRP上型22に離型剤を塗布した後、これを下型21上に配置してスタックを挟み込み、型外周を締結手段24等により適宜固定した。この状態で成形型20ごとスタックをオートクレーブ内に投入し、所定の加圧加熱処理(80℃×20分→130℃×60分、昇温1.5℃/分、6気圧)を施すことで、型内のスタックを硬化させた。その後、オートクレーブから成形型20を取り出し、スタックを脱型させて所望の一体成形品1を得た。
【0029】
なお、立体形状部3成形用のSMC13bは、その流動性(賦形性)が高いことから、概ね素材形状のまま型内にセットできるが、立体形状部3成形用のプリプレグ13aは、図4(a)に示す如く例えば平面視Y字状の切り込み25を設け、この切り込み25を広げるようにしてその周囲を隆起させることで(図4(b)参照)、プリプレグ13aをスライド型23の外面形状に馴染ませる。このとき、前記Y字形状の切り込み25の下部が前記クリップ保持用の切り欠き6aを形成する。広げられた切り込み25の内側には、各素材の加圧、加熱時にSMC13bが充填され、繊維強化複合材料成形品1の成形後にはプリプレグ13a及びSMC13bにより平板状の上壁6を含む外殻3aが成形される。
【0030】
以上説明したように、上記実施例における繊維強化複合材料成形品1,1’は、プリプレグからなる平坦状の本体部2の一側面2aに所定強度の立体形状部3を突設してなるものであって、前記立体形状部3が、前記本体部2の一側面2aから離間する上壁6と、該上壁6の外縁から本体部2に向けて延びる各傾斜壁7,8と、該各傾斜壁7,8の先端縁から本体部2の一側面2aに沿って延びる平板部3bとからなる中空状とされ、前記立体形状部3の外面側がプリプレグ13aにより成形されると共に、前記上壁6及び支持壁の内面側がシートモールディングコンパウンド13bにより補強され、かつ前記平板部3bがプリプレグ13a,15のみ(又はプリプレグ13aのみ)で成形されて、この平板部3bが本体部2の一側面2aに面接触して溶着されるものである。
【0031】
この繊維強化複合材料成形品1,1’を製造する際は、まず成形型20内に本体部2成形用のプリプレグ12を配置し、このプリプレグ12の一側面上に立体形状部3成形用のスライド型23、シートモールディングコンパウンド13b及びプリプレグ13aを順に配置し、立体形状部3形成用のプリプレグ13aにのみ、本体部2成形用のプリプレグ12の一側面に沿って延びる平板部3bを設け、この平板部3bを本体部2成形用のプリプレグ12の一側面に直接又は他のプリプレグ15を介して間接的に面接触させた状態で、各素材を一体に溶着、硬化させて当該成形品1,1’を得ることとなる。
【0032】
この構成によれば、立体形状部3の厚さの一部を比較的賦形性(流動性)の高いシートモールディングコンパウンド13bで成形することで、立体形状部3の強度及び厚さを確保した上で、賦形性が問われる立体形状部3を成形するに当たり切り込み25を異ならせたプリプレグを複数積層するような手間を削減し、作業効率を向上させて低コスト化を図ることができる。
また、本体部2の一側面2aに面接触して溶着される立体形状部3の接合(溶着)部分を、本体部2と同等の収縮率を有するプリプレグ13a,15のみ(又はプリプレグ13aのみ)で構成することで、意匠性が問われる本体部2の他側面(意匠面)2bのヒケの発生を抑止し、外観性に優れた当該成形品1,1’を得ることができる。
【0033】
さらに、前記繊維強化複合材料成形品1は、前記平板部3bが、前記立体形状部3の外面側を成形するプリプレグ13aからなる外層16と、該外層16と本体部2との間に挟まれるプリプレグ15からなる内層17とからなり、前記内層17が前記シートモールディングコンパウンド13bの本体部2側の端縁と本体部2との間に挟まれることで、シートモールディングコンパウンド13bの本体部2(プリプレグ12)への直接的な接触を完全に回避でき、本体部2の意匠面2bのヒケの発生をより確実に防止できる。
他方、前記繊維強化複合材料成形品1’は、前記平板部3bが、前記立体形状部3の外面側を成形するプリプレグ13aのみからなることで、本体部2の意匠面2bのヒケの発生を防止しつつ構成の簡素化による低コスト化を図ることができる。
【0034】
なお、この発明は上記実施例に限られるものではなく、例えば、立体形状部3が開形状であれば上記実施例の如く着脱可能なスライド型23を利用できるが、立体形状部3が閉形状であれば発泡コア等のコア材を使用すればよい。
そして、上記実施例における構成はこの発明の一例であり、当該発明の要旨を逸脱しない範囲で種々の変更が可能であることはいうまでもない。
【符号の説明】
【0035】
1,1’ 繊維強化複合材料成形品
2 本体部
2a 一側面
3 立体形状部
3b 平板部(板状部)
6 上壁
7 左右傾斜壁(支持壁)
8 後傾斜壁(支持壁)
12,13a,15 プリプレグ
13b シートモールディングコンパウンド(SMC)
16 外層
17 内層
20 成形型
23 スライド型(中子)
【技術分野】
【0001】
この発明は、プリプレグやシートモールディングコンパウンド(SMC)等の繊維強化複合材料からなる繊維強化複合材料成形品及びその製造方法に関する。
【背景技術】
【0002】
従来、例えば実質的に連続した強化繊維に熱硬化性樹脂を含浸してなるプリプレグと、短繊維状の強化繊維に熱硬化性樹脂を含浸してなるシートモールディングコンパウンド(SMC)とを、互いに重ね合わせて成形型内にセットし、これらに加熱、加圧を施すことで、所定形状の繊維強化複合材料成形品を得る技術が知られている(例えば、特許文献1参照。)。また、プリプレグやSMCでコア材を巻いてこれらに加熱、加圧を施すことで、中空の繊維強化複合材料成形品を得る技術もある(例えば、特許文献2参照。)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】国際公開第04/48435号パンフレット
【特許文献2】特開平5−337966号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、通常のプリプレグを使用した成形品において、平坦状の本体部の一側面(表面)にクリップ座面等の所定強度の立体形状部を突設することがある。前記立体形状部は、例えば本体部の一側面から離間する上壁と、該上壁の外縁から本体部に向けて延びる支持壁と、該支持壁の先端縁から本体部の一側面に沿って延びる板状部とを有する中空状とされ、前記板状部が本体部の一側面に面接触して溶着されることで、本体部に立体形状部が強固に固定される。
この場合、立体形状部成形用の中子の外面にプリプレグを馴染ませるために、該プリプレグに切り込みを設けることが一般的である。このとき、プリプレグを複数積層した際に切り込みが重なって立体形状部の強度を低下させないように、プリプレグ毎に異なる切り込みを設ける必要がある。すると、プリプレグのカットパターン数が多くなって積層作業が複雑になり、作業効率を低下させるという問題がある。
他方、型に馴染ませ易いSMCを用いて立体形状部を成形することも考えられるが、この場合、本体部は強度確保の面からプリプレグで成形されるため、本体部(プリプレグ)にSMCを面接触させて溶着する必要が生じる。すると、両素材の硬化収縮率の違いから本体部の他側面(意匠面)にヒケが発生し、外観性を低下させるという問題がある。
【0005】
そこでこの発明は、繊維強化複合材料成形品及びその製造方法において、平坦状の本体部の一側面に所定強度の立体形状部を容易に成形可能とし、かつ該立体形状部の成形による本体部の他側面のヒケの発生を防止することを目的とする。
【課題を解決するための手段】
【0006】
上記課題の解決手段として、請求項1に記載した発明は、
本体部の表面に立体形状部を突設してなる繊維強化複合材料成形品において、
前記立体形状部が、前記本体部の表面から離間した上壁と、該上壁の外縁から本体部に向けて延びる支持壁と、該支持壁の先端縁から本体部の表面に沿って延びる板状部とからなり、
前記立体形状部の外面側がプリプレグにより成形されると共に、前記上壁及び支持壁の内面側がシートモールディングコンパウンドにより補強され、
かつ前記板状部がプリプレグのみで成形されて、この板状部が本体部の表面に面接触して一体化してなる。
請求項2に記載した発明は、
前記板状部が、前記立体形状部の外面側を成形するプリプレグからなる外層と、該外層と本体部との間に挟まれるプリプレグからなる内層とからなり、
前記内層が前記シートモールディングコンパウンドの本体部側の端縁と本体部との間に挟まれる。
請求項3に記載した発明は、
本体部の表面に立体形状部を突設してなる繊維強化複合材料成形品の製造方法において、
当該成形品の成形型内に本体部成形用のプリプレグを配置し、このプリプレグの表面上に立体形状部成形用の中子、シートモールディングコンパウンド及びプリプレグを順に配置し、
立体形状部形成用のプリプレグにのみ、本体部成形用のプリプレグの表面に沿って延びる板状部を設け、
この板状部を本体部成形用のプリプレグの表面に直接又は他のプリプレグを介して間接的に面接触させた状態で、各素材を一体化し、硬化させて当該成形品を得る。
【発明の効果】
【0007】
この発明によれば、立体形状部の厚さの一部を比較的賦形性(流動性)の高いシートモールディングコンパウンドで成形することで、立体形状部の強度及び厚さを確保した上で、賦形性が問われる立体形状部を成形するに当たり切り込みを異ならせたプリプレグを複数積層するような手間を削減し、作業効率を向上させて低コスト化を図ることができる。
また、本体部の一側面に面接触して溶着される立体形状部の接合(溶着)部分を、本体部と同等の収縮率を有するプリプレグのみで構成することで、意匠性が問われる本体部の他側面(意匠面)のヒケの発生を抑止し、外観性に優れた当該成形品を得ることができる。
【図面の簡単な説明】
【0008】
【図1】この発明の実施例における繊維強化複合材料成形品の要部の斜視図である。
【図2】上記繊維強化複合材料成形品及びその成形型の断面図である。
【図3】上記繊維強化複合材料成形品の変形例の断面図である。
【図4】上記繊維強化複合材料成形品の立体形状部成形用のプリプレグの斜視図であり、(a)はシート状のプリプレグに切り込みを設けた状態、(b)は前記プリプレグの切り込み部を隆起させた状態、(c)は繊維強化複合材料成形品成形後の状態をそれぞれ示す。
【発明を実施するための形態】
【0009】
以下、この発明の実施例について図面を参照して説明する。なお、説明都合上、図中矢印FRは前方、矢印LHは左方、矢印UPは上方を示すものとする。
【0010】
図1,2は、例えば自動車のAピラーの車内側に用いられる繊維強化複合材料成形品1の要部を示す。繊維強化複合材料成形品1は、例えば平板状の本体部2と、該本体部2の一側面2a(表面)に中空状に突設される立体形状部3とを一体に有する。本体部2の他側面2bは、車内側に露出する平坦状の意匠面を形成する(以下、他側面2bを意匠面2bということがある)。一方、立体形状部3は、車内側に露出しない側で例えば他部品との結合用のクリップ座面5を形成する。なお、前記意匠面2bは平面に限らず湾曲面等も含むものとする。
【0011】
繊維強化複合材料成形品1は、この実施例では二種類の硬化前の繊維強化樹脂を成形型20内に適宜配置し、例えばオートクレーブ(圧力釜)により加圧、加熱を施すことで、一体に溶着、硬化された当該成形品1となる。
【0012】
本体部2は、例えばシート状の一方向プリプレグ(又はクロスプリプレグ)を複数積層することで、所定厚さの平板状に形成されてなる。
一方、立体形状部3は、例えば平面視矩形状をなして本体部2から隆起する外殻3aと、該外殻3aの本体部2側の端縁から本体部2の一側面2aに沿って延びる平板部3bとを有してなる。
【0013】
外殻3aは、その一側が本体部2の面沿い方向一側(図の前方)に向けて開口するもので、本体部2の一側面2aから離間する平板状の上壁6と、該上壁6の左右側縁から本体部2に向けて斜め下外側に延びる平板状の左右傾斜壁7と、上壁6の後縁から本体部2に向けて斜め下後側に延びる平板状の後傾斜壁8とを有する。
【0014】
上壁6は本体部2の一側面2aと略平行をなし、前記クリップ座面5を形成する。上壁6の左右中間部の前側には、クリップ保持用のスリット状の切り欠き6aが設けられる。
各傾斜壁7,8の本体部2側の端縁からは、本体部2の一側面2aに沿って前記平板部3bが延出し、この平板部3bが本体部2の一側面2aに面接触して溶着されることで、立体形状部3が本体部2に一体的に固定される。
【0015】
ここで、立体形状部3の外殻3aは、その外面側がプリプレグにより成形される一方、内面側がシートモールディングコンパウンド(カットした強化繊維に樹脂を含有させたもの、以下、SMCということがある)により成形された二層構造とされる。
【0016】
外殻3aの外面側を構成するプリプレグ層14aは、本体部2を成形するプリプレグと同等の硬化収縮率を有する例えば一枚のプリプレグからなる。
一方、外殻3aの内面側を構成するSMC層14b(補強層)は、本体部2を成形するプリプレグとは異なる硬化収縮率を有している。
【0017】
平板部3bは、平面視コ字状をなして外殻3aの本体部2側の端縁の外側に延びる。平板部3bは、外殻3aの外面側を成形するプリプレグ層14aを外側に延出してなる外層16と、該外層16と本体部2との間に挟まれるプリプレグからなる内層17とからなる。内層17を構成するプリプレグも外層16と同様、本体部2を成形するプリプレグと同等の硬化収縮率を有する。すなわち、平板部3bは、本体部2と同等の硬化収縮率を有するプリプレグのみからなる。
【0018】
内層17は平板状をなし、平板部3bを外殻3aと同等の厚さにするべく任意の厚さに設けられる。この内層17(プリプレグ)の内側縁部17aが前記SMC層14bの本体部2側の端縁と本体部2(プリプレグ)の一側面2aとの間に挟まれることで、SMC層14bと本体部2(プリプレグ)との直接的な接触が回避される。そして、この状態で平板部3bが本体部2の一側面2aに面接触して溶着されることで、SMC層14bがその外面側からプリプレグ層14aに保持された状態で立体形状部3が本体部2に一体的に固定される。
【0019】
前記プリプレグは、実質的に連続した強化繊維に熱硬化性樹脂を含浸してなる。
前記強化繊維としては、例えば、炭素繊維、ガラス繊維、アラミド繊維、高強度ポリエステル繊維、ボロン繊維、アルミナ繊維、窒化珪素繊維、ナイロン繊維などが挙げられる。これらの中でも比強度および比弾性に優れることから、炭素繊維が好ましい。
また、前記熱硬化性樹脂としては、例えば、エポキシ樹脂、不飽和ポリエステル樹脂、アクリル樹脂、ビニルエステル樹脂、フェノール樹脂、ベンゾオキサジン樹脂などが挙げられる。これらの中でも、硬化後の強度を高くできることから、エポキシ樹脂が好ましい。
【0020】
さらに、プリプレグ中には、硬化剤、離型剤、脱泡剤、紫外線吸収剤、充填材などの各種添加剤などが含まれてもよい。
プリプレグの積層枚数としては2〜20枚であることが好ましい。プリプレグの積層枚数が2枚以上であれば、充分な強度の成形品を得ることができ、20枚以下であれば、成形品のコストを抑えることができる。
【0021】
一方、前記シートモールディングコンパウンドは、通常12〜50mmに切断した短繊維状の強化繊維に熱硬化性樹脂を含浸してなる。
前記強化繊維としては、例えば、炭素繊維、ガラス繊維、アラミド繊維、高強度ポリエステル繊維、ボロン繊維、アルミナ繊維、窒化珪素繊維、ナイロン繊維などが挙げられる。これらの中でも比強度および比弾性に優れることから、炭素繊維が好ましい。また、プリプレグに用いられる強化繊維と、シートモールディングコンパウンドに用いられる強化繊維とは、同じであっても異なっていても良い。
また、前記熱硬化性樹脂としては、例えば、エポキシ樹脂、不飽和ポリエステル樹脂、アクリル樹脂、ビニルエステル樹脂、フェノール樹脂、ベンゾオキサジン樹脂などが挙げられる。これらの中でも、硬化を早くできることから、ビニルエステル樹脂が好ましい。また、プリプレグに用いられる熱硬化性樹脂と、シートモールディングコンパウンドに用いられる熱硬化性樹脂とは、同じであっても異なっていても良い。
【0022】
外殻3aをSMC層14bとプリプレグ層14aとの二層で構成したのは、複数のプリプレグを積層するのみで所定厚さの外殻3aを成形すると、プリプレグのカットパターン数が多くなって積層作業を複雑にするからであり、他方、プリプレグの枚数を減らせばクリップ座面5の強度や厚さの確保が困難になるからである。また、SMCのみで外殻3aを形成すると、これを本体部2に固定するための平板部3bをSMCで形成する必要が生じ、該平板部3bを本体部2に面接触させて溶着することで本体部2の意匠面2bにヒケを生じさせるからである。
【0023】
そこで、比較的賦形性(流動性)の高いSMCで立体形状部3(外殻3a)の厚さの大部分を形成し、その外面にのみプリプレグを配置することで、プリプレグのカットパターン数の増加を抑えて積層作業の簡素化を図ると共に、クリップ座面5の強度及び厚さの確保を容易にし、かつ立体形状部3の固定にプリプレグのみからなる平板部3bを用いることで、立体形状部3(外殻3a)の本体部2への固定強度を確保できると共に、本体部2にはこれと同等の硬化収縮率を有するプリプレグのみを面接触させて溶着することによって、本体部2の意匠面2bにおけるヒケの発生を防止できる。
【0024】
図2は、外殻3a及び平板部3bを互いに同一厚さとした例を示す。この場合、プリプレグを複数積層して立体形状部3を形成していた従来の成形型20の使用が可能である。前記内層17は平板部3bと同様の平面視コ字状をなし、その内側縁部17aが外層16の内側縁部よりも内側に延出する。この内側縁部17a上にSMC層14bの本体部2側の端縁が突き当たることで、SMC層14bと本体部2(プリプレグ)との間に内側縁部17aが介装されることとなり、SMC層14bの本体部2(プリプレグ)への直接的な接触が完全に回避され、本体部2の意匠面2bのヒケの発生がより確実に防止される。
【0025】
一方、図3の繊維強化複合材料成形品1’は、前記繊維強化複合材料成形品1に対して内層17を無くし、立体形状部3の外殻3aに対して平板部3bの厚さを抑えたものである。この場合、SMC層14bの本体部2側の端縁のみが本体部2に接触することとなるが、SMC層14bが本体部2に面接触する場合と比べてその接触面積が少ない等の理由から、前記同様、本体部2の意匠面2bのヒケの発生が防止され、かつ構成の簡素化による低コスト化が図られる。
【0026】
次に、上記繊維強化複合材料成形品1(及び1’)の製造方法の一例について図2,4を参照して説明する。
まず、所望の形状に製作したCFRP下型21に離型剤(例えば、ケムリース社製 MR−3)を塗布し、その上に本体部2形成用のプリプレグ12(例えば、三菱レイヨン社製 TRK510 321GMP、使用するエポキシ樹脂の硬化収縮率は約3%)を複数積層した。
【0027】
次いで、積層したプリプレグ12の一側面上の所定位置に、下型21と同一材料を所望の形状に削り出して製作したスライド型23を配置すると共に、該スライド型23の周囲の平面部分に、所望の形状に切り出した内層17形成用のプリプレグ15を配置し(成形品1’の場合プリプレグ15は不要)、かつスライド型23の外面には、立体形状部3の外殻3a内面側成形用のCF−SMC13b(例えば、クワンタム社製 AMC8590BK、使用するビニルエステル樹脂の硬化収縮率は約10%)を配置し、さらにこれらスライド型23及びSMC13bをその上方から覆うように、所定の切り込み25を入れたプリプレグ13aを配置した。
【0028】
次いで、所定の形状の作製したCFRP上型22に離型剤を塗布した後、これを下型21上に配置してスタックを挟み込み、型外周を締結手段24等により適宜固定した。この状態で成形型20ごとスタックをオートクレーブ内に投入し、所定の加圧加熱処理(80℃×20分→130℃×60分、昇温1.5℃/分、6気圧)を施すことで、型内のスタックを硬化させた。その後、オートクレーブから成形型20を取り出し、スタックを脱型させて所望の一体成形品1を得た。
【0029】
なお、立体形状部3成形用のSMC13bは、その流動性(賦形性)が高いことから、概ね素材形状のまま型内にセットできるが、立体形状部3成形用のプリプレグ13aは、図4(a)に示す如く例えば平面視Y字状の切り込み25を設け、この切り込み25を広げるようにしてその周囲を隆起させることで(図4(b)参照)、プリプレグ13aをスライド型23の外面形状に馴染ませる。このとき、前記Y字形状の切り込み25の下部が前記クリップ保持用の切り欠き6aを形成する。広げられた切り込み25の内側には、各素材の加圧、加熱時にSMC13bが充填され、繊維強化複合材料成形品1の成形後にはプリプレグ13a及びSMC13bにより平板状の上壁6を含む外殻3aが成形される。
【0030】
以上説明したように、上記実施例における繊維強化複合材料成形品1,1’は、プリプレグからなる平坦状の本体部2の一側面2aに所定強度の立体形状部3を突設してなるものであって、前記立体形状部3が、前記本体部2の一側面2aから離間する上壁6と、該上壁6の外縁から本体部2に向けて延びる各傾斜壁7,8と、該各傾斜壁7,8の先端縁から本体部2の一側面2aに沿って延びる平板部3bとからなる中空状とされ、前記立体形状部3の外面側がプリプレグ13aにより成形されると共に、前記上壁6及び支持壁の内面側がシートモールディングコンパウンド13bにより補強され、かつ前記平板部3bがプリプレグ13a,15のみ(又はプリプレグ13aのみ)で成形されて、この平板部3bが本体部2の一側面2aに面接触して溶着されるものである。
【0031】
この繊維強化複合材料成形品1,1’を製造する際は、まず成形型20内に本体部2成形用のプリプレグ12を配置し、このプリプレグ12の一側面上に立体形状部3成形用のスライド型23、シートモールディングコンパウンド13b及びプリプレグ13aを順に配置し、立体形状部3形成用のプリプレグ13aにのみ、本体部2成形用のプリプレグ12の一側面に沿って延びる平板部3bを設け、この平板部3bを本体部2成形用のプリプレグ12の一側面に直接又は他のプリプレグ15を介して間接的に面接触させた状態で、各素材を一体に溶着、硬化させて当該成形品1,1’を得ることとなる。
【0032】
この構成によれば、立体形状部3の厚さの一部を比較的賦形性(流動性)の高いシートモールディングコンパウンド13bで成形することで、立体形状部3の強度及び厚さを確保した上で、賦形性が問われる立体形状部3を成形するに当たり切り込み25を異ならせたプリプレグを複数積層するような手間を削減し、作業効率を向上させて低コスト化を図ることができる。
また、本体部2の一側面2aに面接触して溶着される立体形状部3の接合(溶着)部分を、本体部2と同等の収縮率を有するプリプレグ13a,15のみ(又はプリプレグ13aのみ)で構成することで、意匠性が問われる本体部2の他側面(意匠面)2bのヒケの発生を抑止し、外観性に優れた当該成形品1,1’を得ることができる。
【0033】
さらに、前記繊維強化複合材料成形品1は、前記平板部3bが、前記立体形状部3の外面側を成形するプリプレグ13aからなる外層16と、該外層16と本体部2との間に挟まれるプリプレグ15からなる内層17とからなり、前記内層17が前記シートモールディングコンパウンド13bの本体部2側の端縁と本体部2との間に挟まれることで、シートモールディングコンパウンド13bの本体部2(プリプレグ12)への直接的な接触を完全に回避でき、本体部2の意匠面2bのヒケの発生をより確実に防止できる。
他方、前記繊維強化複合材料成形品1’は、前記平板部3bが、前記立体形状部3の外面側を成形するプリプレグ13aのみからなることで、本体部2の意匠面2bのヒケの発生を防止しつつ構成の簡素化による低コスト化を図ることができる。
【0034】
なお、この発明は上記実施例に限られるものではなく、例えば、立体形状部3が開形状であれば上記実施例の如く着脱可能なスライド型23を利用できるが、立体形状部3が閉形状であれば発泡コア等のコア材を使用すればよい。
そして、上記実施例における構成はこの発明の一例であり、当該発明の要旨を逸脱しない範囲で種々の変更が可能であることはいうまでもない。
【符号の説明】
【0035】
1,1’ 繊維強化複合材料成形品
2 本体部
2a 一側面
3 立体形状部
3b 平板部(板状部)
6 上壁
7 左右傾斜壁(支持壁)
8 後傾斜壁(支持壁)
12,13a,15 プリプレグ
13b シートモールディングコンパウンド(SMC)
16 外層
17 内層
20 成形型
23 スライド型(中子)
【特許請求の範囲】
【請求項1】
本体部の表面に立体形状部を突設してなる繊維強化複合材料成形品において、
前記立体形状部が、前記本体部の表面から離間した上壁と、該上壁の外縁から本体部に向けて延びる支持壁と、該支持壁の先端縁から本体部の表面に沿って延びる板状部とからなり、
前記立体形状部の外面側がプリプレグにより成形されると共に、前記上壁及び支持壁の内面側がシートモールディングコンパウンドにより補強され、
かつ前記板状部がプリプレグのみで成形されて、この板状部が本体部の表面に面接触して一体化してなる繊維強化複合材料成形品。
【請求項2】
前記板状部が、前記立体形状部の外面側を成形するプリプレグからなる外層と、該外層と本体部との間に挟まれるプリプレグからなる内層とからなり、
前記内層が前記シートモールディングコンパウンドの本体部側の端縁と本体部との間に挟まれる請求項1に記載の繊維強化複合材料成形品。
【請求項3】
本体部の表面に立体形状部を突設してなる繊維強化複合材料成形品の製造方法において、
当該成形品の成形型内に本体部成形用のプリプレグを配置し、このプリプレグの表面上に立体形状部成形用の中子、シートモールディングコンパウンド及びプリプレグを順に配置し、
立体形状部形成用のプリプレグにのみ、本体部成形用のプリプレグの表面に沿って延びる板状部を設け、
この板状部を本体部成形用のプリプレグの表面に直接又は他のプリプレグを介して間接的に面接触させた状態で、各素材を一体化し、硬化させて当該成形品を得る繊維強化複合材料成形品の製造方法。
【請求項1】
本体部の表面に立体形状部を突設してなる繊維強化複合材料成形品において、
前記立体形状部が、前記本体部の表面から離間した上壁と、該上壁の外縁から本体部に向けて延びる支持壁と、該支持壁の先端縁から本体部の表面に沿って延びる板状部とからなり、
前記立体形状部の外面側がプリプレグにより成形されると共に、前記上壁及び支持壁の内面側がシートモールディングコンパウンドにより補強され、
かつ前記板状部がプリプレグのみで成形されて、この板状部が本体部の表面に面接触して一体化してなる繊維強化複合材料成形品。
【請求項2】
前記板状部が、前記立体形状部の外面側を成形するプリプレグからなる外層と、該外層と本体部との間に挟まれるプリプレグからなる内層とからなり、
前記内層が前記シートモールディングコンパウンドの本体部側の端縁と本体部との間に挟まれる請求項1に記載の繊維強化複合材料成形品。
【請求項3】
本体部の表面に立体形状部を突設してなる繊維強化複合材料成形品の製造方法において、
当該成形品の成形型内に本体部成形用のプリプレグを配置し、このプリプレグの表面上に立体形状部成形用の中子、シートモールディングコンパウンド及びプリプレグを順に配置し、
立体形状部形成用のプリプレグにのみ、本体部成形用のプリプレグの表面に沿って延びる板状部を設け、
この板状部を本体部成形用のプリプレグの表面に直接又は他のプリプレグを介して間接的に面接触させた状態で、各素材を一体化し、硬化させて当該成形品を得る繊維強化複合材料成形品の製造方法。
【図1】


【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−110827(P2011−110827A)
【公開日】平成23年6月9日(2011.6.9)
【国際特許分類】
【出願番号】特願2009−269862(P2009−269862)
【出願日】平成21年11月27日(2009.11.27)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
【公開日】平成23年6月9日(2011.6.9)
【国際特許分類】
【出願日】平成21年11月27日(2009.11.27)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
[ Back to top ]