
Fターム[4F205HC14]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 有機繊維 (248) | ポリアミド繊維(←アラミド繊維) (149)
Fターム[4F205HC14]に分類される特許
1 - 20 / 149
スキン・リブ構造体
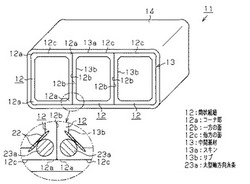
【課題】フィラーを用いることなく筒状組紐のコーナ部間の隙間を埋めることができ、製造コストを低減することができるスキン・リブ構造体を提供すること。
【解決手段】中間基材13は、四つのコーナ部12aを有する四角筒状に形成されるとともにコーナ部12aに太型軸方向糸条23aが配列されてなる筒状組紐12を四つ備える。中間基材13は、四つの筒状組紐12が互いのコーナ部12aを隣接させて一体化して形成されている。四つの筒状組紐12における互いに重なり合う一方の面12bでリブ13bが形成されるとともに、他方の面12cでリブ13bが架設されたスキン13aが形成されている。そして、隣接するコーナ部12aの両方が、太型軸方向糸条23aで形成されている。
(もっと読む)
ランダムマット基材からの成形体の製造方法

【課題】強化繊維と熱可塑性樹脂を含んでなる、寸法安定性、外観、成形性に優れた成形体の製造方法を提供する。
【解決手段】平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維の目付が25〜3000g/m2であるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下であり、工程2における搬送に要する時間を15秒以下とする成形体の製造方法。工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程、工程2.加熱した基材を金型内に搬送する工程、工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程。臨界単糸数=600/D(1)(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
繊維強化複合材料
【課題】スキン−ウェブ構造のような複雑な形状の場合でも、特殊な製造方法を行わずに、擬似等方性の積層繊維束層を強化繊維として反りを低減することができる繊維強化複合材料を提供する。
【解決手段】繊維強化複合材料11は、強化繊維からなる繊維束層が複数積層されてなる積層繊維束層の状態でマトリックス中に複合化されている。そして、中立面16を挟んで片側における繊維配向角度が+θの繊維束層である+θ層の数と、繊維配向角度が−θの繊維束層である−θ層の数とが同じであり、繊維束層の積層順は基準面に対して逆対称とし、かつ+θ層と−θ層との間に配置される他の繊維束層の数が同じである。
(もっと読む)
繊維強化樹脂シートの製造装置及びその製造方法
【課題】マトリクス樹脂を強化繊維基材に良好に含浸することができる繊維強化樹脂シートの製造方法及びその製造装置を提供する。
【解決手段】一対の押圧部材の間に、強化繊維が一方向に引き揃えられた強化繊維基材Fと、流動可能な状態のマトリクス樹脂Pとを供給し、一対の押圧部材11、12で、強化繊維基材Fとマトリクス樹脂Pとを押圧することにより、強化繊維基材Fにマトリクス樹脂Mを含浸させる繊維強化樹脂シートの製造方法である。一対の押圧部材11、12のうち少なくとも一方の押圧部材11として、表面に複数の突起11aが形成された押圧部材を用い、一対の押圧部材11、12の間において、強化繊維基材Fを押圧することにより、複数の突起11aで強化繊維をほぐしながら、マトリクス樹脂Pを強化繊維基材Fに含浸させる。
(もっと読む)
繊維複合材料およびそれを用いたサンドイッチ材
【課題】耐衝撃性が求められる用途および部材に好適な繊維複合材料を提供する。
【解決手段】繊維Aおよび繊維Bと、熱可塑性樹脂とを含む繊維複合材料であって、繊維Aは融点が200℃以上で引張破断ひずみが5%以上の有機繊維であり、繊維Bは200℃×10分乾熱収縮率が1%以下であり、繊維A100体積部に対し、繊維Bは10〜100体積部であり、複合材料中に繊維Aと繊維Bの絡合糸を含んでいる繊維複合材料。
(もっと読む)
繊維強化積層体で使用される補強シート、繊維強化積層体及びウィンドタービンブレード、並びに繊維強化積層体を製造する方法
【課題】繊維強化積層体で使用される補強シート、繊維強化積層体及びウィンドタービンブレード並びに繊維強化積層体を製造する方法を改良する。
【解決手段】本発明は、繊維強化積層体で使用される補強シートに関し、補強シートが、繊維材料からなる補強シート基層23の表面に連結される強化ストリップ25を備えるようにした。さらに本発明は、このような補強シートを備える繊維強化積層体及びウィンドタービンブレード並びに繊維強化積層体を製造する方法に関する。
(もっと読む)
熱可塑性樹脂補強シート材、熱可塑性樹脂多層補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強成型品
【課題】リサイクル性、耐衝撃特性に優れる熱可塑性樹脂をマトリックスとした、高品質で、力学的特性及びドレープ性に優れる熱可塑性樹脂多層補強シート材、及び当該熱可塑性樹脂多層補強シート材を短時間で効率よく製造するための方法、並びに当該熱可塑性樹脂多層補強シート材を用いて成型された高品質性な熱可塑性樹脂多層補強成型品を提供する。
【解決手段】熱可塑性樹脂補強シート材2は、複数の補強繊維3fが所定方向に引き揃えられてシート状に形成された補強繊維シート材3を熱可塑性樹脂シート材4の両面に付着させて構成されており、熱可塑性樹脂多層補強シート材は、熱可塑性樹脂補強シート材2が積層して形成され、かつ、熱可塑性樹脂シート材4と同一材料である一体化用熱可塑性樹脂繊維束によりステッチして縫合一体化されている。さらに、補強繊維シート材3の補強方向がそれぞれ多軸となるように積層されている。
(もっと読む)
樹脂製歯車
【課題】樹脂成形部が吸湿による膨潤で寸法変化を起こす場合においても、歯車の噛み合い誤差が増大することが少ない樹脂製歯車を提供する。
【解決手段】金属製のブッシュ2と、このブッシュの周囲に配置される樹脂成形部6とを備え、樹脂成形部6が、不織布基材に樹脂を含浸、硬化させたもので、歯先部と歯元部とを有する斜歯であり、歯先部ねじれ角が、歯元部ねじれ角より大きい。好ましくは、先部ねじれ角が、歯元部ねじれ角より0.1〜0.5度大きい。本発明は、抄造による不織布基材に好適に適用できる。
(もっと読む)
有機繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法の提供。
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置
【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
FRP及びFRPの製造方法
【課題】断熱材を別途設けることなく断熱性を向上させ、安価に製造可能なFRP及びFRPの製造方法を提供する。
【解決手段】荷重方向に配向された繊維からなる垂直繊維層3と、該垂直繊維層と直交する向きに配向された繊維からなる水平繊維層4と、前記垂直繊維層に対して傾斜した向きに配向された繊維からなる剪断繊維層5を所定数層積層させるFRP1であって、所定数層の前記剪断繊維層からなる剪断繊維積層層7が熱源側に配置され、所定数層の前記垂直繊維層と前記水平繊維層からなる垂直水平繊維積層層8が前記剪断繊維層の非熱源側に配置される様前記垂直繊維層と前記水平繊維層と前記剪断繊維層とを積層。
(もっと読む)
複合材料部品及びその製造方法
【課題】複数層のプリプレグから製造する、面内湾曲及び面外湾曲を持つ形状を有する複合材料部品を提供する。
【解決手段】面内湾曲をもつ形状を有する複合材料部品28,30、例えば、後退構造を有する翼形部14の翼桁キャップ。この部品28,30を製造する方法は、部分的に硬化したポリマー材料のマトリックス中に繊維状強化材を含有する積層構造を有するプリプレグを形成することを含んでいる。これらのプリプレグを積み重ね、直線状の細長いプリフォームを形成する。次に、プリフォームの長手方向及び横断方向を含有する平面内でプリフォームに面内湾曲を誘発して後退構造を作成する。面内湾曲は、プリフォームの横断方向に平行な力をかけながら、プリフォームをポリマー材料の溶融温度未満の温度にしてポリマー材料をコールドフローさせることによって誘発される。次に、ポリマー材料を十分に硬化させて複合材料部品28,30を得る。
(もっと読む)
耐摩耗性の繊維強化複合材及びその製造方法
【課題】アンダーコート層、或いは、セラミックス粒子が食い込んだトップコート層を設けることなく、良好な接着強度を有する溶射皮膜が形成された耐摩耗性の繊維強化複合材及びその製造方法を提供する。
【解決手段】最外層に溶射皮膜層4を有する耐摩耗性の繊維強化複合材1であって、繊維強化プラスチック基材層2と、繊維強化プラスチック基材層2の表層に積層されたガラス繊維強化プラスチック層3と、ガラス繊維強化プラスチック層3の表層に溶射により被覆された溶射皮膜層4とを有する。
(もっと読む)
繊維強化プラスチック部品
【課題】孔のあいた板状の強化繊維プラスチック部品において、孔の周囲の強度を高める。
【解決手段】ヒンジを構成する要素であるヒンジプレート12は、先端20側に孔14があけられている。ヒンジプレート12を多層構造とし、その少なくとも1層を複数の補強繊維26を有する補強層22とする。補強層22の複数の補強繊維26は、孔14の先端20側では、孔14の周囲に同心円状に配置される。この同心円状に配置された部分の両端が、先端20と反対側の基端18に向けて延びる。
(もっと読む)
圧力容器の製造方法
【課題】所望の耐圧性能を有する圧力容器を精度よく作製する。
【解決手段】円筒状の直胴部38と、直胴部38の両端に接続され、その頂部に口金部36,37を有するドーム部40,41と、を備えるライナ32の外周上に、樹脂液を含浸させた繊維束を、口金部36,37間の距離を調整しながら巻き付ける工程を含む。口金部36,37間の距離は、支持部42に設けられた口金部可動機構50により調整することができる。
(もっと読む)
繊維塗布機械
【課題】複合材料からなる部品を生産するための塗布ローラを有する繊維塗布機械に関し、樹脂を用いて繊維を予備含浸する際に、繊維張力制限システムや繊維搬送システム等を備え、直線的な設計で、空間要求性が減少し、より安価な繊維塗布機械を提供する。
【解決手段】繊維塗布機械は、塗布ローラーと繊維を前記塗布ローラーに案内するための手段とを備える繊維塗布ヘッド移動システム、繊維貯蔵手段、および、前記貯蔵手段から塗布ヘッドまで繊維を搬送するための繊維搬送手段を備えている。該繊維塗布機械は、繊維搬送手段は可堯管を備え、各管はその内部通路に繊維を受け入れることができる。
(もっと読む)
高圧タンクの製造装置、高圧タンクの製造方法および繊維束の拡幅装置
【課題】ライナへの繊維束の巻き付けの際の繊維束の拡幅量の変動を抑制することができる高圧タンクの製造装置を提供する。
【解決手段】ライナとライナの外面に繊維を巻き付けて構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、複数の繊維を含んで構成された繊維束を通して拡幅するための、曲率を変更可能で拡幅量に応じた幅のスリットを有する拡幅手段を備える高圧タンクの製造装置である。
(もっと読む)
高圧タンクの製造装置および高圧タンクの製造方法
【課題】ライナへの巻き付け時等における繊維束の樹脂含有率の低下を抑制することができる高圧タンクの製造装置を提供する。
【解決手段】ライナ26とライナ26の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、マトリックス樹脂を含浸させた繊維束22をライナ26の外面に巻き付ける際に、繊維束22に樹脂を塗布するための樹脂塗布手段を有する高圧タンクの製造装置である。
(もっと読む)
高圧タンクの製造装置および高圧タンクの製造方法
【課題】ライナへの繊維の巻き付けの際の繊維束の拡幅率を向上することができる高圧タンクの製造装置を提供する。
【解決手段】ライナとライナの外面に繊維を巻き付けて構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、ライナの外面に繊維を巻き付ける際にライナを振動させる振動手段を有する高圧タンクの製造装置である。
(もっと読む)
高圧タンクの製造装置並びに製造方法
【課題】金属ライナーに樹脂含浸繊維を巻き付ける際に、ライナーの両端部のドーム部において、繊維の横すべりが生じにくく、理想的な軌道に近い軌道で巻き付けることができる新しい高圧タンクの製造方法を提供する。
【解決手段】樹脂含浸繊維を金属ライナー1の外面にフープ巻きとヘルカル巻きとを交互に繰り返しながら複数回巻き付ける巻き付け工程を含み、この巻き付け工程の過程で、金属ライナー1の外方に配置した外部加熱装置4により、巻き付けられる樹脂含浸繊維を順次加熱硬化させるようにし、金属ライナー1のドーム部1bに向けて配置した冷却装置5により、ドーム部1bの樹脂含浸繊維を冷却して樹脂の粘度低下を遅らせるようにし、樹脂含浸繊維の横すべりを抑えるようにした。
(もっと読む)
1 - 20 / 149
[ Back to top ]