
少なくとも1の湾曲区域を有する複合部品の製造方法
本発明は、ポリマーマトリックス内に少なくとも部分的に埋め込まれる強化糸の多層ウェブ集合体を含み、少なくとも1の湾曲区域を有する複合部品を製造する方法であって、複合部品の各層をドレープさせる又は重ね合わせるステップを含む方法において、湾曲区域に隣接する少なくとも1の区域において、少なくとも1のドレープ又は重ね合せステップを、少なくとも1の強化撚糸を含んだウェブ又は撚糸のウェブを含む複合材料層を用いて実施することにより、ウェブ表面に平行な方向に測定した際の糸幅の両側にある、該糸の端路長の差を少なくとも補償することを特徴とする方法に関する。本発明は、こうして得られる複合材料にも関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は複合部品の技術分野に関する。本発明の主題は、ポリマーマトリックス内に少なくとも部分的に含まれる強化糸の多層ウェブ集合体を含み、少なくとも1の湾曲区域を有する複合部品を製造する方法である。とりわけ、本発明は、自動車、航空機又は造船産業において使用される複合部品の分野に応用される。
【背景技術】
【0002】
複合部品又は複合品、即ち、一方では単数又は複数の繊維強化材又はウェブ、他方では熱可塑性、熱硬化性樹脂又は双方の混合物のマトリックスを含有する複合部品又は複合品の製作は、例えば、いわゆる「直接」法又はいわゆる「間接」法により実現できる。直接法は、単数又は複数の繊維強化材を「乾燥」状態で(即ち、最終的なマトリックスのないまま)調製し、熱可塑性若しくは熱硬化性樹脂すなわちマトリックス、又は双方の混合物は、例えば、繊維強化材を入れた金型内への射出(「RTM」法、英語のResin Transfer Moldingから)、注入(金型内へ繊維強化材の厚さを通して注入:「LRI」法、英語のLiquid Resin Infusionから又は「RFI」法、英語のResin Film Infusionから)、或いは又は、繊維強化材のそれぞれの単位層上にローラー若しくは刷毛での人手による塗布/含浸によって金型上に連続的に施用することと定義される。間接法は、成形に先立ち、まず繊維及び樹脂を合わせることと定義され、このように調製された繊維強化材を予備含浸されていると呼ぶ。
【0003】
RTM法、LRI法又はRFI法の場合、先ず所望の最終製品の形態に繊維プリフォームを作り、次いでそのプリフォームを熱可塑性若しくは熱硬化性樹脂又は双方の混合物で含浸することが一般に必要である。その樹脂は、圧力差によって射出又は注入した後、加熱圧縮することにより、重合後に硬化させる。直接法に適合した繊維強化材では、一般に、強化糸同士を接合して、部品に一体性を付与し、次いで、ポリマー結合剤で接着することによりプリフォームと称するが、繊維強化材(即ち、強化糸とポリマー結合剤との和)の全重量に対する該結合剤の重量比率(%)は、0.1%〜25%、有利には3%〜10%に変動する。間接法に適合する予備含浸材の場合、結合剤自体は、繊維強化材(即ち、強化糸とポリマー結合剤との和)の全重量の20%〜60%、好ましくは30%〜40%を占める。
【発明の概要】
【発明が解決しようとする課題】
【0004】
自動車、航空機又は造船産業で使用される複合部品は特に、機械的性質に関して非常に厳格な要件を受ける。
【0005】
特に、航空機、航空宇宙機及び自動車での分野に対しては、プリフォームが時に必要であり、この少なくとも一部は、例えば環状若しくは楕円形状の開口の外形を構成することが意図される。それは、例えば、シャーシ、ノズル、ジェット吸気口、又は任意の種類の、開口の周囲に配置されるか若しくは打ち抜き部品のような穴開き部分の補強に役立つことが意図される強化要素、ストラップ、ドアコーナーフレーム、ポートホール若しくは風防フレーム、マンホールなどの強化要素を構成するような場合である。
【0006】
このような部品は、一方向に又は多軸的に伸び、或いは、縫糸により、又は、特に粉末、フィルム、織布若しくはホットメルト結合剤の糸の形態をしたポリマー結合剤により、糸同士がウェブ内で結合し得る織物を形成している、糸のウェブを従来から含み得る各層をドレープさせたり、重ね合わせたりすることによって、従来から得られている。例えば、各層は、配置表面上に糸を配置させることにより得ることができる。
【0007】
複合材分野では、上記の糸は、本質的に相互に平行に伸びるフィラメントの集合から構成されている。したがって、糸はある一定の幅を有する。所望の最終部品に応じて、糸が、湾曲経路、例えば螺旋、楕円の経路、又は相互に0°若しくは180°の異なる角度をつくり、円弧の一部で相互に結合されている、少なくとも2つの主方向に向いた経路を辿るような、ウェブ又は層を配置させることが望まれることもある。また、本発明者らは、平面でも非平面でもあり得る配置表面上において、糸が非直線状の、特に湾曲経路をたどる際に波打ちが認められ、それゆえに配置の不均一性をもたらすことに注目した。本発明者らは、このような波打ちが、糸の2つの端路に位置するフィラメントが異なる長さの経路を辿らねばならないという事実に起因していたことを実証した。このような端路とは、配置表面に平行に測定された糸幅の両側(即ち各最外縁)における、糸が辿る2経路をいう。
【0008】
図1は、円弧の経路に沿って平面上に配置された糸の場合における、この現象を図示したものである。糸Fは、配置表面に平行に測定された幅lを有する。糸Fの中央繊維(又は中線フィラメント)が辿る経路Tは、角度θに亘る半径Rの円弧の一部分である。したがって、糸が辿らねばならない経路の長さは、全幅lに亘って同じではなく、端路T1及びT2は異なる長さを有することは明らかである。
【0009】
実際、円弧の外側にあり、外側又は最大経路と称する経路T2は、半径R2の円弧であり、円弧の内側にあり、内側又は最小経路と称する経路T1は、半径R1の円弧である。したがって、経路T1は、θR1に等しい長さL1を有し、経路T2は、θR2に等しい長さL2を有し、L2はL1より大きい。したがって、内側経路T1については、フィラメントには弾性がないので、実際には長さL2に等しく、その経路より大きい長さL’1を有する結果、フィラメント長さの存在に起因する波打ち現象を配置平面の外部又は内部で起こす。
【0010】
このような凹凸は、機械的応力下で早期の弱点を示すため、得られる部品の機械的性能の低下を招くと思われる。
【課題を解決するための手段】
【0011】
このような背景から、本発明は、このような欠点を解決する、複合部品の製造方法を提供することを提案する。したがって、本発明は、ポリマーマトリックス内に少なくとも部分的に含まれる、多層強化糸ウェブの集合体で構成された複合部品の製造方法であって、前記部品が少なくとも1の湾曲区域を有し、層のドレープ又は重ね合せのステップが行われる方法において、湾曲区域に隣接する少なくとも1の領域において、少なくとも1の重ね合せ又はドレープのステップが、ウェブ表面に平行に測定した糸幅の両側の糸端路がもたらす長さの差を少なくとも補償するように撚られた、少なくとも1の強化糸で構成されるウェブ(撚糸のウェブと称す)を含む複合材料層を用いて実施されることを特徴とする方法に関する。
【0012】
本発明の特定の一実施形態によれば、該湾曲区域は部品の湾曲縁に対応し、撚糸のウェブの撚糸が、湾曲縁に本質的に平行な経路に沿って伸びている。
【0013】
「縁部」は、部品の一端にある外縁、及び開口又は部品内の打抜き区域を画定する内縁の両方のことと理解される。
【0014】
説明を進めると、樹脂又はポリマー結合剤によりその層内で結合され、湾曲区域又は湾曲縁の水準に位置する撚糸で構成された層は、「撚糸のウェブ」の層と称する。「強化撚糸」とは、撚り、つまり、糸の外縁に対する中央糸周りの回転であって、外縁が螺旋経路を描く、即ち、その経路の各点が所与の方向と本質的に一定の角度をなすような回転を掛けた糸のことと理解される。「撚糸のウェブ」の内部では、各糸は個別に撚られている。したがって、その糸が、層(平面のことも非平面のこともある)の表面上で少なくとも1の湾曲区域を有する経路を辿るとき、糸に掛けた撚りは、糸の2端路が異なる長さを有するという事実を補償することを可能にする。該端路は、糸が、ウェブの表面に平行に測定した糸幅の両側において辿る2つの経路を示す。湾曲区域上では、ウェブ表面にある糸の経路の回転軸は、ウェブ表面に接した平面に垂直である。このような撚りを掛けることにより、「撚糸のウェブ」が複数の糸により製造される場合、非撚糸を配置するに従い、その糸又は各糸を構成するフィラメントの規模で発生する波打ちを防止することが可能である。有利には、「撚糸のウェブ」は、全長にわたって撚りが本質的に同一の単糸、又は個別に撚られ、糸同士及びそれらの全長にわたり撚りが本質的に同一の一群の糸から構成される。
【0015】
「糸のウェブ」とは、表面に対して本質的に平行に伸びる糸の集合をいうものと理解される。非限定的な例として、糸のウェブにおいては、例えば、全ての糸が糸同士同じ方向に平行に伸び、而して一方向ウェブを形成する。糸は、少なくとも二方向に、例えば、1つの方向が他の方向に対して直角に伸び、而して多軸ウェブを形成するように配置することができる。糸は、本発明において規定されているように、織物を形成するように配置されてもよく、或いはまた、撚糸のウェブを形成してもよい。
【0016】
層は、糸が、場合により、縫い合せ、又は、特に粉末、フィルム、織布若しくはホットメルト結合剤の糸の形態をしたポリマー結合剤を用いた接着により、ウェブ内で結合してもよい糸のウェブから構成される。
【0017】
添付の図を参照した以下の説明は、本発明の理解を深めることを可能にする。
【図面の簡単な説明】
【0018】
【図1】表面上への非撚糸の配置の場合に、配置表面上に少なくとも1の湾曲区域を有する、配置表面上の経路に沿って観察される波打ち現象の概略を示す図である。
【図2A】非撚糸の場合の図2Bに相当する層を示す写真である。
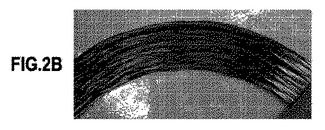
【図2B】撚糸のウェブの層を示す写真である。
【図3】撚糸のウェブの層を示す上面図である。
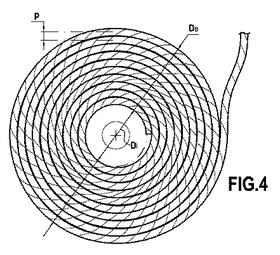
【図4】撚糸のウェブの層を示す上面図である。
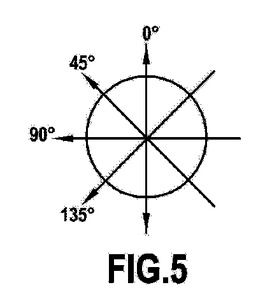
【図5】部品内の糸の配向を決定するために使用される基準点を表し、0°が部品の主軸に沿って配置されていることを示す図である。
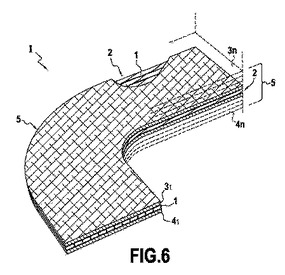
【図6】層を重ね合わせることにより得られる部品を示す図である。
【図7】図4に示す層に相当する、円板形の撚糸のウェブの層を示す写真である。
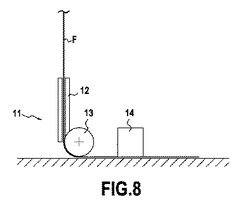
【図8】撚糸のウェブの配置装置の概略を示す図である。
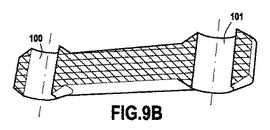
【図9A】本発明による部品を示す透視図である。
【図9B】図9Aに示す部品の断面XIBを示す図である。
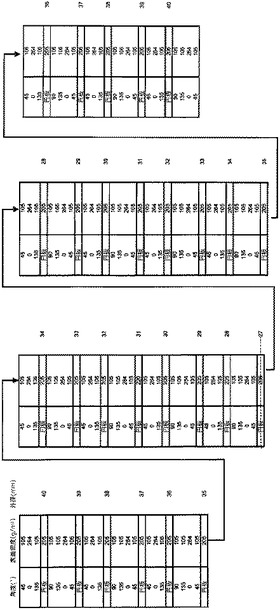
【図10】円板の外径変化、並びに本発明による例3で製造した積層体を表に示す図である。
【図11】本発明による部品を示す透視図である。
【図12】円板の配向、その外径変化、及び比較例C3で製造した積層体を表に示す図である。
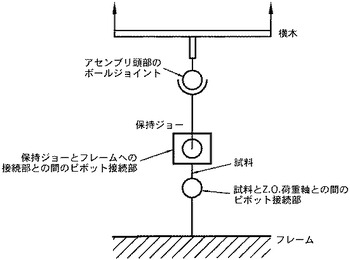
【図13】得られた部品の機械的引張性能を試験できる装置の概略を示す図である。
【図14】機械的引張試験の準備段階を示す図である。
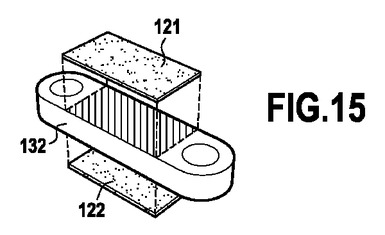
【図15】機械的引張試験の準備段階を示す図である。
【図16A】比較例C1及び本発明による部品の機械的引張試験後をそれぞれ示す写真である。
【図16B】比較例C1及び本発明による部品の機械的引張試験後をそれぞれ示す写真である。
【図17】図4に示す層に相当する、円板形の撚糸のウェブの層を示す写真である。
【発明を実施するための形態】
【0019】
「撚糸のウェブ」では、糸は、ウェブの表面に平行に測定した糸幅の両側の糸端路の長さの差を少なくとも補償するように撚られている。湾曲区域については、撚糸のウェブの糸(単数又は複数)は、各糸に対して、糸幅の両側にあり、長さの異なる糸端路の湾曲経路を描くことになろう。この湾曲経路は、それに隣接する糸により画定される平面内に含まれる。特に、本質的に平面的な部品の場合、湾曲区域に隣接する領域については、「撚糸のウェブ」の層が湾曲縁に垂直な平面内において伸びるように位置させると良い。かくして、「撚糸のウェブ」の糸に掛けられる撚りによって、撚りがなければ普通見出されるはずの過剰長さによる波打ちを回避することが可能になる。本発明において、撚りを掛けることにより、非撚糸の配置に伴って見出される波打ちを回避することが可能になる。
【0020】
図2は、2枚の写真を示し、図2Aは、非撚糸の配置で得られる層を表すのに対して、図2Bは、撚糸の配置で得られる層を表す。後者の場合、得られる層は、撚りによって糸内部のフィラメントの長さの均一性を達成することが可能になるので、より均一で波打ちがない。
【0021】
実際には、糸は、一般に、一群の糸又はフィラメントで構成され、炭素糸の場合は3000〜80000本のフィラメントを一般に含み、有利には12000〜24000本のフィラメントを含む。本発明に関して使用される強化糸は、好ましくは、炭素、セラミックス、ガラス、シリカ、玄武岩若しくはアラミドの中から選択される材料、又は複合材料の分野で使用される、他のあらゆる材料からできており、その繊維は天然でも合成でもよい。とは言え、炭素が特に好ましい。使用可能なセラミックスは、特に炭化ケイ素及び耐火性酸化物、例えば、アルミナ、ジルコニアなどである。本発明において特に好ましく、3〜24Kの炭素糸が使用される。構成繊維は、不連続、スプリット、又は好ましくは連続の繊維とすることができる。使用される糸は、一般に、本質的に円形の横断面を有し(円形糸と称する)、又は好ましくは、本質的に平行六面体若しくは楕円形である(偏平糸と称する)。このような糸は、ある一定の幅及び厚さを有する。例えば、撚りを掛ける前の200テックス番手を有する3K炭素偏平糸は、一般に1〜3mmの幅を有し、446テックス番手を有する12K炭素偏平糸は、2〜5mmの幅を有し、800テックス番手を有する12K炭素偏平糸は、3〜7mmの幅を有し、1600テックス番手を有する24K炭素偏平糸は、5〜12mmの幅を有し、1040テックス番手を有する24K炭素偏平糸は5〜10mmの幅を有する。それゆえ、フィラメントが3000〜24000本の炭素偏平糸は、1〜12mmの幅を有することが最も多かろう。炭素糸には、引張弾性率が220〜241GPa、引張破断応力が3450〜4830MPaの高抵抗(HR)糸、引張弾性率が290〜297GPa、引張破断応力が3450〜6200MPaの中弾性(IM)糸、及び引張弾性率が345〜448GPa、引張破断応力が3450〜5520Paの範囲にある高弾性(HM)糸が含まれる(ASM Handbook、ISBN 0−87170−703−9、ASM International 2001による)。
【0022】
このような結果、即ち「撚糸のウェブ」内部に波打ちがない状態は、例えば、強化糸(単数又は複数)が5〜100回/m、好ましくは10〜80回/mの撚りを有する撚糸のウェブを使用することにより、達成することができる。
【0023】
第1の変形実施形態によれば、「撚糸のウェブ」は、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、10〜70回/m、好ましくは15〜40回/mの撚りを有する少なくとも1の200テックスの3K炭素糸を用いて得ることができる。
【0024】
別の変形実施形態によれば、「撚糸のウェブ」は、特に糸経路の最小内側半径が10mm〜500mmに及ぶ範囲に入る場合には、15〜80回/m、好ましくは50〜70回/mの撚りを有する少なくとも1の223テックスの6K炭素糸を用いて得ることができる。
【0025】
更に別の変形実施形態によれば、「撚糸のウェブ」は、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、15〜80回/m、好ましくは40〜60回/mの撚りを有する少なくとも1の400テックスの6K炭素糸を用いて得ることができる。
【0026】
更に別の変形実施形態によれば、「撚糸のウェブ」は、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、10〜80回/m、好ましくは10〜60回/mの撚りを有する少なくとも1の446テックスの12K炭素糸を用いて得ることができる。
【0027】
50mm未満の最小内側半径に対しては、40回/m超、特に60回/m又はそれ以下が好ましく適用される。50mm超の最小内側半径に対しては、40回/m以下、特に10〜40回/mが好ましく適用される。
【0028】
更に別の変形実施形態によれば、「撚糸のウェブ」は、特に糸経路の最小内側半径が20〜150mmの範囲に入る場合には、10〜40回/m、好ましくは10〜25回/mの撚りを有する少なくとも1の1040テックスの24K炭素糸を用いて得ることができる。とりわけ、糸経路の最小内側半径が20〜40mmの範囲にある場合には、撚りは20回/m超とすると良く、その内側半径が40mmを超える場合には、撚りを20回/m又はそれ以下とすると良い。
【0029】
別の具体的な実施態様によれば、「撚糸のウェブ」は1又は一群の強化糸から製造し得るが、その撚りはS撚りでもZ撚りでもよく、糸(単数又は複数)経路の湾曲区域上に「撚糸のウェブ」を時計回り方向に製造する際に配置を行う場合にはS撚りが好ましい。S撚り又はZ撚りの意味に関する定義については、Handbook of Weaving、16〜17頁、Sabit Adanur教授著、繊維工学科、Auburn、米国、ISBN 1−58716−013−7を参照すると良い。
【0030】
本発明の好ましい実施態様では、層は、以下の材料:炭素、ガラス、アラミド、シリカ、セラミック、玄武岩及びそれらの混合物から選択された材料の強化糸から構成される。
【0031】
本発明の他の好ましい実施態様では、層は、ウェブを形成する少なくとも1の強化糸で構成され、各層の一体性は、織物の場合には糸の位置決めにより、又は一方向若しくは多軸の場合には、縫い合せ、又は、熱硬化性ポリマー、熱可塑性ポリマー及び前記ポリマーの混合物から選択され、必要により粉末若しくは自己接着性樹脂若しくはホットメルトの形態をしたポリマー結合剤を用いた接着により、直接に保証することができる。撚糸のウェブの層の場合、糸同士はウェブ内において、接着作用を示すポリマー結合剤で相互に結合している。
【0032】
本発明の実施形態によれば、層の集合体は、全層重量(即ち、強化糸とポリマー結合剤の和)に対して、0.1〜25%、有利には3〜10%の範囲にあるポリマー結合剤の重量比率(%)を有する。
【0033】
本発明の別の実施形態によれば、層の集合体は、全層重量(即ち、強化糸とポリマー結合剤の和)に対して、20〜60%、有利には30〜40%の範囲にあるポリマー結合剤の重量比率(%)を有する。
【0034】
このような比率は、層の集合体全体に対するものであるが、各層が、ポリマー結合剤の異なる比率を有する可能性は当然ある。とは言え、有利には、各層が含有する結合剤の比率(%)を相対的に均一とすると良い。
【0035】
本発明の変形実施形態によれば、本発明による方法は、開口部を画定する湾曲縁を含む複合部品の製造に使用され、当該湾曲縁に隣接する少なくとも1の区域上において、「撚糸のウェブ」と称され、湾曲縁に本質的に平行な経路に沿って伸びる、少なくとも1の強化撚糸で構成されるウェブを含む、少なくとも1層の複合材料に対する少なくとも1のドレープ又は重ね合せステップを含む。
【0036】
このような部品を得るためには、特に、撚糸のウェブは、相互に本質的に平行な経路に沿って縁同士を合わせて配置された単一の撚糸、又は、本質的に相互平行的にかつ連結的に伸びる一群の撚糸で構成される。
【0037】
特定の実施形態によれば、「撚糸のウェブ」は、撚糸の螺旋で構成され、巻きの各々がその後続の巻きと連結されている。
【0038】
特に、「撚糸のウェブ」は、相互に本質的に平行な経路に沿って縁同士を合わせて配置された単一の撚糸、又は、本質的に相互平行的にかつ連結的に(バンチング点は除いて)伸びる一群の撚糸で構成される。使用する糸の坪量、番手及び撚りで許容される可能性に応じて、糸は、隣接する2本の糸の間隙を最小化し、更になお間隙をなくすように位置決めされる。当該層が湾曲状リボンの形状を取る、このような実施形態の一例は、例えば図3に概略的に図示されている。実施形態の一例によれば、糸は、巻きの各々がその後続の巻きと端同士を合わせて配置された、撚糸の螺旋を形成するように配置される。当該層が円板の形状を取る、このような実施形態の一例は、例えば図4に概略的に図示されている。このような「撚りウェブ」は、非平面性表面上に、又は、製造する複合部品が本質的に平面性表面を有するときには、好ましくは平面性表面上に、撚糸を配置させることにより得ることができる。
【0039】
本発明に関しては、その方法は、その他の層、例えば、一方向ウェブ、多軸ウェブ、及び/又は織物の層を重ね合わせるか、又はドレープさせるステップを含む。このような層は、特に部品の湾曲区域又は湾曲縁で、所望の形状を有するように切断される。「撚糸のウェブ」の層は、その他の層と交互に重ねることができ、又は、「撚糸のウェブ」の層を、一連のその他の2層、3層、4層若しくはそれ以上の層の間に挿入することができる。湾曲区域では、「撚糸のウェブ」の1層又は複数層を重ね合わせ、又はドレープさせると良い。「撚糸のウェブ」の層(単数若しくは複数)は、局所的に、即ち、湾曲縁に隣接する区域の近傍においてのみ、又は、部品の全長に亘って位置決めすることができる。
【0040】
有利には、一方向ウェブ又は織物の層を重ね合わせ又はドレープさせるステップは、複合部品の主軸に対して0°、45°及び135°(但し45°及び135°は同率)並びに90°の角度を形成する方向に配向され、複合部品内の繊維の重量比率(%)が25/50/25、40/40/20、50/40/10又は10/80/10となるように、ウェブ糸を配向させることによって行われる。部品の主軸は、一般に部品の最大軸である。0°がこの軸と一致し、角度45°、35°及び90°は図5に表されている。大部分の場合、45°及び35°配向に対応する比率(%)は、これら2つの配向間で等しく分配される。40/40/20、50/40/10配向を選定することにより、部品が受ける応力及び所望の重量増に応じて、得られる部品性能を最適化することが可能になる。25/50/25配向では、直接法又は間接法を問わず、得られる部品は準等方性であり、優先される方向は存在しない。間接法により部品を得るためには、主として40/40/20配向を、例えば134g/m2、194g/m2又は268g/m2のような予備含浸された一方向ウェブの層について使用すると良い。直接法又は間接法により部品を得るためには、主として50/40/10配向を、多軸又は織物の層について使用すると良い。50/40/10のドレープも、220g/m2以下の坪量を有するウェブに対して使用することができるであろう。10/80/10配向は、強く配向した部品を生成し、例えば、強い捻り荷重を受ける梁や桁のような用途に使用すると良い。
【0041】
本発明による方法は、開口部の縁部に配置するように設計される、又は打抜き区域、局所的湾曲強化を要する部品、若しくは局所的湾曲強化を要する開口部を含んだ部品の強化に役立つ、あらゆる種類の強化要素、例えばドアコーナー、跳上げドア、マンホール若しくはアクセスドア、ポートホールフレーム若しくは風防フレーム、連接棒軸受、ロッドリンク、組立用ボア、取付部品、又は取付区域などの他のあらゆる負荷入力区域を含む部品用のフレーム強化要素の製造に使用し得る。
【0042】
本発明の主題は、本発明による方法により得られる複合部品でもある。
【0043】
特に本発明は、ポリマーマトリックス中に少なくとも部分的に含まれる、多層強化糸のウェブ集合体から構成され、少なくとも1の湾曲区域を有する複合部品において、湾曲区域に隣接する少なくとも1の区域が、「撚糸のウェブ」と称する、少なくとも1の強化撚糸で構成されるウェブを含むことを特徴とする、複合部品にも関する。
【0044】
具体的な実施形態によれば、当該湾曲区域は部品の湾曲縁に対応し、撚糸のウェブの撚糸はその湾曲縁に本質的に平行な経路に沿って伸びている。このような実施態様は、例えば図6に図示されている。「撚糸のウェブ」2の外縁1は、該ウェブがその上に重ね合わされている他のウェブ41〜4nの外縁部31〜3nと共に、部品Iの湾曲縁5を構成する。特に、本質的に平面性部品の場合、「撚糸のウェブ」は、湾曲縁に対して本質的に垂直な平面において伸びるように位置決めされる。「撚糸のウェブ」(単数又は複数)は、局所的に、即ち、後述する例3a)の場合のように、部品の湾曲区域又は縁部に隣接する領域の近傍だけに位置決めすることができ、或いは又、該ウェブを部品の全表面に亘って広げてもよい。
【0045】
有利には、各「撚糸のウェブ」は、同一の糸、又はすべて本質的に同じ組成、長さ及び撚りを有する一群の糸で構成される。本発明による方法について上述した全ての変形形態は、必要な変更を加えれば、本発明による複合部品にも当てはまる。
【0046】
先ず、「撚糸のウェブ」の層の構成について、詳細に説明する。本発明に関しては、「撚糸のウェブ」の層を製造するためには、配置の前に所定の撚りを糸に掛ける。かかる撚りは、例えば、撚糸装置によって得ることができる。理論上は、フィラメントの過剰長さを避けるため、糸が辿る異なる端路(糸の外縁経路に相当する)の経路の長さに沿って分配する、1回転の撚りを掛ければ十分であろう。実際上は、配置させたときの糸の接着及び糸の内部のフィラメントの再編成によって、経路長当たり1回転の異なる撚りを掛けることが可能になる。例えば、5〜100回/m、好ましくは10〜80回/mの撚りを掛けると良い。
【0047】
より具体的な例として、200テックス番手の3K炭素糸の場合、10〜70回/m、好ましくは15〜40回/mの撚りを掛け、223テックスの6K炭素糸の場合、15〜80回/m、好ましくは50〜70回/mの撚りを掛け、400テックスの6K炭素糸の場合、15〜80回/m、好ましくは40〜60回/mの撚りを掛け、446テックスの12K炭素糸の場合、10〜80回/m、好ましくは10〜60回/mの撚りを掛け、1040テックスの24K炭素糸の場合、10〜40回/m、好ましくは10〜25回/mの撚りを掛けると良い。
【0048】
糸の幅及び番手は、糸の測定平均幅又は供給業者のデータに対応する。糸の内側経路の最小半径は、以下のように求められる。糸の全経路に沿い、配置表面上の経路が直線的でない各区域について、糸の内側経路T1の半径を計算し、当該区域の集合に対して得られた最小半径を取る。相互に平行な一群の糸を同時又は逐次に配置する際、同一の撚りを各糸に掛けると良い。
【0049】
掛けられる撚りは、製造される「撚糸のウェブ」の集合についての糸(単数又は複数)の最小内側半径(糸の内縁部が辿る最小半径)及び最大外側半径(糸の外縁部が辿る最大半径)、連続する2糸間に空いた空間、並びに糸の番手及び所望の炭素表面密度に応じて、当業者が調節すると良い。好ましくは、波打ちを最小限にし、更に又、完全に防止するために十分ではあるが、得られる材料の機械的性能を最適化するためには可能な限り弱い撚りを掛けると良い。
【0050】
「撚糸のウェブ」は、固定点を最小限にするのに必要最低限の糸で得るのが好ましい。複数の糸を相互に平行に、同時又は逐次に配置する際、好ましくは「撚糸のウェブ」を構成する全ての糸に、同一の撚りを個別に掛けると良い。掛けるべき撚りを決定するために、好ましくは、最小の内側曲率半径を示す糸経路に十分な配置を得るのに必要な撚りを糸の集合体に掛けると良く、この撚りは、糸(又はその他の糸)がより大きい内側曲率半径を有する経路部分において波打ちなしに配置を得るのに必然的に十分である。特に、最大外側半径の近傍区域において、糸同士間に空間がないことに特に注意を払うと良い。
【0051】
「撚糸のウェブ」の層を製造する場合には、糸(単数又は複数)は配置表面上に配置される。配置表面上における糸同士の結合は、ポリマー結合剤を用いた接着により実現される。縫い合せ又は編み合せによっては結合は生み出されない。ポリマー結合剤とは、ポリマー若しくはポリマー混合物、特に熱可塑性ポリマー又は硬化剤及び/若しくは促進剤を含んでもよい熱硬化系を含有するポリマー組成物を意味する。ポリマー結合剤は、糸を配置させる表面に糸を結合するのにちょうど十分な量で、又は最終的な複合部品中のマトリックスの役割を果たすのにも十分な量で使用することができる。その場合、結合剤は、繊維強化材の全重量(即ち、強化糸とポリマー結合剤との和)の20〜60%、好ましくは30〜40%を占める。ポリマー結合剤は、特に粉末、フィルム、織布又はホットメルト接着糸の形態を取ることができる。
【0052】
当該層は、所望の結合剤比率(%)を用いて直接得てもよいし、或いはまた、それをドレープさせる若しくは重ね合わせる前に、使用する熱硬化性若しくは熱可塑性樹脂又は両者の混合物の特質により、当業者に公知の温度・圧力サイクルに従って、所望の比率(%)を得るために含浸する中間ステップを設けてもよい。一定の場合、特に織布又はフィルムを使用する場合、ポリマー結合剤量が最終の所望量に一致している場合でも、糸を含浸するように、熱処理の中間ステップを行うことも可能である。
【0053】
本発明に関して使用される「撚糸のウェブ」の好ましい実施形態によれば、糸は配置前に乾燥状態にすることができる。即ち、糸は、撚糸装置に入る前にも、又は好ましくは配置する前にも、いかなるポリマー結合剤で含浸されることも、コーティングされることも、結合されることもない。実際に有利には、糸の配置制御を改善するには、該結合剤は乾燥糸上に施すと良い。また、撚糸は、重量の少なくとも98%を占める繊維又はフィラメントで本質的に構成され、標準的潤滑剤の重量比率(%)は、糸重量の多くとも2%を占めることとすることができる。この場合、ポリマー結合剤は、例えば、配置前に又は配置中に、配置表面上に施される。したがって、配置表面は、フィルム、織布又はポリマー結合剤粉末で覆うことができる。
【0054】
「撚糸のウェブ」の層の好ましい一実施形態によれば、ポリマー結合剤として、熱可塑性粉末若しくは熱硬化性粉末、或いは両者の混合物が使用される。使用可能な熱可塑性粉末には、非限定的な例として、ポリオレフィン、ポリアミド、ポリエーテルスルホン(PES)、ポリフェニレンスルフィド(PPS)、ポリエーテルエーテルケトン(PEEK)又はポリエーテルイミド(PEI)を挙げることができ、一方、熱硬化性粉末には、非限定的な例として、硬化剤を含んでいてもよいエポキシドポリマー粉末、フェノール系粉末、ポリエステル粉末を挙げることができる。このような場合、該方法には、強化糸の配置区域に加熱を行うことが予定される。この加熱は、糸配置装置に組み込まれた抵抗加熱器を用いて強化糸の配置点に対して、又は強化糸の配置区域に向けた熱放射源によって行うことができる。
【0055】
「撚糸のウェブ」の層を製造するために、ポリマー結合剤で少なくとも部分的に覆われた一時的支持体表面を予め使用することもできるが、当該ポリマー結合剤は、熱可塑性及び熱硬化性粉末、場合によりそれらの混合物、自己接着剤又はホットメルト接着剤、熱可塑性及び熱硬化性薄膜、場合によりそれらの混合物から選択され、熱活性化が必要である。
【0056】
「撚糸のウェブ」の層を製造するためには、ポリマー結合剤として、上記粉末と化学的性質が同じであり、「ホットメルト」とも称される溶融形態で用いられる接着剤を使用することも可能である。その際、このホットメルト樹脂は、強化糸の配置中及び強化糸配置前に、又は先行する工程において配置支持体上に配置される。
【0057】
別の実施態様によれば、「撚糸のウェブ」の層を製造するために、ポリマー結合剤として、少なくとも1種の接着性樹脂の溶液又は粉末性乳濁液が、使用されるが、当該接着性樹脂は、以下に限られるわけではないが、例えば、ポリアクリル、ポリビニル又はポリウレタン樹脂などである。
【0058】
好ましいとは言えないものの、別の実施態様によれば、「撚糸のウェブ」層を製造するために、糸を配置前にポリマー結合剤と結合させることができる。これは、熱可塑性糸で強化糸を被覆し、次いでそれを配置点で加熱することにより行うことができる。熱可塑性糸は、任意の適当な特性のものでよく、例えば、下記に限られるわけではないが、ポリアミド、ポリオレフィン、ポリエーテルスルホン(PES)、ポリエーテルエーテルケトン(PEEK)、ポリ(フェニレンスルフィド)(PPS)又はポリエーテルイミド(PEI)を含む。強化糸と密接に結合するポリマー結合剤を使用して、ハイブリッド強化糸を形成することも可能である。したがって、ポリマー結合剤として、上記の熱可塑性糸と性質が同じ、熱可塑性材料又は例えばフェノキシ系の熱硬化性材料のフィラメントを用い、次いでそれを強化材のフィラメントと混合し、次いで混合物を紡糸してハイブリッド強化糸を形成することが可能である。
【0059】
「撚糸のウェブ」の層を製造する場合、強化糸は、好ましくは連続的に配置され、又は反対に、不連続セグメントとして配置される。
【0060】
例えば螺旋状の糸配置の場合、切断点を最少化し、更にまた回避するように、糸の最大長に対して連続的に糸を配置させることが有利である。実施形態の一例によれば、糸は、巻きの各々がその後続の巻きと端同士を合わせて配置された、撚糸の螺旋を形成するように配置される。「撚糸のウェブ」が円板形状を取るこのような実施形態の一例が、例えば図4に概略的に図示されている。直線部及びいわゆるコーナー部を有し、湾曲リボンの形態を取り、糸が図2B又は3に示すように円弧部に沿って配置されている「撚糸のウェブ」の実施形態の場合、所望の「撚糸のウェブ」の幅を一度でカバーするように、一群の平行糸を同時に配置することが有用となり得る。
【0061】
「撚糸のウェブ」の層を製造する際に、糸に所望の経路を精密に与え、その経路を配置後に保持するためには、糸は、静止状態で配置されるように、配置点まで張力を掛けずに、又は最小限の張力で供給すると良い。
【0062】
「撚糸のウェブ」の層を製造する際に、強化糸の特性及び使用するポリマー結合剤に応じ、0.01バール〜30バール、好ましくは0.1バール〜1バールの圧力を、配置の際の強化糸に掛けると良い。同様に、使用するポリマー結合剤の特性及び強化糸の性質に応じ、より具体的には、熱可塑性又は熱接着性のポリマー結合剤を使用する場合には、強化糸の配置点を、50℃〜450℃、好ましくは50℃〜150℃の温度に加熱すると良い。
【0063】
複合部品の製造には、「撚糸のウェブ」の層(単数又は複数)以外に、他の層をドレープさせ、重ね合わせることが必要である。他の層、特に、一方向又は多軸ウェブを含む層については、糸は、ほとんどの場合、縫い合せによって、又は上述したようなポリマー結合剤による接着によって、各層内で結合すると良い。ポリマー結合剤の重量比率(%)は、最終部品を製造するために選択される直接法又は間接法に応じて選択される。織物ウェブ層の場合、ウェブの結合が織りによって保証できるので、ポリマー結合剤は必要ない。上記結合剤は、必要であれば、直接法の場合はプリフォームの中間製造時に、又は間接法の場合はポリマー結合剤の常温における粘着性(「タック」と通称される)により、層同士間の保持を保証することもできる。
【0064】
次に、層集合体中のポリマー結合剤の量が、ポリマーマトリックスを得るのに十分でないならば(直接法の場合)、熱可塑性、熱硬化型又は両者の混合物の樹脂又はマトリックスを添加する。その方法は、例えば、各層を含有する金型内への射出(「RTM」法、英語のResin Transfer Moldingから)、注入(金型内へ各層の厚さを通して注入、即ち、「LRI」法、英語のLiquid Resin Infusionから、又は「RFI」法、英語のResin Film Infusionから)、又は、使用される型枠上に連続的に行う各層上へのローラー又はブラシによる手動の塗布/含浸による。使用するマトリックスは、ポリマー結合剤と同じ性質のもの、又は少なくともこれと相容性のあるものとすることができる。使用する異なった層が予備含浸され、部品の製造に十分な量のポリマー結合剤を含有するならば、ポリマーマトリックスが予備含浸された層中に存在するポリマー結合剤によって構成されるので、追加のポリマーマトリックスを添加する必要はない。予備含浸層に所望量のポリマー結合剤を直接与えることもでき、又は、熱硬化性樹脂、熱可塑性樹脂若しくは両者の混合物の性質によっては、当業者に公知の温度・圧力サイクルに従う中間含浸ステップにおいて、前記層にドレープ若しくは重ね合せを施すこともできる。一定の場合には、特に織布又はフィルムを使用する場合、ポリマー結合剤の量が最終的な所望量にたとえ一致していても、糸を含浸するため、中間熱処理ステップを行うことも可能である。
【0065】
こうして熱処理ステップの後に、複合部品が得られる。
【0066】
最後に、熱硬化性マトリックスについては、複合部品は、ポリマー供給業者により推奨され、当業者に公知のポリマー熱処理の慣用サイクルに従って得られる。対応する熱硬化ポリマーを生じるこの後続する熱処理ステップは、従来技術による複合部品を製造するための各種方法において従来から使用されている。
【0067】
熱可塑性ポリマーについては、複合部品は、一般に、ポリマー供給業者により推奨され、当業者に公知の当該ポリマーの慣用固結サイクルにより、高温、特に融点より高い温度での熱処理を施して得られる。
【0068】
以下の例は、本発明を例示する。
【0069】
(例1)「撚糸のウェブ」の層の製造
図4の概略図又は図7の写真に表したような、15mmの内径Di及び外径Deを有する螺旋を、50回/mの撚りで撚った200テックスの3K炭素糸(Tenax製HTA5131)を配置することにより製造する。連続平均二経路間の配置間隔pは0.98mmである。糸は、硬化剤を含有するエポキシ樹脂(Hexcel製E01)で15g/m2に粉末処理したシリコンペーパー上の螺旋に従って配置する。得られた層は0.2mmの厚さを有する。
【0070】
図8に示す装置を用意する。糸Fを、張力を掛けずに、温度300℃の抵抗加熱器12を組込んだ配置フィンガー11で供給する。糸は、半径2mmのアプリケータローラー13により、接触圧10KPaで表面上に適用される。糸の回転速度は、配置フィンガーの前進速度の20mm/sと同調させる。配置点の後方では、冷却エレメント14を、糸に10KPaの圧力が掛かるように糸上に当てる。
【0071】
同様にして、図4の概略図で示し、図17の写真に部分的に示したような、40mmの内径Di及び外径Deを有する螺旋を、22回/mの撚りで撚った1040テックスの24K炭素糸(Toray製T800S)を配置することにより製造する。連続平均二経路間の配置間隔pは3.88mmである。糸は、表面密度72g/m2のエポキシ樹脂フィルム(Hexcel製Hexply M21)上に螺旋に従って配置する。得られたプリフォームは0.25mmの平均厚さを有する。
【0072】
(例2)「撚糸のウェブ」の層の製造
上記装置に相似の、糸23本の同時配置が可能な装置を用いて、図3の概略表示に図示されるような、ドアコーナー強化用の「撚糸のウェブ」の層を得る。すなわち、角度90°で、内径95mm及び外径475mmを有する円弧を、17回/mの撚りで撚った446テックスの12K炭素糸(Hexcel製IM7−6000)を配置させることにより製造する。連続する糸2本の中央繊維間の間隔である配置間隔は1.65mmである。配置は、表面密度72g/m2のエポキシ樹脂フィルム(Hexcel製Hexply8852)上に行う。
【0073】
得られた層は0.25mmの平均厚さを有する。
【0074】
(例3)連接棒軸受型部品の製造
本発明の方法に従って部品を製造し、その機械的性質を他の方法で得た3種の他の部品と比較する。
【0075】
a)本発明の方法に従って製造した連接棒軸受
図9A及び図9Bに表した部品に一致する部品を、一方向ウェブ層及び例1に従って製造した「撚糸のウェブ」の層を、2つの開口部100及び101において繊維配向50/40/10が得られるようにドレープさせることにより製造する。
【0076】
27層の撚糸のウェブの層を使用する。すなわち、このような層は、硬化剤を含有するエポキシ樹脂(Hexcel製E01)で10g/m2に粉末処理したシリコンペーパー上に、22mmの内径を有し、図10に示すように外径を変化させた、3K炭素糸HTA5131を205g/m2の螺旋に配置することにより得られる。配置物は、次いで、同じシリコンペーパーで被覆する。この2枚のペーパーは、当然ながら、ドレープさせる前に除く。
【0077】
使用する一方向ウェブは、6K炭素糸HTA5131を原料として構成され、264g/m2又は105g/m2の表面重量を有する。ウェブの一面上に、炭素糸に対して横方向に伸びるポリエステル系の熱接着性糸を、50mmの間隔で配置する。炭素糸ウェブと熱接着性糸との集合体の面の各々を、エポキシ樹脂粉末E01(Hexcel)で、10g/m2を2回の割合で被覆する。
【0078】
このような一方向ウェブは、以下の表1に示す、1053g/m2に相当するシーケンスAに従って重ね合わせる。
【表1】
【0079】
シーケンスAを14回及び「撚糸のウェブ」の層を27層重ね合わせることにより、複合部品を得る。得られる積層を示した図10に示すように、「撚糸のウェブ」の層はシーケンスAの中に挿入する。
【0080】
b)比較例C1
図11に示した部品に一致する部品を、織物の層を、繊維配向50/40/10が得られるようにドレープさせることにより得る。
【0081】
使用した織物層は、以下の通りである。
■ 織物B(Hexcel E01で10g/m2に粉末処理した、縦糸及び横糸が3K HR炭素糸の205g/m2のタフタ)
■ 織物C(Hexcel E01で2×10g/m2に粉末処理した、縦糸が6K HR炭素糸、横糸がガラスE 34テックスの、290g/m2の一方向タフタ)
【0082】
以下の表2は、使用した層のいろいろを示す。
【表2】
【0083】
以下の表3は、部品を製造するために行われた重ね合せステップを示す。
【表3】
【0084】
c)比較例C2
図11に示した部品に一致する部品を、一方向ウェブの層を、例3a)に記載したように、シーケンスAを19回重ね合わせることにより、繊維配向50/40/10が得られるようにドレープさせることによって得る。
【0085】
d)比較例C3
図9A及び図9Bに表した部品に一致する部品を、2つの開口部100及び101における「撚糸のウェブ」の層を、205g/m2の織物B(タフタ205g/m2、3K HR)E01 2×10g/m2の織物ウェブから切り出した、22mmの内径を有し、図12に示すように外径を変化させた円板で置き換え、例3a)に従い、繊維配向50/40/10が得られるように製造する。
【0086】
円板の配向、その外径の変化及び製造される積層体を図12に示す。
【0087】
上記の例の各々について、重ね合せステップを、製造する部品に適合した形態を有する二分割金型中で行い、次いで最終部品を、RTM法に従って以下の逐次ステップを適用することにより得る。
▲ 射出前
・ 金型の一端に真空ポンプを接続して、樹脂の好ましい経路を認めるためのプリフォームの緊密性を保証する
・ 加圧下での温度の上昇:5℃/分
▲ 射出
・ 射出は、Hexcel RTM6樹脂を用いて金型上に設けられたストッパーを介して遂行する。
・ 入側圧力:2.5bar
・ 出側真空度:5mbar
▲ 焼成
・
・ 焼成:180℃で2時間
▲ 脱金型前の冷却
・ 冷却速度:5℃/分
【0088】
得られた最終部品は、表4に示す以下の特性を有する。
【表4】
【0089】
機械的試験は、部品ごとに、2個の保持ジョー間での部品の保持を可能にするネジで連結された、その2個のジョーの間に部品を挟んで行う。図13に示すような装置を用いて、引張荷重を部品に掛ける。非変形性接着リボン111上に設けられた参照ゲージ110を、図14に図示するように、部品上に直接配置した目印113と一致するように、接着剤を用いて部品の側縁部112上に位置決めする。次いで、接着リボンを取り除くが、そのときゲージは部品に接着したまま残る。次に、図15に示すように、部品123の両面の中心部にガラスはさみ具121及び122を接着する。そのはさみ具は、部品の中心部をはめ込まれた状態に保つのに役立つ。そのはさみ具は、参照符号Hexcel 914/644のガラス製である。接着剤はStructil Hysol(登録商標)EA9321である。接着剤は、室温で10日間重合する。
【0090】
試験は、以下の通りに行う。
▲ 試験条件
■ Dartec 30T Sensor 10T
■ 変形データ取得計器 HBM Spider 8
■ Vishayゲージ 062UW 350
■ 横方向進行速度:0.016mm/秒、即ち0.96mm/分
▲ プロセス
■ 保持ジョー間の部品の配置
ネジ6本をトルク10DaN/ネジで締め付け
■ 取付具中への「保持ジョー+部品」の配置
■ Z.O.及び視覚化用具に接合したチタン軸の設置を可能にするためのDartec横木の位置決め
■ ゲージの変形をゼロに設定
■ 引張試験の開始
【0091】
得られた機械的試験結果を下記の表5に示す。
【表5】
【0092】
図16A及び16Bは、引張試験後の、それぞれ比較例C1及び本発明による部品の写真を表す。
【0093】
撚糸の機械的性質は、引張試験とは別に確認した。試験は、表6に表示した標準試験に従って行い、試験片は、268g/m2の炭素糸Hexcel IMA GS 12K、ロット番号3733−6Gを、樹脂すなわちHexcel M21E、ロット番号71087−71088で含浸した、一方向予備含浸材をベースに調製した。試験板の製造に用いた予備含浸ウェブは、非撚糸及び本発明の方法に従って17回/mで撚った撚糸で製造した。
【0094】
これらのウェブは、重ね合わせた後、引用した規格に記載の推奨に従って焼成した。
ロット1は、非撚糸の使用に対応する。
ロット2は、17回転/mで撚った撚糸の使用に対応する。
表6は、行った試験及び得られた結果を示す。
【表6】
【0095】
表示した値は、60%の繊維の体積比に規格化し、非撚糸の場合に得られた値に対して規格化されている。
【0096】
糸を17回/mで撚ったとき、機械的性質の有意な低下が認められない。
【技術分野】
【0001】
本発明は複合部品の技術分野に関する。本発明の主題は、ポリマーマトリックス内に少なくとも部分的に含まれる強化糸の多層ウェブ集合体を含み、少なくとも1の湾曲区域を有する複合部品を製造する方法である。とりわけ、本発明は、自動車、航空機又は造船産業において使用される複合部品の分野に応用される。
【背景技術】
【0002】
複合部品又は複合品、即ち、一方では単数又は複数の繊維強化材又はウェブ、他方では熱可塑性、熱硬化性樹脂又は双方の混合物のマトリックスを含有する複合部品又は複合品の製作は、例えば、いわゆる「直接」法又はいわゆる「間接」法により実現できる。直接法は、単数又は複数の繊維強化材を「乾燥」状態で(即ち、最終的なマトリックスのないまま)調製し、熱可塑性若しくは熱硬化性樹脂すなわちマトリックス、又は双方の混合物は、例えば、繊維強化材を入れた金型内への射出(「RTM」法、英語のResin Transfer Moldingから)、注入(金型内へ繊維強化材の厚さを通して注入:「LRI」法、英語のLiquid Resin Infusionから又は「RFI」法、英語のResin Film Infusionから)、或いは又は、繊維強化材のそれぞれの単位層上にローラー若しくは刷毛での人手による塗布/含浸によって金型上に連続的に施用することと定義される。間接法は、成形に先立ち、まず繊維及び樹脂を合わせることと定義され、このように調製された繊維強化材を予備含浸されていると呼ぶ。
【0003】
RTM法、LRI法又はRFI法の場合、先ず所望の最終製品の形態に繊維プリフォームを作り、次いでそのプリフォームを熱可塑性若しくは熱硬化性樹脂又は双方の混合物で含浸することが一般に必要である。その樹脂は、圧力差によって射出又は注入した後、加熱圧縮することにより、重合後に硬化させる。直接法に適合した繊維強化材では、一般に、強化糸同士を接合して、部品に一体性を付与し、次いで、ポリマー結合剤で接着することによりプリフォームと称するが、繊維強化材(即ち、強化糸とポリマー結合剤との和)の全重量に対する該結合剤の重量比率(%)は、0.1%〜25%、有利には3%〜10%に変動する。間接法に適合する予備含浸材の場合、結合剤自体は、繊維強化材(即ち、強化糸とポリマー結合剤との和)の全重量の20%〜60%、好ましくは30%〜40%を占める。
【発明の概要】
【発明が解決しようとする課題】
【0004】
自動車、航空機又は造船産業で使用される複合部品は特に、機械的性質に関して非常に厳格な要件を受ける。
【0005】
特に、航空機、航空宇宙機及び自動車での分野に対しては、プリフォームが時に必要であり、この少なくとも一部は、例えば環状若しくは楕円形状の開口の外形を構成することが意図される。それは、例えば、シャーシ、ノズル、ジェット吸気口、又は任意の種類の、開口の周囲に配置されるか若しくは打ち抜き部品のような穴開き部分の補強に役立つことが意図される強化要素、ストラップ、ドアコーナーフレーム、ポートホール若しくは風防フレーム、マンホールなどの強化要素を構成するような場合である。
【0006】
このような部品は、一方向に又は多軸的に伸び、或いは、縫糸により、又は、特に粉末、フィルム、織布若しくはホットメルト結合剤の糸の形態をしたポリマー結合剤により、糸同士がウェブ内で結合し得る織物を形成している、糸のウェブを従来から含み得る各層をドレープさせたり、重ね合わせたりすることによって、従来から得られている。例えば、各層は、配置表面上に糸を配置させることにより得ることができる。
【0007】
複合材分野では、上記の糸は、本質的に相互に平行に伸びるフィラメントの集合から構成されている。したがって、糸はある一定の幅を有する。所望の最終部品に応じて、糸が、湾曲経路、例えば螺旋、楕円の経路、又は相互に0°若しくは180°の異なる角度をつくり、円弧の一部で相互に結合されている、少なくとも2つの主方向に向いた経路を辿るような、ウェブ又は層を配置させることが望まれることもある。また、本発明者らは、平面でも非平面でもあり得る配置表面上において、糸が非直線状の、特に湾曲経路をたどる際に波打ちが認められ、それゆえに配置の不均一性をもたらすことに注目した。本発明者らは、このような波打ちが、糸の2つの端路に位置するフィラメントが異なる長さの経路を辿らねばならないという事実に起因していたことを実証した。このような端路とは、配置表面に平行に測定された糸幅の両側(即ち各最外縁)における、糸が辿る2経路をいう。
【0008】
図1は、円弧の経路に沿って平面上に配置された糸の場合における、この現象を図示したものである。糸Fは、配置表面に平行に測定された幅lを有する。糸Fの中央繊維(又は中線フィラメント)が辿る経路Tは、角度θに亘る半径Rの円弧の一部分である。したがって、糸が辿らねばならない経路の長さは、全幅lに亘って同じではなく、端路T1及びT2は異なる長さを有することは明らかである。
【0009】
実際、円弧の外側にあり、外側又は最大経路と称する経路T2は、半径R2の円弧であり、円弧の内側にあり、内側又は最小経路と称する経路T1は、半径R1の円弧である。したがって、経路T1は、θR1に等しい長さL1を有し、経路T2は、θR2に等しい長さL2を有し、L2はL1より大きい。したがって、内側経路T1については、フィラメントには弾性がないので、実際には長さL2に等しく、その経路より大きい長さL’1を有する結果、フィラメント長さの存在に起因する波打ち現象を配置平面の外部又は内部で起こす。
【0010】
このような凹凸は、機械的応力下で早期の弱点を示すため、得られる部品の機械的性能の低下を招くと思われる。
【課題を解決するための手段】
【0011】
このような背景から、本発明は、このような欠点を解決する、複合部品の製造方法を提供することを提案する。したがって、本発明は、ポリマーマトリックス内に少なくとも部分的に含まれる、多層強化糸ウェブの集合体で構成された複合部品の製造方法であって、前記部品が少なくとも1の湾曲区域を有し、層のドレープ又は重ね合せのステップが行われる方法において、湾曲区域に隣接する少なくとも1の領域において、少なくとも1の重ね合せ又はドレープのステップが、ウェブ表面に平行に測定した糸幅の両側の糸端路がもたらす長さの差を少なくとも補償するように撚られた、少なくとも1の強化糸で構成されるウェブ(撚糸のウェブと称す)を含む複合材料層を用いて実施されることを特徴とする方法に関する。
【0012】
本発明の特定の一実施形態によれば、該湾曲区域は部品の湾曲縁に対応し、撚糸のウェブの撚糸が、湾曲縁に本質的に平行な経路に沿って伸びている。
【0013】
「縁部」は、部品の一端にある外縁、及び開口又は部品内の打抜き区域を画定する内縁の両方のことと理解される。
【0014】
説明を進めると、樹脂又はポリマー結合剤によりその層内で結合され、湾曲区域又は湾曲縁の水準に位置する撚糸で構成された層は、「撚糸のウェブ」の層と称する。「強化撚糸」とは、撚り、つまり、糸の外縁に対する中央糸周りの回転であって、外縁が螺旋経路を描く、即ち、その経路の各点が所与の方向と本質的に一定の角度をなすような回転を掛けた糸のことと理解される。「撚糸のウェブ」の内部では、各糸は個別に撚られている。したがって、その糸が、層(平面のことも非平面のこともある)の表面上で少なくとも1の湾曲区域を有する経路を辿るとき、糸に掛けた撚りは、糸の2端路が異なる長さを有するという事実を補償することを可能にする。該端路は、糸が、ウェブの表面に平行に測定した糸幅の両側において辿る2つの経路を示す。湾曲区域上では、ウェブ表面にある糸の経路の回転軸は、ウェブ表面に接した平面に垂直である。このような撚りを掛けることにより、「撚糸のウェブ」が複数の糸により製造される場合、非撚糸を配置するに従い、その糸又は各糸を構成するフィラメントの規模で発生する波打ちを防止することが可能である。有利には、「撚糸のウェブ」は、全長にわたって撚りが本質的に同一の単糸、又は個別に撚られ、糸同士及びそれらの全長にわたり撚りが本質的に同一の一群の糸から構成される。
【0015】
「糸のウェブ」とは、表面に対して本質的に平行に伸びる糸の集合をいうものと理解される。非限定的な例として、糸のウェブにおいては、例えば、全ての糸が糸同士同じ方向に平行に伸び、而して一方向ウェブを形成する。糸は、少なくとも二方向に、例えば、1つの方向が他の方向に対して直角に伸び、而して多軸ウェブを形成するように配置することができる。糸は、本発明において規定されているように、織物を形成するように配置されてもよく、或いはまた、撚糸のウェブを形成してもよい。
【0016】
層は、糸が、場合により、縫い合せ、又は、特に粉末、フィルム、織布若しくはホットメルト結合剤の糸の形態をしたポリマー結合剤を用いた接着により、ウェブ内で結合してもよい糸のウェブから構成される。
【0017】
添付の図を参照した以下の説明は、本発明の理解を深めることを可能にする。
【図面の簡単な説明】
【0018】
【図1】表面上への非撚糸の配置の場合に、配置表面上に少なくとも1の湾曲区域を有する、配置表面上の経路に沿って観察される波打ち現象の概略を示す図である。
【図2A】非撚糸の場合の図2Bに相当する層を示す写真である。
【図2B】撚糸のウェブの層を示す写真である。
【図3】撚糸のウェブの層を示す上面図である。
【図4】撚糸のウェブの層を示す上面図である。
【図5】部品内の糸の配向を決定するために使用される基準点を表し、0°が部品の主軸に沿って配置されていることを示す図である。
【図6】層を重ね合わせることにより得られる部品を示す図である。
【図7】図4に示す層に相当する、円板形の撚糸のウェブの層を示す写真である。
【図8】撚糸のウェブの配置装置の概略を示す図である。
【図9A】本発明による部品を示す透視図である。
【図9B】図9Aに示す部品の断面XIBを示す図である。
【図10】円板の外径変化、並びに本発明による例3で製造した積層体を表に示す図である。
【図11】本発明による部品を示す透視図である。
【図12】円板の配向、その外径変化、及び比較例C3で製造した積層体を表に示す図である。
【図13】得られた部品の機械的引張性能を試験できる装置の概略を示す図である。
【図14】機械的引張試験の準備段階を示す図である。
【図15】機械的引張試験の準備段階を示す図である。
【図16A】比較例C1及び本発明による部品の機械的引張試験後をそれぞれ示す写真である。
【図16B】比較例C1及び本発明による部品の機械的引張試験後をそれぞれ示す写真である。
【図17】図4に示す層に相当する、円板形の撚糸のウェブの層を示す写真である。
【発明を実施するための形態】
【0019】
「撚糸のウェブ」では、糸は、ウェブの表面に平行に測定した糸幅の両側の糸端路の長さの差を少なくとも補償するように撚られている。湾曲区域については、撚糸のウェブの糸(単数又は複数)は、各糸に対して、糸幅の両側にあり、長さの異なる糸端路の湾曲経路を描くことになろう。この湾曲経路は、それに隣接する糸により画定される平面内に含まれる。特に、本質的に平面的な部品の場合、湾曲区域に隣接する領域については、「撚糸のウェブ」の層が湾曲縁に垂直な平面内において伸びるように位置させると良い。かくして、「撚糸のウェブ」の糸に掛けられる撚りによって、撚りがなければ普通見出されるはずの過剰長さによる波打ちを回避することが可能になる。本発明において、撚りを掛けることにより、非撚糸の配置に伴って見出される波打ちを回避することが可能になる。
【0020】
図2は、2枚の写真を示し、図2Aは、非撚糸の配置で得られる層を表すのに対して、図2Bは、撚糸の配置で得られる層を表す。後者の場合、得られる層は、撚りによって糸内部のフィラメントの長さの均一性を達成することが可能になるので、より均一で波打ちがない。
【0021】
実際には、糸は、一般に、一群の糸又はフィラメントで構成され、炭素糸の場合は3000〜80000本のフィラメントを一般に含み、有利には12000〜24000本のフィラメントを含む。本発明に関して使用される強化糸は、好ましくは、炭素、セラミックス、ガラス、シリカ、玄武岩若しくはアラミドの中から選択される材料、又は複合材料の分野で使用される、他のあらゆる材料からできており、その繊維は天然でも合成でもよい。とは言え、炭素が特に好ましい。使用可能なセラミックスは、特に炭化ケイ素及び耐火性酸化物、例えば、アルミナ、ジルコニアなどである。本発明において特に好ましく、3〜24Kの炭素糸が使用される。構成繊維は、不連続、スプリット、又は好ましくは連続の繊維とすることができる。使用される糸は、一般に、本質的に円形の横断面を有し(円形糸と称する)、又は好ましくは、本質的に平行六面体若しくは楕円形である(偏平糸と称する)。このような糸は、ある一定の幅及び厚さを有する。例えば、撚りを掛ける前の200テックス番手を有する3K炭素偏平糸は、一般に1〜3mmの幅を有し、446テックス番手を有する12K炭素偏平糸は、2〜5mmの幅を有し、800テックス番手を有する12K炭素偏平糸は、3〜7mmの幅を有し、1600テックス番手を有する24K炭素偏平糸は、5〜12mmの幅を有し、1040テックス番手を有する24K炭素偏平糸は5〜10mmの幅を有する。それゆえ、フィラメントが3000〜24000本の炭素偏平糸は、1〜12mmの幅を有することが最も多かろう。炭素糸には、引張弾性率が220〜241GPa、引張破断応力が3450〜4830MPaの高抵抗(HR)糸、引張弾性率が290〜297GPa、引張破断応力が3450〜6200MPaの中弾性(IM)糸、及び引張弾性率が345〜448GPa、引張破断応力が3450〜5520Paの範囲にある高弾性(HM)糸が含まれる(ASM Handbook、ISBN 0−87170−703−9、ASM International 2001による)。
【0022】
このような結果、即ち「撚糸のウェブ」内部に波打ちがない状態は、例えば、強化糸(単数又は複数)が5〜100回/m、好ましくは10〜80回/mの撚りを有する撚糸のウェブを使用することにより、達成することができる。
【0023】
第1の変形実施形態によれば、「撚糸のウェブ」は、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、10〜70回/m、好ましくは15〜40回/mの撚りを有する少なくとも1の200テックスの3K炭素糸を用いて得ることができる。
【0024】
別の変形実施形態によれば、「撚糸のウェブ」は、特に糸経路の最小内側半径が10mm〜500mmに及ぶ範囲に入る場合には、15〜80回/m、好ましくは50〜70回/mの撚りを有する少なくとも1の223テックスの6K炭素糸を用いて得ることができる。
【0025】
更に別の変形実施形態によれば、「撚糸のウェブ」は、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、15〜80回/m、好ましくは40〜60回/mの撚りを有する少なくとも1の400テックスの6K炭素糸を用いて得ることができる。
【0026】
更に別の変形実施形態によれば、「撚糸のウェブ」は、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、10〜80回/m、好ましくは10〜60回/mの撚りを有する少なくとも1の446テックスの12K炭素糸を用いて得ることができる。
【0027】
50mm未満の最小内側半径に対しては、40回/m超、特に60回/m又はそれ以下が好ましく適用される。50mm超の最小内側半径に対しては、40回/m以下、特に10〜40回/mが好ましく適用される。
【0028】
更に別の変形実施形態によれば、「撚糸のウェブ」は、特に糸経路の最小内側半径が20〜150mmの範囲に入る場合には、10〜40回/m、好ましくは10〜25回/mの撚りを有する少なくとも1の1040テックスの24K炭素糸を用いて得ることができる。とりわけ、糸経路の最小内側半径が20〜40mmの範囲にある場合には、撚りは20回/m超とすると良く、その内側半径が40mmを超える場合には、撚りを20回/m又はそれ以下とすると良い。
【0029】
別の具体的な実施態様によれば、「撚糸のウェブ」は1又は一群の強化糸から製造し得るが、その撚りはS撚りでもZ撚りでもよく、糸(単数又は複数)経路の湾曲区域上に「撚糸のウェブ」を時計回り方向に製造する際に配置を行う場合にはS撚りが好ましい。S撚り又はZ撚りの意味に関する定義については、Handbook of Weaving、16〜17頁、Sabit Adanur教授著、繊維工学科、Auburn、米国、ISBN 1−58716−013−7を参照すると良い。
【0030】
本発明の好ましい実施態様では、層は、以下の材料:炭素、ガラス、アラミド、シリカ、セラミック、玄武岩及びそれらの混合物から選択された材料の強化糸から構成される。
【0031】
本発明の他の好ましい実施態様では、層は、ウェブを形成する少なくとも1の強化糸で構成され、各層の一体性は、織物の場合には糸の位置決めにより、又は一方向若しくは多軸の場合には、縫い合せ、又は、熱硬化性ポリマー、熱可塑性ポリマー及び前記ポリマーの混合物から選択され、必要により粉末若しくは自己接着性樹脂若しくはホットメルトの形態をしたポリマー結合剤を用いた接着により、直接に保証することができる。撚糸のウェブの層の場合、糸同士はウェブ内において、接着作用を示すポリマー結合剤で相互に結合している。
【0032】
本発明の実施形態によれば、層の集合体は、全層重量(即ち、強化糸とポリマー結合剤の和)に対して、0.1〜25%、有利には3〜10%の範囲にあるポリマー結合剤の重量比率(%)を有する。
【0033】
本発明の別の実施形態によれば、層の集合体は、全層重量(即ち、強化糸とポリマー結合剤の和)に対して、20〜60%、有利には30〜40%の範囲にあるポリマー結合剤の重量比率(%)を有する。
【0034】
このような比率は、層の集合体全体に対するものであるが、各層が、ポリマー結合剤の異なる比率を有する可能性は当然ある。とは言え、有利には、各層が含有する結合剤の比率(%)を相対的に均一とすると良い。
【0035】
本発明の変形実施形態によれば、本発明による方法は、開口部を画定する湾曲縁を含む複合部品の製造に使用され、当該湾曲縁に隣接する少なくとも1の区域上において、「撚糸のウェブ」と称され、湾曲縁に本質的に平行な経路に沿って伸びる、少なくとも1の強化撚糸で構成されるウェブを含む、少なくとも1層の複合材料に対する少なくとも1のドレープ又は重ね合せステップを含む。
【0036】
このような部品を得るためには、特に、撚糸のウェブは、相互に本質的に平行な経路に沿って縁同士を合わせて配置された単一の撚糸、又は、本質的に相互平行的にかつ連結的に伸びる一群の撚糸で構成される。
【0037】
特定の実施形態によれば、「撚糸のウェブ」は、撚糸の螺旋で構成され、巻きの各々がその後続の巻きと連結されている。
【0038】
特に、「撚糸のウェブ」は、相互に本質的に平行な経路に沿って縁同士を合わせて配置された単一の撚糸、又は、本質的に相互平行的にかつ連結的に(バンチング点は除いて)伸びる一群の撚糸で構成される。使用する糸の坪量、番手及び撚りで許容される可能性に応じて、糸は、隣接する2本の糸の間隙を最小化し、更になお間隙をなくすように位置決めされる。当該層が湾曲状リボンの形状を取る、このような実施形態の一例は、例えば図3に概略的に図示されている。実施形態の一例によれば、糸は、巻きの各々がその後続の巻きと端同士を合わせて配置された、撚糸の螺旋を形成するように配置される。当該層が円板の形状を取る、このような実施形態の一例は、例えば図4に概略的に図示されている。このような「撚りウェブ」は、非平面性表面上に、又は、製造する複合部品が本質的に平面性表面を有するときには、好ましくは平面性表面上に、撚糸を配置させることにより得ることができる。
【0039】
本発明に関しては、その方法は、その他の層、例えば、一方向ウェブ、多軸ウェブ、及び/又は織物の層を重ね合わせるか、又はドレープさせるステップを含む。このような層は、特に部品の湾曲区域又は湾曲縁で、所望の形状を有するように切断される。「撚糸のウェブ」の層は、その他の層と交互に重ねることができ、又は、「撚糸のウェブ」の層を、一連のその他の2層、3層、4層若しくはそれ以上の層の間に挿入することができる。湾曲区域では、「撚糸のウェブ」の1層又は複数層を重ね合わせ、又はドレープさせると良い。「撚糸のウェブ」の層(単数若しくは複数)は、局所的に、即ち、湾曲縁に隣接する区域の近傍においてのみ、又は、部品の全長に亘って位置決めすることができる。
【0040】
有利には、一方向ウェブ又は織物の層を重ね合わせ又はドレープさせるステップは、複合部品の主軸に対して0°、45°及び135°(但し45°及び135°は同率)並びに90°の角度を形成する方向に配向され、複合部品内の繊維の重量比率(%)が25/50/25、40/40/20、50/40/10又は10/80/10となるように、ウェブ糸を配向させることによって行われる。部品の主軸は、一般に部品の最大軸である。0°がこの軸と一致し、角度45°、35°及び90°は図5に表されている。大部分の場合、45°及び35°配向に対応する比率(%)は、これら2つの配向間で等しく分配される。40/40/20、50/40/10配向を選定することにより、部品が受ける応力及び所望の重量増に応じて、得られる部品性能を最適化することが可能になる。25/50/25配向では、直接法又は間接法を問わず、得られる部品は準等方性であり、優先される方向は存在しない。間接法により部品を得るためには、主として40/40/20配向を、例えば134g/m2、194g/m2又は268g/m2のような予備含浸された一方向ウェブの層について使用すると良い。直接法又は間接法により部品を得るためには、主として50/40/10配向を、多軸又は織物の層について使用すると良い。50/40/10のドレープも、220g/m2以下の坪量を有するウェブに対して使用することができるであろう。10/80/10配向は、強く配向した部品を生成し、例えば、強い捻り荷重を受ける梁や桁のような用途に使用すると良い。
【0041】
本発明による方法は、開口部の縁部に配置するように設計される、又は打抜き区域、局所的湾曲強化を要する部品、若しくは局所的湾曲強化を要する開口部を含んだ部品の強化に役立つ、あらゆる種類の強化要素、例えばドアコーナー、跳上げドア、マンホール若しくはアクセスドア、ポートホールフレーム若しくは風防フレーム、連接棒軸受、ロッドリンク、組立用ボア、取付部品、又は取付区域などの他のあらゆる負荷入力区域を含む部品用のフレーム強化要素の製造に使用し得る。
【0042】
本発明の主題は、本発明による方法により得られる複合部品でもある。
【0043】
特に本発明は、ポリマーマトリックス中に少なくとも部分的に含まれる、多層強化糸のウェブ集合体から構成され、少なくとも1の湾曲区域を有する複合部品において、湾曲区域に隣接する少なくとも1の区域が、「撚糸のウェブ」と称する、少なくとも1の強化撚糸で構成されるウェブを含むことを特徴とする、複合部品にも関する。
【0044】
具体的な実施形態によれば、当該湾曲区域は部品の湾曲縁に対応し、撚糸のウェブの撚糸はその湾曲縁に本質的に平行な経路に沿って伸びている。このような実施態様は、例えば図6に図示されている。「撚糸のウェブ」2の外縁1は、該ウェブがその上に重ね合わされている他のウェブ41〜4nの外縁部31〜3nと共に、部品Iの湾曲縁5を構成する。特に、本質的に平面性部品の場合、「撚糸のウェブ」は、湾曲縁に対して本質的に垂直な平面において伸びるように位置決めされる。「撚糸のウェブ」(単数又は複数)は、局所的に、即ち、後述する例3a)の場合のように、部品の湾曲区域又は縁部に隣接する領域の近傍だけに位置決めすることができ、或いは又、該ウェブを部品の全表面に亘って広げてもよい。
【0045】
有利には、各「撚糸のウェブ」は、同一の糸、又はすべて本質的に同じ組成、長さ及び撚りを有する一群の糸で構成される。本発明による方法について上述した全ての変形形態は、必要な変更を加えれば、本発明による複合部品にも当てはまる。
【0046】
先ず、「撚糸のウェブ」の層の構成について、詳細に説明する。本発明に関しては、「撚糸のウェブ」の層を製造するためには、配置の前に所定の撚りを糸に掛ける。かかる撚りは、例えば、撚糸装置によって得ることができる。理論上は、フィラメントの過剰長さを避けるため、糸が辿る異なる端路(糸の外縁経路に相当する)の経路の長さに沿って分配する、1回転の撚りを掛ければ十分であろう。実際上は、配置させたときの糸の接着及び糸の内部のフィラメントの再編成によって、経路長当たり1回転の異なる撚りを掛けることが可能になる。例えば、5〜100回/m、好ましくは10〜80回/mの撚りを掛けると良い。
【0047】
より具体的な例として、200テックス番手の3K炭素糸の場合、10〜70回/m、好ましくは15〜40回/mの撚りを掛け、223テックスの6K炭素糸の場合、15〜80回/m、好ましくは50〜70回/mの撚りを掛け、400テックスの6K炭素糸の場合、15〜80回/m、好ましくは40〜60回/mの撚りを掛け、446テックスの12K炭素糸の場合、10〜80回/m、好ましくは10〜60回/mの撚りを掛け、1040テックスの24K炭素糸の場合、10〜40回/m、好ましくは10〜25回/mの撚りを掛けると良い。
【0048】
糸の幅及び番手は、糸の測定平均幅又は供給業者のデータに対応する。糸の内側経路の最小半径は、以下のように求められる。糸の全経路に沿い、配置表面上の経路が直線的でない各区域について、糸の内側経路T1の半径を計算し、当該区域の集合に対して得られた最小半径を取る。相互に平行な一群の糸を同時又は逐次に配置する際、同一の撚りを各糸に掛けると良い。
【0049】
掛けられる撚りは、製造される「撚糸のウェブ」の集合についての糸(単数又は複数)の最小内側半径(糸の内縁部が辿る最小半径)及び最大外側半径(糸の外縁部が辿る最大半径)、連続する2糸間に空いた空間、並びに糸の番手及び所望の炭素表面密度に応じて、当業者が調節すると良い。好ましくは、波打ちを最小限にし、更に又、完全に防止するために十分ではあるが、得られる材料の機械的性能を最適化するためには可能な限り弱い撚りを掛けると良い。
【0050】
「撚糸のウェブ」は、固定点を最小限にするのに必要最低限の糸で得るのが好ましい。複数の糸を相互に平行に、同時又は逐次に配置する際、好ましくは「撚糸のウェブ」を構成する全ての糸に、同一の撚りを個別に掛けると良い。掛けるべき撚りを決定するために、好ましくは、最小の内側曲率半径を示す糸経路に十分な配置を得るのに必要な撚りを糸の集合体に掛けると良く、この撚りは、糸(又はその他の糸)がより大きい内側曲率半径を有する経路部分において波打ちなしに配置を得るのに必然的に十分である。特に、最大外側半径の近傍区域において、糸同士間に空間がないことに特に注意を払うと良い。
【0051】
「撚糸のウェブ」の層を製造する場合には、糸(単数又は複数)は配置表面上に配置される。配置表面上における糸同士の結合は、ポリマー結合剤を用いた接着により実現される。縫い合せ又は編み合せによっては結合は生み出されない。ポリマー結合剤とは、ポリマー若しくはポリマー混合物、特に熱可塑性ポリマー又は硬化剤及び/若しくは促進剤を含んでもよい熱硬化系を含有するポリマー組成物を意味する。ポリマー結合剤は、糸を配置させる表面に糸を結合するのにちょうど十分な量で、又は最終的な複合部品中のマトリックスの役割を果たすのにも十分な量で使用することができる。その場合、結合剤は、繊維強化材の全重量(即ち、強化糸とポリマー結合剤との和)の20〜60%、好ましくは30〜40%を占める。ポリマー結合剤は、特に粉末、フィルム、織布又はホットメルト接着糸の形態を取ることができる。
【0052】
当該層は、所望の結合剤比率(%)を用いて直接得てもよいし、或いはまた、それをドレープさせる若しくは重ね合わせる前に、使用する熱硬化性若しくは熱可塑性樹脂又は両者の混合物の特質により、当業者に公知の温度・圧力サイクルに従って、所望の比率(%)を得るために含浸する中間ステップを設けてもよい。一定の場合、特に織布又はフィルムを使用する場合、ポリマー結合剤量が最終の所望量に一致している場合でも、糸を含浸するように、熱処理の中間ステップを行うことも可能である。
【0053】
本発明に関して使用される「撚糸のウェブ」の好ましい実施形態によれば、糸は配置前に乾燥状態にすることができる。即ち、糸は、撚糸装置に入る前にも、又は好ましくは配置する前にも、いかなるポリマー結合剤で含浸されることも、コーティングされることも、結合されることもない。実際に有利には、糸の配置制御を改善するには、該結合剤は乾燥糸上に施すと良い。また、撚糸は、重量の少なくとも98%を占める繊維又はフィラメントで本質的に構成され、標準的潤滑剤の重量比率(%)は、糸重量の多くとも2%を占めることとすることができる。この場合、ポリマー結合剤は、例えば、配置前に又は配置中に、配置表面上に施される。したがって、配置表面は、フィルム、織布又はポリマー結合剤粉末で覆うことができる。
【0054】
「撚糸のウェブ」の層の好ましい一実施形態によれば、ポリマー結合剤として、熱可塑性粉末若しくは熱硬化性粉末、或いは両者の混合物が使用される。使用可能な熱可塑性粉末には、非限定的な例として、ポリオレフィン、ポリアミド、ポリエーテルスルホン(PES)、ポリフェニレンスルフィド(PPS)、ポリエーテルエーテルケトン(PEEK)又はポリエーテルイミド(PEI)を挙げることができ、一方、熱硬化性粉末には、非限定的な例として、硬化剤を含んでいてもよいエポキシドポリマー粉末、フェノール系粉末、ポリエステル粉末を挙げることができる。このような場合、該方法には、強化糸の配置区域に加熱を行うことが予定される。この加熱は、糸配置装置に組み込まれた抵抗加熱器を用いて強化糸の配置点に対して、又は強化糸の配置区域に向けた熱放射源によって行うことができる。
【0055】
「撚糸のウェブ」の層を製造するために、ポリマー結合剤で少なくとも部分的に覆われた一時的支持体表面を予め使用することもできるが、当該ポリマー結合剤は、熱可塑性及び熱硬化性粉末、場合によりそれらの混合物、自己接着剤又はホットメルト接着剤、熱可塑性及び熱硬化性薄膜、場合によりそれらの混合物から選択され、熱活性化が必要である。
【0056】
「撚糸のウェブ」の層を製造するためには、ポリマー結合剤として、上記粉末と化学的性質が同じであり、「ホットメルト」とも称される溶融形態で用いられる接着剤を使用することも可能である。その際、このホットメルト樹脂は、強化糸の配置中及び強化糸配置前に、又は先行する工程において配置支持体上に配置される。
【0057】
別の実施態様によれば、「撚糸のウェブ」の層を製造するために、ポリマー結合剤として、少なくとも1種の接着性樹脂の溶液又は粉末性乳濁液が、使用されるが、当該接着性樹脂は、以下に限られるわけではないが、例えば、ポリアクリル、ポリビニル又はポリウレタン樹脂などである。
【0058】
好ましいとは言えないものの、別の実施態様によれば、「撚糸のウェブ」層を製造するために、糸を配置前にポリマー結合剤と結合させることができる。これは、熱可塑性糸で強化糸を被覆し、次いでそれを配置点で加熱することにより行うことができる。熱可塑性糸は、任意の適当な特性のものでよく、例えば、下記に限られるわけではないが、ポリアミド、ポリオレフィン、ポリエーテルスルホン(PES)、ポリエーテルエーテルケトン(PEEK)、ポリ(フェニレンスルフィド)(PPS)又はポリエーテルイミド(PEI)を含む。強化糸と密接に結合するポリマー結合剤を使用して、ハイブリッド強化糸を形成することも可能である。したがって、ポリマー結合剤として、上記の熱可塑性糸と性質が同じ、熱可塑性材料又は例えばフェノキシ系の熱硬化性材料のフィラメントを用い、次いでそれを強化材のフィラメントと混合し、次いで混合物を紡糸してハイブリッド強化糸を形成することが可能である。
【0059】
「撚糸のウェブ」の層を製造する場合、強化糸は、好ましくは連続的に配置され、又は反対に、不連続セグメントとして配置される。
【0060】
例えば螺旋状の糸配置の場合、切断点を最少化し、更にまた回避するように、糸の最大長に対して連続的に糸を配置させることが有利である。実施形態の一例によれば、糸は、巻きの各々がその後続の巻きと端同士を合わせて配置された、撚糸の螺旋を形成するように配置される。「撚糸のウェブ」が円板形状を取るこのような実施形態の一例が、例えば図4に概略的に図示されている。直線部及びいわゆるコーナー部を有し、湾曲リボンの形態を取り、糸が図2B又は3に示すように円弧部に沿って配置されている「撚糸のウェブ」の実施形態の場合、所望の「撚糸のウェブ」の幅を一度でカバーするように、一群の平行糸を同時に配置することが有用となり得る。
【0061】
「撚糸のウェブ」の層を製造する際に、糸に所望の経路を精密に与え、その経路を配置後に保持するためには、糸は、静止状態で配置されるように、配置点まで張力を掛けずに、又は最小限の張力で供給すると良い。
【0062】
「撚糸のウェブ」の層を製造する際に、強化糸の特性及び使用するポリマー結合剤に応じ、0.01バール〜30バール、好ましくは0.1バール〜1バールの圧力を、配置の際の強化糸に掛けると良い。同様に、使用するポリマー結合剤の特性及び強化糸の性質に応じ、より具体的には、熱可塑性又は熱接着性のポリマー結合剤を使用する場合には、強化糸の配置点を、50℃〜450℃、好ましくは50℃〜150℃の温度に加熱すると良い。
【0063】
複合部品の製造には、「撚糸のウェブ」の層(単数又は複数)以外に、他の層をドレープさせ、重ね合わせることが必要である。他の層、特に、一方向又は多軸ウェブを含む層については、糸は、ほとんどの場合、縫い合せによって、又は上述したようなポリマー結合剤による接着によって、各層内で結合すると良い。ポリマー結合剤の重量比率(%)は、最終部品を製造するために選択される直接法又は間接法に応じて選択される。織物ウェブ層の場合、ウェブの結合が織りによって保証できるので、ポリマー結合剤は必要ない。上記結合剤は、必要であれば、直接法の場合はプリフォームの中間製造時に、又は間接法の場合はポリマー結合剤の常温における粘着性(「タック」と通称される)により、層同士間の保持を保証することもできる。
【0064】
次に、層集合体中のポリマー結合剤の量が、ポリマーマトリックスを得るのに十分でないならば(直接法の場合)、熱可塑性、熱硬化型又は両者の混合物の樹脂又はマトリックスを添加する。その方法は、例えば、各層を含有する金型内への射出(「RTM」法、英語のResin Transfer Moldingから)、注入(金型内へ各層の厚さを通して注入、即ち、「LRI」法、英語のLiquid Resin Infusionから、又は「RFI」法、英語のResin Film Infusionから)、又は、使用される型枠上に連続的に行う各層上へのローラー又はブラシによる手動の塗布/含浸による。使用するマトリックスは、ポリマー結合剤と同じ性質のもの、又は少なくともこれと相容性のあるものとすることができる。使用する異なった層が予備含浸され、部品の製造に十分な量のポリマー結合剤を含有するならば、ポリマーマトリックスが予備含浸された層中に存在するポリマー結合剤によって構成されるので、追加のポリマーマトリックスを添加する必要はない。予備含浸層に所望量のポリマー結合剤を直接与えることもでき、又は、熱硬化性樹脂、熱可塑性樹脂若しくは両者の混合物の性質によっては、当業者に公知の温度・圧力サイクルに従う中間含浸ステップにおいて、前記層にドレープ若しくは重ね合せを施すこともできる。一定の場合には、特に織布又はフィルムを使用する場合、ポリマー結合剤の量が最終的な所望量にたとえ一致していても、糸を含浸するため、中間熱処理ステップを行うことも可能である。
【0065】
こうして熱処理ステップの後に、複合部品が得られる。
【0066】
最後に、熱硬化性マトリックスについては、複合部品は、ポリマー供給業者により推奨され、当業者に公知のポリマー熱処理の慣用サイクルに従って得られる。対応する熱硬化ポリマーを生じるこの後続する熱処理ステップは、従来技術による複合部品を製造するための各種方法において従来から使用されている。
【0067】
熱可塑性ポリマーについては、複合部品は、一般に、ポリマー供給業者により推奨され、当業者に公知の当該ポリマーの慣用固結サイクルにより、高温、特に融点より高い温度での熱処理を施して得られる。
【0068】
以下の例は、本発明を例示する。
【0069】
(例1)「撚糸のウェブ」の層の製造
図4の概略図又は図7の写真に表したような、15mmの内径Di及び外径Deを有する螺旋を、50回/mの撚りで撚った200テックスの3K炭素糸(Tenax製HTA5131)を配置することにより製造する。連続平均二経路間の配置間隔pは0.98mmである。糸は、硬化剤を含有するエポキシ樹脂(Hexcel製E01)で15g/m2に粉末処理したシリコンペーパー上の螺旋に従って配置する。得られた層は0.2mmの厚さを有する。
【0070】
図8に示す装置を用意する。糸Fを、張力を掛けずに、温度300℃の抵抗加熱器12を組込んだ配置フィンガー11で供給する。糸は、半径2mmのアプリケータローラー13により、接触圧10KPaで表面上に適用される。糸の回転速度は、配置フィンガーの前進速度の20mm/sと同調させる。配置点の後方では、冷却エレメント14を、糸に10KPaの圧力が掛かるように糸上に当てる。
【0071】
同様にして、図4の概略図で示し、図17の写真に部分的に示したような、40mmの内径Di及び外径Deを有する螺旋を、22回/mの撚りで撚った1040テックスの24K炭素糸(Toray製T800S)を配置することにより製造する。連続平均二経路間の配置間隔pは3.88mmである。糸は、表面密度72g/m2のエポキシ樹脂フィルム(Hexcel製Hexply M21)上に螺旋に従って配置する。得られたプリフォームは0.25mmの平均厚さを有する。
【0072】
(例2)「撚糸のウェブ」の層の製造
上記装置に相似の、糸23本の同時配置が可能な装置を用いて、図3の概略表示に図示されるような、ドアコーナー強化用の「撚糸のウェブ」の層を得る。すなわち、角度90°で、内径95mm及び外径475mmを有する円弧を、17回/mの撚りで撚った446テックスの12K炭素糸(Hexcel製IM7−6000)を配置させることにより製造する。連続する糸2本の中央繊維間の間隔である配置間隔は1.65mmである。配置は、表面密度72g/m2のエポキシ樹脂フィルム(Hexcel製Hexply8852)上に行う。
【0073】
得られた層は0.25mmの平均厚さを有する。
【0074】
(例3)連接棒軸受型部品の製造
本発明の方法に従って部品を製造し、その機械的性質を他の方法で得た3種の他の部品と比較する。
【0075】
a)本発明の方法に従って製造した連接棒軸受
図9A及び図9Bに表した部品に一致する部品を、一方向ウェブ層及び例1に従って製造した「撚糸のウェブ」の層を、2つの開口部100及び101において繊維配向50/40/10が得られるようにドレープさせることにより製造する。
【0076】
27層の撚糸のウェブの層を使用する。すなわち、このような層は、硬化剤を含有するエポキシ樹脂(Hexcel製E01)で10g/m2に粉末処理したシリコンペーパー上に、22mmの内径を有し、図10に示すように外径を変化させた、3K炭素糸HTA5131を205g/m2の螺旋に配置することにより得られる。配置物は、次いで、同じシリコンペーパーで被覆する。この2枚のペーパーは、当然ながら、ドレープさせる前に除く。
【0077】
使用する一方向ウェブは、6K炭素糸HTA5131を原料として構成され、264g/m2又は105g/m2の表面重量を有する。ウェブの一面上に、炭素糸に対して横方向に伸びるポリエステル系の熱接着性糸を、50mmの間隔で配置する。炭素糸ウェブと熱接着性糸との集合体の面の各々を、エポキシ樹脂粉末E01(Hexcel)で、10g/m2を2回の割合で被覆する。
【0078】
このような一方向ウェブは、以下の表1に示す、1053g/m2に相当するシーケンスAに従って重ね合わせる。
【表1】
【0079】
シーケンスAを14回及び「撚糸のウェブ」の層を27層重ね合わせることにより、複合部品を得る。得られる積層を示した図10に示すように、「撚糸のウェブ」の層はシーケンスAの中に挿入する。
【0080】
b)比較例C1
図11に示した部品に一致する部品を、織物の層を、繊維配向50/40/10が得られるようにドレープさせることにより得る。
【0081】
使用した織物層は、以下の通りである。
■ 織物B(Hexcel E01で10g/m2に粉末処理した、縦糸及び横糸が3K HR炭素糸の205g/m2のタフタ)
■ 織物C(Hexcel E01で2×10g/m2に粉末処理した、縦糸が6K HR炭素糸、横糸がガラスE 34テックスの、290g/m2の一方向タフタ)
【0082】
以下の表2は、使用した層のいろいろを示す。
【表2】
【0083】
以下の表3は、部品を製造するために行われた重ね合せステップを示す。
【表3】
【0084】
c)比較例C2
図11に示した部品に一致する部品を、一方向ウェブの層を、例3a)に記載したように、シーケンスAを19回重ね合わせることにより、繊維配向50/40/10が得られるようにドレープさせることによって得る。
【0085】
d)比較例C3
図9A及び図9Bに表した部品に一致する部品を、2つの開口部100及び101における「撚糸のウェブ」の層を、205g/m2の織物B(タフタ205g/m2、3K HR)E01 2×10g/m2の織物ウェブから切り出した、22mmの内径を有し、図12に示すように外径を変化させた円板で置き換え、例3a)に従い、繊維配向50/40/10が得られるように製造する。
【0086】
円板の配向、その外径の変化及び製造される積層体を図12に示す。
【0087】
上記の例の各々について、重ね合せステップを、製造する部品に適合した形態を有する二分割金型中で行い、次いで最終部品を、RTM法に従って以下の逐次ステップを適用することにより得る。
▲ 射出前
・ 金型の一端に真空ポンプを接続して、樹脂の好ましい経路を認めるためのプリフォームの緊密性を保証する
・ 加圧下での温度の上昇:5℃/分
▲ 射出
・ 射出は、Hexcel RTM6樹脂を用いて金型上に設けられたストッパーを介して遂行する。
・ 入側圧力:2.5bar
・ 出側真空度:5mbar
▲ 焼成
・
・ 焼成:180℃で2時間
▲ 脱金型前の冷却
・ 冷却速度:5℃/分
【0088】
得られた最終部品は、表4に示す以下の特性を有する。
【表4】
【0089】
機械的試験は、部品ごとに、2個の保持ジョー間での部品の保持を可能にするネジで連結された、その2個のジョーの間に部品を挟んで行う。図13に示すような装置を用いて、引張荷重を部品に掛ける。非変形性接着リボン111上に設けられた参照ゲージ110を、図14に図示するように、部品上に直接配置した目印113と一致するように、接着剤を用いて部品の側縁部112上に位置決めする。次いで、接着リボンを取り除くが、そのときゲージは部品に接着したまま残る。次に、図15に示すように、部品123の両面の中心部にガラスはさみ具121及び122を接着する。そのはさみ具は、部品の中心部をはめ込まれた状態に保つのに役立つ。そのはさみ具は、参照符号Hexcel 914/644のガラス製である。接着剤はStructil Hysol(登録商標)EA9321である。接着剤は、室温で10日間重合する。
【0090】
試験は、以下の通りに行う。
▲ 試験条件
■ Dartec 30T Sensor 10T
■ 変形データ取得計器 HBM Spider 8
■ Vishayゲージ 062UW 350
■ 横方向進行速度:0.016mm/秒、即ち0.96mm/分
▲ プロセス
■ 保持ジョー間の部品の配置
ネジ6本をトルク10DaN/ネジで締め付け
■ 取付具中への「保持ジョー+部品」の配置
■ Z.O.及び視覚化用具に接合したチタン軸の設置を可能にするためのDartec横木の位置決め
■ ゲージの変形をゼロに設定
■ 引張試験の開始
【0091】
得られた機械的試験結果を下記の表5に示す。
【表5】
【0092】
図16A及び16Bは、引張試験後の、それぞれ比較例C1及び本発明による部品の写真を表す。
【0093】
撚糸の機械的性質は、引張試験とは別に確認した。試験は、表6に表示した標準試験に従って行い、試験片は、268g/m2の炭素糸Hexcel IMA GS 12K、ロット番号3733−6Gを、樹脂すなわちHexcel M21E、ロット番号71087−71088で含浸した、一方向予備含浸材をベースに調製した。試験板の製造に用いた予備含浸ウェブは、非撚糸及び本発明の方法に従って17回/mで撚った撚糸で製造した。
【0094】
これらのウェブは、重ね合わせた後、引用した規格に記載の推奨に従って焼成した。
ロット1は、非撚糸の使用に対応する。
ロット2は、17回転/mで撚った撚糸の使用に対応する。
表6は、行った試験及び得られた結果を示す。
【表6】
【0095】
表示した値は、60%の繊維の体積比に規格化し、非撚糸の場合に得られた値に対して規格化されている。
【0096】
糸を17回/mで撚ったとき、機械的性質の有意な低下が認められない。
【特許請求の範囲】
【請求項1】
ポリマーマトリックス内に少なくとも部分的に含まれる、多層強化糸ウェブの集合体で構成された複合部品の製造方法であって、前記部品が少なくとも1の湾曲区域を有し、層のドレープ又は重ね合せのステップが行われる方法において、湾曲区域に隣接する少なくとも1の領域において、少なくとも1の重ね合せ又はドレープのステップが、ウェブ表面に平行に測定した糸幅の両側の糸端路がもたらす長さの差を少なくとも補償するように撚られた、少なくとも1の強化糸で構成されるウェブ(撚糸のウェブと称す)を含む複合材料層を用いて実施されることを特徴とする方法。
【請求項2】
湾曲区域が部品の湾曲縁に対応し、撚糸のウェブの撚強化糸が、湾曲縁に本質的に平行な経路に沿って伸びていることを特徴とする、請求項1に記載の方法。
【請求項3】
湾曲縁が開口部を画定することを特徴とする、請求項2に記載の方法。
【請求項4】
撚糸のウェブが、全長にわたって撚りが本質的に同一の単糸、又は個別に撚られ、糸同士及びそれらの全長にわたって撚りが本質的に同一の一群の糸で構成されていることを特徴とする、請求項1から3までのいずれか一項に記載の方法。
【請求項5】
撚糸のウェブにおいて、その単数又は複数の強化糸が、5〜100回/m、好ましくは10〜80回/mの撚りを有することを特徴とする、請求項1から4までのいずれか一項に記載の方法。
【請求項6】
撚糸のウェブが、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、10〜70回/m、好ましくは15〜40回/mの撚りを有する、少なくとも1の3K及び200テックスの炭素糸を用いて得られることを特徴とする、請求項1から5までのいずれか一項に記載の方法。
【請求項7】
撚糸のウェブが、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、15〜80回/m、好ましくは50〜70回/mの撚りを有する、少なくとも1の6K及び223テックスの炭素糸を用いて得られることを特徴とする、請求項1から5までのいずれか一項に記載の方法。
【請求項8】
撚糸のウェブが、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、15〜80回/m、好ましくは40〜60回/mの撚りを有する、少なくとも1の6K及び400テックスの炭素糸を用いて得られることを特徴とする、請求項1から5までのいずれか一項に記載の方法。
【請求項9】
撚糸のウェブが、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、10〜80回/m、好ましくは10〜60回/mの撚りを有する、少なくとも1の12K及び446テックスの炭素糸を用いて得られることを特徴とする、請求項1から5までのいずれか一項に記載の方法。
【請求項10】
撚糸のウェブが、特に糸経路の最小内側半径が20〜150mmの範囲に入る場合には、10〜40回/m、好ましくは10〜25回/mの撚りを有する、少なくとも1の24K及び1040テックスの炭素糸を用いて得られることを特徴とする、請求項1から5までのいずれか一項に記載の方法。
【請求項11】
各層が、以下の材料:炭素、ガラス、アラミド、シリカ、セラミック、玄武岩及びそれらの混合物から選択された材料の強化糸で構成されることを特徴とする、請求項1から10までのいずれか一項に記載の方法。
【請求項12】
単数又は複数の層がウェブを形成する少なくとも1の強化糸で構成され、各層の一体性が、熱硬化性ポリマー、熱可塑性ポリマー及び前記ポリマーの混合物から選択され、必要により粉末、自己接着性又はホットメルト樹脂又は織布の形態としたポリマー結合剤により確保されることを特徴とする、請求項1から11までのいずれか一項に記載の方法。
【請求項13】
前記層の集合が、全層重量(即ち、強化糸とポリマー結合剤の和)に対して、0.1〜25%、有利には3〜10%の範囲に含まれる重量比率(%)のポリマー結合剤を含有することを特徴とする、請求項1から12までのいずれか一項に記載の方法。
【請求項14】
前記層の集合が、全層重量(即ち、強化糸とポリマー結合剤の和)に対して、20〜60%、有利には30〜40%の範囲に含まれる重量比率(%)のポリマー結合剤を含有することを特徴とする、請求項1から12までのいずれか一項に記載の方法。
【請求項15】
撚糸のウェブが、相互に本質的に平行な経路に沿って縁同士を合わせて配置された単一の撚糸、又は、本質的に相互平行的にかつ連結的に伸びる一群の撚糸で構成されることを特徴とする、請求項1から14までのいずれか一項に記載の方法。
【請求項16】
撚糸のウェブが、撚糸の螺旋で構成され、巻きの各々がその後続の巻きと連結されていることを特徴とする、請求項1から15までのいずれか一項に記載の方法。
【請求項17】
一方向、多軸又は織物のウェブ層を重ね合わせる、又はドレープさせるステップを含むことを特徴とする、請求項1から16までのいずれか一項に記載の方法。
【請求項18】
一方向、多軸又は織物のウェブ層を重ね合わせ又はドレープさせるステップが、複合部品の主軸に対して0°、45°及び135°(但し45°及び135°は同率)並びに90°の角度を形成する方向に配向され、複合部品内の繊維の重量比率(%)が25/50/25、40/40/20、50/40/10又は10/80/10となるように、ウェブ糸を配向させることによって行われることを特徴とする、請求項17に記載の方法。
【請求項19】
前記部品が、連接棒軸受又は連接棒付属品であることを特徴とする、請求項1から18までのいずれか一項に記載の方法。
【請求項20】
前記部品が、ドアコーナー、跳上げドア、マンホール若しくはアクセスドア、ポートホールフレーム若しくは風防フレーム、組立用ボア、取付部品、又は取付区域などの負荷入力区域を含む部品用のフレーム強化要素であることを特徴とする、請求項1から19までのいずれか一項に記載の方法。
【請求項21】
請求項1から20までのいずれか一項に記載の方法に従って得ることのできる、複合材料製部品。
【請求項22】
ポリマーマトリックス内に少なくとも部分的に含まれる多層強化糸のウェブの集合で構成されており、少なくとも1の湾曲区域を有する複合材料製部品において、湾曲区域に隣接する少なくとも1の区域が、ウェブ表面に平行に測定された糸幅の両側で糸端路が与える長さの差を少なくとも補償するように撚られた少なくとも1の強化糸で構成されたウェブ(撚糸のウェブと称す)を含有する、複合材料製部品。
【請求項23】
湾曲区域が部品の湾曲縁に相当し、撚糸のウェブの強化撚糸が湾曲縁に本質的に平行な経路に沿って伸びていることを特徴とする、請求項22に記載の部品。
【請求項24】
湾曲縁が開口部を画定することを特徴とする、請求項23に記載の部品。
【請求項25】
撚糸のウェブが、全長にわたって撚りが本質的に同一の単糸、又は個別に撚られ、糸同士及びそれらの全長にわたって撚りが本質的に同一の一群の糸で構成されていることを特徴とする、請求項22から24までのいずれか一項に記載の部品。
【請求項26】
撚糸のウェブにおいて、単数又は複数の強化糸が、5〜100回/m、好ましくは10〜80回/mの撚りを有することを特徴とする、請求項22から25までのいずれか一項に記載の部品。
【請求項27】
撚糸のウェブが、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、10〜70回/m、好ましくは15〜40回/mの撚りを有する、少なくとも1又は一群の3K及び200テックスの炭素糸で構成されていることを特徴とする、請求項22から26までのいずれか一項に記載の部品。
【請求項28】
撚糸のウェブが、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、15〜80回/m、好ましくは50〜70回/mの撚りを有する、少なくとも1又は一群の6K及び223テックスの炭素糸で構成されていることを特徴とする、請求項22から26までのいずれか一項に記載の部品。
【請求項29】
撚糸のウェブが、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、15〜80回/m、好ましくは40〜60回/mの撚りを有する、少なくとも1又は一群の6K及び400テックスの炭素糸で構成されていることを特徴とする、請求項22から26までのいずれか一項に記載の部品。
【請求項30】
撚糸のウェブが、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、10〜80回/m、好ましくは10〜60回/mの撚りを有する、少なくとも1又は一群の12K及び446テックスの炭素糸で構成されていることを特徴とする、請求項22から26までのいずれか一項に記載の部品。
【請求項31】
撚糸のウェブが、特に糸経路の最小内側半径が20〜150mmの範囲に入る場合には、10〜40回/m、好ましくは10〜25回/mの撚りを有する、少なくとも1又は一群の24K及び1040テックスの炭素糸で構成されていることを特徴とする、請求項22から26までのいずれか一項に記載の部品。
【請求項32】
複合材料のウェブが以下の材料:炭素、ガラス、アラミド、シリカ、セラミック、玄武岩及びそれらの混合物から選択された材料の強化糸で構成されていることを特徴とする、請求項22から31までのいずれか一項に記載の部品。
【請求項33】
ポリマーマトリックスが、熱硬化性ポリマー、熱可塑性ポリマー及び前記ポリマーの混合物から選択されることを特徴とする、請求項22から32までのいずれか一項に記載の部品。
【請求項34】
部品の全重量に対するポリマーマトリックスの重量比率(%)が20〜60%、有利には30〜40%の範囲に入ることを特徴とする、請求項22から33までのいずれか一項に記載の部品。
【請求項35】
撚糸のウェブが、相互に本質的に平行な経路に沿って縁同士を合わせて配置された単一の撚糸、又は、本質的に相互平行的にかつ連結的に伸びる一群の撚糸で構成されていることを特徴とする、請求項1から14までのいずれか一項に記載の方法。
【請求項36】
撚糸のウェブが、撚糸の螺旋で構成され、巻きの各々がその後続の巻きと連結されていることを特徴とする、請求項22から35までのいずれか一項に記載の部品。
【請求項37】
部品の構成ウェブの少なくとも一部が、一方向、多軸又は織物のウェブであることを特徴とする、請求項22から36までのいずれか一項に記載の部品。
【請求項38】
一方向、多軸又は織物のウェブの配向が、複合部品の主軸に対して0°、45°及び135°(但し45°及び135°は同率)並びに90°の角度を形成する方向に配向され、複合部品内の繊維の重量比率(%)が、それぞれ25/50/25、40/40/20、50/40/10又は10/80/10となるように選択されることを特徴とする、請求項37に記載の部品。
【請求項39】
連接棒軸受又は連接棒付属品の形状を有する、請求項22から38までのいずれか一項に記載の部品。
【請求項40】
ドアコーナー、跳上げドア、マンホール若しくはアクセスドア、ポートホールフレーム若しくは風防フレーム、組立用ボア、取付部品、又は取付区域などの負荷入力区域を含む部品用のフレーム強化要素の形状を有する、請求項22から39までのいずれか一項に記載の部品。
【請求項1】
ポリマーマトリックス内に少なくとも部分的に含まれる、多層強化糸ウェブの集合体で構成された複合部品の製造方法であって、前記部品が少なくとも1の湾曲区域を有し、層のドレープ又は重ね合せのステップが行われる方法において、湾曲区域に隣接する少なくとも1の領域において、少なくとも1の重ね合せ又はドレープのステップが、ウェブ表面に平行に測定した糸幅の両側の糸端路がもたらす長さの差を少なくとも補償するように撚られた、少なくとも1の強化糸で構成されるウェブ(撚糸のウェブと称す)を含む複合材料層を用いて実施されることを特徴とする方法。
【請求項2】
湾曲区域が部品の湾曲縁に対応し、撚糸のウェブの撚強化糸が、湾曲縁に本質的に平行な経路に沿って伸びていることを特徴とする、請求項1に記載の方法。
【請求項3】
湾曲縁が開口部を画定することを特徴とする、請求項2に記載の方法。
【請求項4】
撚糸のウェブが、全長にわたって撚りが本質的に同一の単糸、又は個別に撚られ、糸同士及びそれらの全長にわたって撚りが本質的に同一の一群の糸で構成されていることを特徴とする、請求項1から3までのいずれか一項に記載の方法。
【請求項5】
撚糸のウェブにおいて、その単数又は複数の強化糸が、5〜100回/m、好ましくは10〜80回/mの撚りを有することを特徴とする、請求項1から4までのいずれか一項に記載の方法。
【請求項6】
撚糸のウェブが、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、10〜70回/m、好ましくは15〜40回/mの撚りを有する、少なくとも1の3K及び200テックスの炭素糸を用いて得られることを特徴とする、請求項1から5までのいずれか一項に記載の方法。
【請求項7】
撚糸のウェブが、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、15〜80回/m、好ましくは50〜70回/mの撚りを有する、少なくとも1の6K及び223テックスの炭素糸を用いて得られることを特徴とする、請求項1から5までのいずれか一項に記載の方法。
【請求項8】
撚糸のウェブが、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、15〜80回/m、好ましくは40〜60回/mの撚りを有する、少なくとも1の6K及び400テックスの炭素糸を用いて得られることを特徴とする、請求項1から5までのいずれか一項に記載の方法。
【請求項9】
撚糸のウェブが、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、10〜80回/m、好ましくは10〜60回/mの撚りを有する、少なくとも1の12K及び446テックスの炭素糸を用いて得られることを特徴とする、請求項1から5までのいずれか一項に記載の方法。
【請求項10】
撚糸のウェブが、特に糸経路の最小内側半径が20〜150mmの範囲に入る場合には、10〜40回/m、好ましくは10〜25回/mの撚りを有する、少なくとも1の24K及び1040テックスの炭素糸を用いて得られることを特徴とする、請求項1から5までのいずれか一項に記載の方法。
【請求項11】
各層が、以下の材料:炭素、ガラス、アラミド、シリカ、セラミック、玄武岩及びそれらの混合物から選択された材料の強化糸で構成されることを特徴とする、請求項1から10までのいずれか一項に記載の方法。
【請求項12】
単数又は複数の層がウェブを形成する少なくとも1の強化糸で構成され、各層の一体性が、熱硬化性ポリマー、熱可塑性ポリマー及び前記ポリマーの混合物から選択され、必要により粉末、自己接着性又はホットメルト樹脂又は織布の形態としたポリマー結合剤により確保されることを特徴とする、請求項1から11までのいずれか一項に記載の方法。
【請求項13】
前記層の集合が、全層重量(即ち、強化糸とポリマー結合剤の和)に対して、0.1〜25%、有利には3〜10%の範囲に含まれる重量比率(%)のポリマー結合剤を含有することを特徴とする、請求項1から12までのいずれか一項に記載の方法。
【請求項14】
前記層の集合が、全層重量(即ち、強化糸とポリマー結合剤の和)に対して、20〜60%、有利には30〜40%の範囲に含まれる重量比率(%)のポリマー結合剤を含有することを特徴とする、請求項1から12までのいずれか一項に記載の方法。
【請求項15】
撚糸のウェブが、相互に本質的に平行な経路に沿って縁同士を合わせて配置された単一の撚糸、又は、本質的に相互平行的にかつ連結的に伸びる一群の撚糸で構成されることを特徴とする、請求項1から14までのいずれか一項に記載の方法。
【請求項16】
撚糸のウェブが、撚糸の螺旋で構成され、巻きの各々がその後続の巻きと連結されていることを特徴とする、請求項1から15までのいずれか一項に記載の方法。
【請求項17】
一方向、多軸又は織物のウェブ層を重ね合わせる、又はドレープさせるステップを含むことを特徴とする、請求項1から16までのいずれか一項に記載の方法。
【請求項18】
一方向、多軸又は織物のウェブ層を重ね合わせ又はドレープさせるステップが、複合部品の主軸に対して0°、45°及び135°(但し45°及び135°は同率)並びに90°の角度を形成する方向に配向され、複合部品内の繊維の重量比率(%)が25/50/25、40/40/20、50/40/10又は10/80/10となるように、ウェブ糸を配向させることによって行われることを特徴とする、請求項17に記載の方法。
【請求項19】
前記部品が、連接棒軸受又は連接棒付属品であることを特徴とする、請求項1から18までのいずれか一項に記載の方法。
【請求項20】
前記部品が、ドアコーナー、跳上げドア、マンホール若しくはアクセスドア、ポートホールフレーム若しくは風防フレーム、組立用ボア、取付部品、又は取付区域などの負荷入力区域を含む部品用のフレーム強化要素であることを特徴とする、請求項1から19までのいずれか一項に記載の方法。
【請求項21】
請求項1から20までのいずれか一項に記載の方法に従って得ることのできる、複合材料製部品。
【請求項22】
ポリマーマトリックス内に少なくとも部分的に含まれる多層強化糸のウェブの集合で構成されており、少なくとも1の湾曲区域を有する複合材料製部品において、湾曲区域に隣接する少なくとも1の区域が、ウェブ表面に平行に測定された糸幅の両側で糸端路が与える長さの差を少なくとも補償するように撚られた少なくとも1の強化糸で構成されたウェブ(撚糸のウェブと称す)を含有する、複合材料製部品。
【請求項23】
湾曲区域が部品の湾曲縁に相当し、撚糸のウェブの強化撚糸が湾曲縁に本質的に平行な経路に沿って伸びていることを特徴とする、請求項22に記載の部品。
【請求項24】
湾曲縁が開口部を画定することを特徴とする、請求項23に記載の部品。
【請求項25】
撚糸のウェブが、全長にわたって撚りが本質的に同一の単糸、又は個別に撚られ、糸同士及びそれらの全長にわたって撚りが本質的に同一の一群の糸で構成されていることを特徴とする、請求項22から24までのいずれか一項に記載の部品。
【請求項26】
撚糸のウェブにおいて、単数又は複数の強化糸が、5〜100回/m、好ましくは10〜80回/mの撚りを有することを特徴とする、請求項22から25までのいずれか一項に記載の部品。
【請求項27】
撚糸のウェブが、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、10〜70回/m、好ましくは15〜40回/mの撚りを有する、少なくとも1又は一群の3K及び200テックスの炭素糸で構成されていることを特徴とする、請求項22から26までのいずれか一項に記載の部品。
【請求項28】
撚糸のウェブが、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、15〜80回/m、好ましくは50〜70回/mの撚りを有する、少なくとも1又は一群の6K及び223テックスの炭素糸で構成されていることを特徴とする、請求項22から26までのいずれか一項に記載の部品。
【請求項29】
撚糸のウェブが、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、15〜80回/m、好ましくは40〜60回/mの撚りを有する、少なくとも1又は一群の6K及び400テックスの炭素糸で構成されていることを特徴とする、請求項22から26までのいずれか一項に記載の部品。
【請求項30】
撚糸のウェブが、特に糸経路の最小内側半径が10〜500mmの範囲に入る場合には、10〜80回/m、好ましくは10〜60回/mの撚りを有する、少なくとも1又は一群の12K及び446テックスの炭素糸で構成されていることを特徴とする、請求項22から26までのいずれか一項に記載の部品。
【請求項31】
撚糸のウェブが、特に糸経路の最小内側半径が20〜150mmの範囲に入る場合には、10〜40回/m、好ましくは10〜25回/mの撚りを有する、少なくとも1又は一群の24K及び1040テックスの炭素糸で構成されていることを特徴とする、請求項22から26までのいずれか一項に記載の部品。
【請求項32】
複合材料のウェブが以下の材料:炭素、ガラス、アラミド、シリカ、セラミック、玄武岩及びそれらの混合物から選択された材料の強化糸で構成されていることを特徴とする、請求項22から31までのいずれか一項に記載の部品。
【請求項33】
ポリマーマトリックスが、熱硬化性ポリマー、熱可塑性ポリマー及び前記ポリマーの混合物から選択されることを特徴とする、請求項22から32までのいずれか一項に記載の部品。
【請求項34】
部品の全重量に対するポリマーマトリックスの重量比率(%)が20〜60%、有利には30〜40%の範囲に入ることを特徴とする、請求項22から33までのいずれか一項に記載の部品。
【請求項35】
撚糸のウェブが、相互に本質的に平行な経路に沿って縁同士を合わせて配置された単一の撚糸、又は、本質的に相互平行的にかつ連結的に伸びる一群の撚糸で構成されていることを特徴とする、請求項1から14までのいずれか一項に記載の方法。
【請求項36】
撚糸のウェブが、撚糸の螺旋で構成され、巻きの各々がその後続の巻きと連結されていることを特徴とする、請求項22から35までのいずれか一項に記載の部品。
【請求項37】
部品の構成ウェブの少なくとも一部が、一方向、多軸又は織物のウェブであることを特徴とする、請求項22から36までのいずれか一項に記載の部品。
【請求項38】
一方向、多軸又は織物のウェブの配向が、複合部品の主軸に対して0°、45°及び135°(但し45°及び135°は同率)並びに90°の角度を形成する方向に配向され、複合部品内の繊維の重量比率(%)が、それぞれ25/50/25、40/40/20、50/40/10又は10/80/10となるように選択されることを特徴とする、請求項37に記載の部品。
【請求項39】
連接棒軸受又は連接棒付属品の形状を有する、請求項22から38までのいずれか一項に記載の部品。
【請求項40】
ドアコーナー、跳上げドア、マンホール若しくはアクセスドア、ポートホールフレーム若しくは風防フレーム、組立用ボア、取付部品、又は取付区域などの負荷入力区域を含む部品用のフレーム強化要素の形状を有する、請求項22から39までのいずれか一項に記載の部品。
【図1】


【図2A】

【図2B】
【図3】

【図4】
【図5】
【図6】
【図7】

【図8】
【図9A】

【図9B】
【図10】

【図11】

【図12】
【図13】
【図14】

【図15】
【図16A】
【図16B】
【図17】
【図2A】
【図2B】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9A】
【図9B】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16A】
【図16B】
【図17】
【公表番号】特表2010−528909(P2010−528909A)
【公表日】平成22年8月26日(2010.8.26)
【国際特許分類】
【出願番号】特願2010−511702(P2010−511702)
【出願日】平成20年6月10日(2008.6.10)
【国際出願番号】PCT/FR2008/051036
【国際公開番号】WO2008/155505
【国際公開日】平成20年12月24日(2008.12.24)
【出願人】(509341374)
【Fターム(参考)】
【公表日】平成22年8月26日(2010.8.26)
【国際特許分類】
【出願日】平成20年6月10日(2008.6.10)
【国際出願番号】PCT/FR2008/051036
【国際公開番号】WO2008/155505
【国際公開日】平成20年12月24日(2008.12.24)
【出願人】(509341374)
【Fターム(参考)】
[ Back to top ]