
Fターム[4F205HM02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形における樹脂の含浸 (401) | 繊維、プリフォームへの樹脂の含浸方法 (396) | 液状樹脂を用いるもの (345)
Fターム[4F205HM02]の下位に属するFターム
Fターム[4F205HM02]に分類される特許
1 - 20 / 154
複合構造物の空隙率の低減
複合材のドライプリフォーム及びその製造方法
【課題】マンドレルの外周に強化繊維を捲回することによりドライプリフォームを成形するにあたり、歩留まりを高めると共に、長手方向の強化繊維の配置を容易化し、さらに長手方向の強化繊維の密度を高める。
【解決手段】長尺状のマンドレル2を長手方向一方に送りながら、長手方向に沿って引き揃えた強化繊維(繊維束T1)をマンドレル2の外周に供給することによりマンドレル2の全周を覆う長手方向強化繊維層11を形成すると共に、マンドレル2の外周に螺旋状に強化繊維(繊維束T2、T3)を捲回することによりマンドレル2の全周を覆う螺旋方向強化繊維層12、13を形成する。
(もっと読む)
適合可能なブレード

【課題】本発明の目的は、凹状のギャップ又は複雑な形状に適合可能なチューブ状構造体を提供することである。
【解決手段】本発明は、チューブ状構造体(32)に係り、互いに円状の関係を有する複数の軸方向部位(30)と、このチューブ状構造体を形成するようにこの軸方向部位と互いに連結するバイアス部位とを有するチューブ状構造体(32)を開示する。チューブ状構造体の軸方向部位は、この構造体のバイアス部位よりも大きな径を有する。
(もっと読む)
織物基材及び繊維強化複合材料
【課題】強化繊維のクリンプが無く、しかも形態保持性及び賦形性が良く繊維強化複合材料の強化繊維基材に適した織物基材を提供する。
【解決手段】織物基材10は、繊維束からなり互いに平行に配列された複数の強化繊維用経糸11と、繊維束からなり互いに平行にかつ強化繊維用経糸11と交差する方向に配列された複数の強化繊維用緯糸12とを備えている。強化繊維用緯糸12より細い糸条からなり、強化繊維用緯糸12と同方向に延びる補助緯糸13は、強化繊維用経糸11に対して強化繊維用緯糸12の反対側に配列されている。強化繊維用経糸11より細い糸条からなる補助経糸14a,14bは、強化繊維用経糸11と同方向に延びかつ強化繊維用経糸11同士の間に配列され、強化繊維用緯糸12に係合した状態での折り返し及び補助緯糸13に係合した状態での折り返しが混在した状態で配列されている。
(もっと読む)
自動車用内装基材の製造方法
【課題】十分な剛性を有し軽量でかつ安価な自動車用内装基材の製造方法を提供する。
【解決手段】グラスファイバーの不織布からなるシート状のマット材7にウレタン生成液Lを含浸させ、ウレタン生成液Lの含浸した上記マット材7を加熱して当該マット材7内でウレタン発泡させるとともに熱硬化させる。
(もっと読む)
FRP構造体の製造方法及び製造装置
【課題】製造時間の大幅な短縮を可能にするとともに、樹脂の未含浸やボイド等のない高品質のFRP構造体を製造することができるFRP構造体の製造方法及びその製造装置を提供する。
【解決手段】VARTM成形法によるFRP構造体の製造方法であって、被成形体2の成形範囲全体に複数の脱気部9と複数の樹脂供給部10とを所定間隔で交互に略平行に配置し、複数の脱気部9より同時に脱気することにより、複数の樹脂供給部10より同時に樹脂を供給して樹脂含浸を一気に進行させて成形する。
(もっと読む)
ケース、ケースの製造方法、及び成形型ユニット
【課題】フランジ9,13にしわや繊維の蛇行の発生を抑えて、ファンケース1全体の強度及び剛性を十分に高めること。
【解決手段】ケース本体7の内部からフロントフランジ9の内部及びリアフランジ13の内部にかけて、強化繊維からなる織物17を含む複数の織物層19を有し、ケース本体7の内部のみに、複数の織物層19の他に、傾斜角(β)±0〜10度の強化繊維からなるロービング25を含む複数のロービング層27を有していること。
(もっと読む)
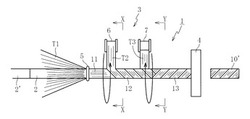
引抜き成形品の製造装置および引抜き成形品の製造方法
【課題】長手方向に沿って曲率を有する引抜き成形品を得ることが可能な引抜き成形品の製造装置および引抜き成形品の製造方法を提供することを目的とする。
【解決手段】本発明に係る引抜き成形品の製造装置1は、集束した繊維群に熱硬化性樹脂を含浸させて繊維群を含む熱硬化性樹脂10を引抜く引抜き部8と、引抜かれた熱硬化性樹脂10を回転しながら成形する成形ロール6と、成形ロール6によって得られる成形品11が長手方向に沿って曲率を有するように、成形ロール6の位置および回転速度の少なくともいずれか一方を調整する制御部15とを備える。
(もっと読む)
ドライプリフォーム、複合材料からなる環状構造体、及びその製造方法
【課題】高強度且つ軽量で、形成が容易であり、且つ、設計の自由度の高い環状ドライプリフォーム及びこれを用いた複合材料からなる環状構造体を提供する。
【解決手段】マンドレル20の外周に捲回され、マンドレル20の環方向(0°方向)と交差する方向(+θ方向)と平行に引き揃えられ、マンドレル20の環方向で少なくとも一周は継ぎ目なく連続した強化繊維からなる第1の強化繊維層11を設ける。
(もっと読む)
FRP構造体
【課題】面内強度を向上でき、かつ表面平滑性に優れたFRP構造体を提供する。
【解決手段】繊維強化布を幅方向に接続して成形されたFRP構造体であって、0゜方向層11と90゜方向層12とを有する繊維強化布1どうしを突き合わせ、その突き合わせ部の90゜方向層12の上に、90゜方向層の一方向帯布2を直接重ねて一体成形したFRP構造体。
(もっと読む)
漏電及び感電防止用成形体
【課題】高い電磁波シールド性や機械的強度を有し、漏電や感電も防止できる成形体を提供する。
【解決手段】ガラス繊維を長さ方向に揃えた状態で束ね、ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ樹脂含浸繊維束を得る。繊維束を一体化した後に、5〜15mmの長さに切断し、切断された樹脂含浸繊維束を含む樹脂組成物からなり、絶縁性を有する基材層と、基材層表面に形成された導電性層とを有する成形体。
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】作業性が向上した、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープと、その製造方法を提供する。
【解決手段】炭素繊維とオレフィン系樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、式(I)から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。0.2×10-3×N≦W≦2.0×10-3×N(I)(式(I)中、Nは、炭素繊維テープを構成する炭素繊維の本数で、前記幅(W)を5〜100mmの範囲にすることができる本数である。)4.5×F×t≦D(II)(式(II)中、Fは炭素繊維量で、20〜60質量%の範囲であり、tは炭素繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
有機繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法の提供。
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
FRP及びFRPの製造方法
【課題】断熱材を別途設けることなく断熱性を向上させ、安価に製造可能なFRP及びFRPの製造方法を提供する。
【解決手段】荷重方向に配向された繊維からなる垂直繊維層3と、該垂直繊維層と直交する向きに配向された繊維からなる水平繊維層4と、前記垂直繊維層に対して傾斜した向きに配向された繊維からなる剪断繊維層5を所定数層積層させるFRP1であって、所定数層の前記剪断繊維層からなる剪断繊維積層層7が熱源側に配置され、所定数層の前記垂直繊維層と前記水平繊維層からなる垂直水平繊維積層層8が前記剪断繊維層の非熱源側に配置される様前記垂直繊維層と前記水平繊維層と前記剪断繊維層とを積層。
(もっと読む)
無機繊維巻きテープとその製造方法
【課題】円筒状芯材に無機繊維テープが巻き付けられた無機繊維巻きテープを提供する。
【解決手段】無機繊維(炭素繊維は含まない)とオレフィン系樹脂を含む複合体からなる無機繊維テープが、円筒状芯材に巻き付けられた無機繊維巻きテープであって、式(I)から求められる無機繊維テープの幅(W)が5〜100mmの範囲であり、前記無機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである無機繊維巻きテープ。2.5×10-5×N×d≦W≦5.0×10-4×N×d(I)(Wは無機繊維テープの幅であり、Nは無機繊維テープを構成する無機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは無機繊維の繊維径で5〜30μmである。)3.0×F×t≦D(II)(Fは無機繊維量で、20〜60質量%の範囲であり、tは無機繊維テープの厚みで、0.1〜1.0mmである。)
(もっと読む)
繊維強化複合材料を用いた翼状構造体およびその製造方法
【課題】 プリプレグを用いずにRTMまたはVaRTMにより製造される翼状構造体において、製造効率を向上させ、製造コストも抑制することに加え、良好な強度を実現する。
【解決手段】 翼状構造体としてロータブレードを例示すれば、当該ロータブレードを製造する際のブレードプリフォームのうち、スキンとなる繊維材料として、開繊糸を用いて製作されたブレイディング50Aを用いる。また、スパーとなる繊維材料としては、中央糸および当該中央糸よりも小さい径の組糸から構成されるブレイディングを好適に用いることができる。
(もっと読む)
圧力容器の製造法および圧力容器
【課題】強化樹脂に微細なクラックが発生することを抑制し、良好な作業環境において高速製造を可能にする圧力容器の製造法、および該製造法によって製造した圧力容器を提供する。
【解決手段】強化繊維2を金属ライナー1の側面に巻き付ける工程と、強化繊維2が巻き付けられている金属ライナー1を拡径すると共に、該拡径された状態において強化繊維2に樹脂4を含浸する工程と、含浸された樹脂4が硬化した後、前記拡径を中止する工程と、を有する。
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープの提供。
【解決手段】炭素繊維と芳香族ポリアミド樹脂又は脂肪族ポリアミド樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、特定式から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。4.5×F×t≦D≦50×F×t(II)(式(II)中、Fは炭素繊維量で20〜60質量%の範囲であり、tは炭素繊維テープの厚みで0.1〜0.5mmの範囲である。)
(もっと読む)
プリプレグ繊維の製造方法および製造装置
【課題】ボイドや毛羽立ちの発生が抑制されたプリプレグ繊維を提供する。
【解決手段】繊維束20の搬送に応じて回転するように軸支された含浸装置24を繊維束20が通過する際に樹脂液が含浸され、プリプレグ繊維が作製される。含浸装置24は、繊維束20と接触する繊維束接触面35を有する円筒形状の繊維束含浸部34と、繊維束含浸部34の内側に配置され、樹脂液を貯留するための貯液部32と、を含む。繊維束含浸部34は、貯液部32と連通し、含浸装置24の回転に応じて樹脂液が吐出される複数の樹脂液吐出孔54を有し、樹脂液吐出孔54から吐出された樹脂液が、繊維束接触面35の近傍を通過する繊維束20に含浸される。
(もっと読む)
繊維強化プラスチック用一方向性の強化繊維織編物及びその繊維基材と、同繊維基材の製造方法及び同繊維基材を使った繊維強化プラスチックの成形方法
【課題】樹脂の含浸性と機械的特性に優れ、安価に製造できる強化繊維用の織編物と、同強化繊維織編物からなる繊維基材、並びに、その基材を用いた強化繊維プラスチックの製造方法を提供する。
【解決手段】繊維基材の少なくとも1層に不均一な撚り部を有する強化繊維糸条をたて糸11として配した、局部的に隙間をもつ一方向性の強化繊維織編物13からなる。フィラメント数が50000〜100000本、及び/又は糸条繊度が32670〜65340dtexであり、目付が600〜1000g/m2である。成形方法は、強化繊維織編物の少なくとも1層以上を成形型9に積層し、樹脂を面方向に拡散するための媒体17を載置後、繊維基材及び媒体の全体をバッグフィルム18で覆い、次いでバッグフィルムで覆われた内部を真空状態として、積層された繊維基材の片面に熱硬化型樹脂を拡散させ、繊維基材に含浸させたのち硬化する。
(もっと読む)
1 - 20 / 154
[ Back to top ]