
Fターム[4F205HC15]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 無機繊維(←ウィスカー) (1,016)
Fターム[4F205HC15]の下位に属するFターム
ガラス繊維 (325)
炭素繊維 (610)
金属繊維(←ボロン繊維) (67)
Fターム[4F205HC15]に分類される特許
1 - 14 / 14
安定化されたドライプリフォーム及び方法
【課題】複雑な三次元構造形状を有する複合プライをレイアップするのが難しく工具補助が必要で時間とコストがかさむ。工具補助が不要で作業量が縮小出来るシステム、方法を提案する。
【解決手段】プリフォームを形成する方法は、構造繊維及び樹脂を含む粘着力の高められた繊維状物質の層を提供するステップを含む。層はダイ断面形状を有する形成ダイセットに通される。熱可塑性樹脂は加熱される。層はダイ断面形状に形成される。ダイ断面形状を有するプリフォームが形成されるような方法で、熱可塑性樹脂は凝固する。
(もっと読む)
増加した強度を有する複合部材を製造する方法
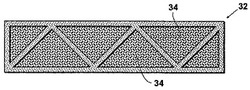
【課題】航空宇宙用途において、及び他の目的のために、木材の代替として用いることができる、特に複合体の耐荷重能力及び総合的な強度を増加させた押出複合材料を製造する方法を提供する。
【解決手段】注入可能な適合した構造コア材料34を用いて、押出複合材料32の内部のフォームセルを置き換え、それによって総合的な耐荷重安定性及び強度を向上させる。コア材料34は、構造材料に対して所望のCTEを有するように調整する。コア材料34は、また、複合部材32の強度を増加させるための繊維及び固体構造充填材も含むことができる。
(もっと読む)
無機繊維巻きテープとその製造方法
【課題】円筒状芯材に無機繊維テープが巻き付けられた無機繊維巻きテープを提供する。
【解決手段】無機繊維(炭素繊維は含まない)とオレフィン系樹脂を含む複合体からなる無機繊維テープが、円筒状芯材に巻き付けられた無機繊維巻きテープであって、式(I)から求められる無機繊維テープの幅(W)が5〜100mmの範囲であり、前記無機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである無機繊維巻きテープ。2.5×10-5×N×d≦W≦5.0×10-4×N×d(I)(Wは無機繊維テープの幅であり、Nは無機繊維テープを構成する無機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは無機繊維の繊維径で5〜30μmである。)3.0×F×t≦D(II)(Fは無機繊維量で、20〜60質量%の範囲であり、tは無機繊維テープの厚みで、0.1〜1.0mmである。)
(もっと読む)
繊維強化複合材料を用いた翼状構造体およびその製造方法

【課題】 プリプレグを用いずにRTMまたはVaRTMにより製造される翼状構造体において、製造効率を向上させ、製造コストも抑制することに加え、良好な強度を実現する。
【解決手段】 翼状構造体としてロータブレードを例示すれば、当該ロータブレードを製造する際のブレードプリフォームのうち、スキンとなる繊維材料として、開繊糸を用いて製作されたブレイディング50Aを用いる。また、スパーとなる繊維材料としては、中央糸および当該中央糸よりも小さい径の組糸から構成されるブレイディングを好適に用いることができる。
(もっと読む)
直接法による複合材料部品の製造のための一定の幅を有する新規の中間材
本発明は、その面の各々において、ポリマー結合剤(2a、2b)と結合する強化糸(1)又は長繊維のバンド(I)を調製する方法に関し、前記リボンはその全長(1)に沿って実質的に一定な所与の幅(L)を有し、糸又は長繊維がバンドの長さに平行な方向に伸長し、その方法は、次のa)バンドの幅を、寸法取り手段(13)を用いて所望の幅に調整するステップと、b)バンドを、その各面上で結合剤と結合してリボンの均一な密着を確実にし、その結果、結合剤の総重量が、得られたバンドの総重量の25%を超えないステップを含むことを特徴とする。本発明は、さらに、そのような方法で得ることができるバンドにも関する。 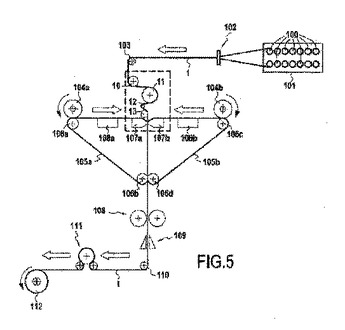 (もっと読む)
(もっと読む)
複合材料で被覆した基質および成形可能な複合材料
【課題】複合材料で被覆した基質および成形可能な複合材料を提供する。
【解決手段】成形可能な複合材料は複合材料の断片、すなわちそこに埋め込まれた繊維を有するポリマー・マトリックス材料の断片を有している。改良された基質は、基質を提供することと当該基質の上に被覆材を適用することによって提供される。当該被覆材は複合材料の断片を有する。第1の建築部材の付着領域の上に被覆材を適用し、当該被覆された付着領域に留め具を適用することによって、第1の建築部材を第2の建築部材にしっかりと固定することができる。
(もっと読む)
航空機または宇宙機のための繊維複合構成材
少なくとも一部に導電性繊維(6)を有する、航空機または宇宙機のための繊維複合構成材(1)では、導電性繊維(6)は、導電性繊維を加熱し、および/または導電性繊維(6)の電気抵抗を測定するための電流を通電させる電力源に接続される。 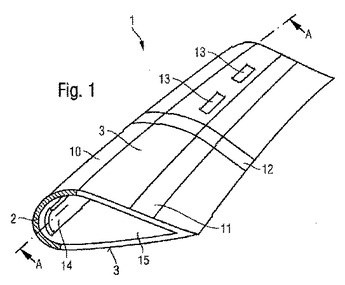 (もっと読む)
(もっと読む)
力の伝達及び応力を最適化した繊維配向をもつ繊維複合中空体の製造方法
繊維複合中空体、特に中空の車両用繊維複合部品の製造方法であり、
a)後に空洞部となる消失型へエンドレス強化繊維を取り付け固定する工程、ここで、製造するべき繊維複合中空体に対して繊維材料は、力の伝達及び応力を最適化した状態に構成されている、工程、
b)硬化性樹脂によって強化繊維を含浸する工程、
c)繊維複合部品の形成において適用された樹脂を硬化する工程、
d)前記繊維複合中空体の形成において前記消失型を溶解、溶融又は除去する工程、
という工程段階を含み、
複雑な形状の消失型が使用され、前記繊維は、表面輪郭が完全に反映された状態で前記消失型の表面に密着して取り付けられることを特徴とする。
(もっと読む)
複合材料から部品を製造する方法および装置
母材と複数の補強要素(CNTs)とを備える複合材料から部品を加法的に製造する方法であり、各層が前の層の上に形成されるように複合材料の一連の層を形成し、複合材料に対し、次の層が上に形成される前に、補強要素の少なくとも一部を回転させる電磁場を印加する。構造プラットフォームと、構造プラットフォーム上に複合材料の一連の層を形成するためのシステムと、電磁場を印加するための電極とを備えた装置もまた開示される。CNTsおよび母材からなる複合粉体とその製造方法は、本出願の第2の目的として開示される。 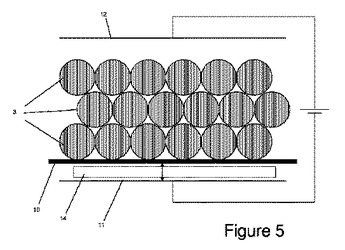 (もっと読む)
(もっと読む)
少なくとも1の湾曲区域を有する複合部品の製造方法
本発明は、ポリマーマトリックス内に少なくとも部分的に埋め込まれる強化糸の多層ウェブ集合体を含み、少なくとも1の湾曲区域を有する複合部品を製造する方法であって、複合部品の各層をドレープさせる又は重ね合わせるステップを含む方法において、湾曲区域に隣接する少なくとも1の区域において、少なくとも1のドレープ又は重ね合せステップを、少なくとも1の強化撚糸を含んだウェブ又は撚糸のウェブを含む複合材料層を用いて実施することにより、ウェブ表面に平行な方向に測定した際の糸幅の両側にある、該糸の端路長の差を少なくとも補償することを特徴とする方法に関する。本発明は、こうして得られる複合材料にも関する。 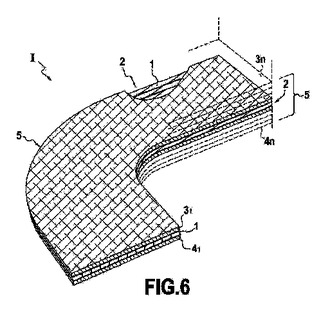 (もっと読む)
(もっと読む)
少なくとも1の撚糸が配置された複合材料の製造方法
本発明は、少なくとも1の強化糸が表面上に、その配置表面上の少なくとも一の曲線状領域を有する経路に沿って配置され、前記強化糸がポリマー結合剤によって前記表面に結合している複合材料の製造方法であって、前記配置前に前記強化糸に撚りが掛けられ、前記配置表面に平行に測定した、糸端路の幅の両側における長さの差を少なくとも補償することを特徴とする方法に関し、本発明はまた、このようにして得られる複合材料に関する。 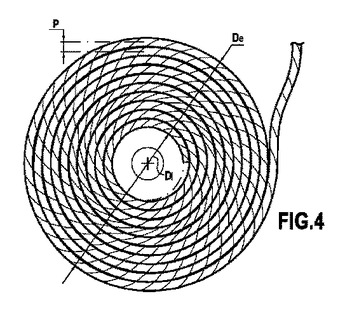 (もっと読む)
(もっと読む)
FRP管状体
【課題】FRP製ロボットハンドの曲げ剛性向上と機械加工性の向上との両立を可能とするFRP管状体を提供する。
【解決手段】繊維強化プラスチックからなる管状体において、外表面が、管軸方向に対し−5〜+5°の範囲内で一方向に引き揃えられた炭素繊維を強化繊維とするCFRP層[A]と、織物および/または不織布を強化繊維として厚みが0.01〜0.2mmの範囲内のFRP層[B]とからなり、外表面の全面積に占める[A]の面積が30〜98%の範囲内であり、かつ管状体を形成するFRPの厚み方向への貫通穴の外周がFRP層[B]に接していることを特徴とするFRP管状体。
(もっと読む)
固縛型コーナ部を有するフランジを備えた複合材構造体を製作する方法
【課題】固縛型コーナ部を有するフランジを備えた複合材構造体を製作する方法を提供する。
【解決手段】本方法は、第1のエンドプレート及び第2のエンドプレートを含みかつその周りに形成された複合材構造体を有する複合材構造体形成ツールを準備する段階と、少なくとも1つのバリヤ繊維プライを複合材構造体形成ツールの第1のエンドプレートに隣接して複合材構造体の周りに施工する段階と、少なくとも1つの繊維トウをバリヤ繊維の周りに巻き付ける段階とを含む。
(もっと読む)
複合物品の製造方法
【課題】低密度の複合物品を製造する方法を提供する。
【解決手段】硬化可能なプレプレグを所定の形状に形成する工程と、所定の形状に形成されたプレプレグを硬化する硬化工程とを備える。硬化可能なプレプレグを所定の形状に形成する工程では、硬化工程においてプレプレグ内に空所が形成されるように十分に低い圧密圧力の下で、硬化可能なプレプレグが所定の形状に形成される。硬化工程では、硬化可能なプレプレグを硬化することにより発生する硬化可能なプレプレグの樹脂の成分の蒸発物質が前記空所を形成するように、約8.61×104パスカル絶対圧(12.5psia)から103.4×104パスカルゲージ圧(150psig)までの範囲の硬化圧力の下で、前記所定の形状に形成されたプレプレグを硬化する。
(もっと読む)
1 - 14 / 14
[ Back to top ]