
Fターム[4F205HC14]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 有機繊維 (248) | ポリアミド繊維(←アラミド繊維) (149)
Fターム[4F205HC14]に分類される特許
61 - 80 / 149
サンドイッチ構造体用の補強構造
サンドイッチ構造体に適用される本発明に係る切り欠き部補強構造を形成する際に、好ましくは発砲材料からなるブレードコアの強度特性を向上させる為に2つの方法が組み合わされる。この目的の為に、ブレードが前記ブレードコアの貫通孔内に引き込まれる繊維束に結合される。結果として、サンドイッチ構造体用の本発明に係る切り欠き部補強構造は、部品の低重量化を図りつつ際立った強度特性を有する。 (もっと読む)
繊維強化樹脂構造体の製造方法

【課題】繊維強化樹脂構造体30を製造するに際して、強化繊維糸3の配向方向を容易にかつ自在に制御できるようにする。
【解決手段】樹脂を含浸した長尺状の強化繊維糸3を間隔をおいて配置した2本の支持軸1,2間に所定の幅に亘って巻き付けて繊維巻き付け体10とし、それに捻りを与えて繊維に配向を与える。捻りを与えた繊維巻き付け体10aの横幅を調整して配向角度を適宜調整した後、所定の型を用いて賦形し、加熱成形して所望の繊維強化樹脂構造体とする。
(もっと読む)
プリフォーム用基材とその製造方法及び熱硬化性バインダー樹脂粉末
【課題】賦形性と形態安定性に優れ、且つ、再接着可能なプリフォーム用の強化繊維基材を提供すること。
【解決手段】シート状の強化繊維基材の片面又は両面に、分子中に少なくとも2個の不飽和基を有し、融点(Tm)が40〜150℃、平均粒子径が20〜500μmの範囲にあるの熱硬化性バインダー樹脂の粉末が、前記強化繊維基材に対し0.1〜20重量%の範囲で付着してなるプリフォーム用基材。バインダー樹脂の粉末は、ガラス転移点温度(Tg)が35〜120℃で、融点(Tm)+10℃における粘度が200〜1000Pa・sのビニルエステル樹脂又はアクリル樹脂を主体としたものが好ましい。
(もっと読む)
流水用FRP製整流板の製造方法および流水用FRP製整流板
【課題】長手方向の寸法が長くなっても、面内反りが殆ど無く、機械のスロットへの取付け側が常に殆ど真っ直ぐになっているFRP製整流板の提供。
【解決手段】補強繊維基材の積層構成を、幅方向の各部位において、長手方向の硬化後の熱収縮量と飽和吸水後の湿潤膨張量の差ができるだけ小さくなるように設計しておき、上記積層構成の補強繊維基材にマトリックス樹脂を含浸させ加熱により硬化成形して熱収縮由来の面内反りの有る成形品を製造した後、その成形品に飽和吸水量まで吸水させることで湿潤膨張させて面内反りを戻す。
(もっと読む)
補強用プリプレグシート及び構造体の補強方法
【課題】 本発明は、優れた機械的強度を有し且つ軽量性に優れた補強用プリプレグシートを提供する。
【解決手段】 本発明の補強用プリプレグシートは、アラミド繊維又は玄武岩繊維を含む繊維束から形成された網状体に未硬化の熱硬化性樹脂を含浸させてなることを特徴とするので、軽量性に優れていると共に、硬化させることによって優れた機械的強度を発揮するので、風力発電用ブレードなどのように軽量性と強度とが要求される用途に好適に用いることができる。
(もっと読む)
内部に発泡体とリブ構造を有するFRP成形品
【課題】内部にリブ構造を持つようなFRP成形品と、それを一体成形するための新しい成形方法を提供すること。
【解決手段】内部に発泡体とリブ構造を有するFRP成形品であって、この発泡体は複数の構成部分からなっており、各構成部分の相対する面の間には、繊維強化材とマトリックス樹脂とからなるリブ構造が形成されていることを特徴とするFRP成形品。かかるFRP成形品は、発泡体の各構成部分に、プリプレグを巻回・積層したものを、成形型のキャビティ内にセットし、プリプレグを硬化させるル方法によって、あるいは、発泡体の各構成部分に、繊維強化材を巻回・積層したものを、成形型のキャビティ内にセットし、キャビティ内にマトリックス樹脂を注入するRTM成形法で製造することができる。
(もっと読む)
複合材料で被覆した基質および成形可能な複合材料
【課題】複合材料で被覆した基質および成形可能な複合材料を提供する。
【解決手段】成形可能な複合材料は複合材料の断片、すなわちそこに埋め込まれた繊維を有するポリマー・マトリックス材料の断片を有している。改良された基質は、基質を提供することと当該基質の上に被覆材を適用することによって提供される。当該被覆材は複合材料の断片を有する。第1の建築部材の付着領域の上に被覆材を適用し、当該被覆された付着領域に留め具を適用することによって、第1の建築部材を第2の建築部材にしっかりと固定することができる。
(もっと読む)
ガス容器製造方法、ガス容器製造装置、及びガス容器
【課題】繊維強化樹脂シェルの白濁化と滞留ガスの放出音の発生を防止するガス容器製造方法、ガス容器製造装置、及びガス容器を提供する。
【解決手段】ガス容器4の樹脂ライナ2の外面に樹脂を含浸させた強化繊維である含浸繊維Fbを巻き付けて下巻き層を形成し、その下巻き層の上に樹脂が含浸されていない強化繊維である未含浸繊維Faを巻き付けて上巻き層を形成する。そして、巻き付けにより下巻き層の含浸繊維Fbから染み出した樹脂を上巻き層の未含浸繊維Faに含浸させて、その後に、下巻き層と上巻き層の樹脂を硬化させて繊維強化樹脂シェル3を形成する。これにより、繊維強化樹脂シェル3の最外層に形成される樹脂層の厚さを薄くして、繊維強化樹脂シェル3のガス透過性を向上させる。
(もっと読む)
機械加工部分を有する複合カップリング
【課題】任意のアセンブリまたは補強材構成に適合することができ、それ自体の機械的一体性を保持するカップリングを提供すること。
【解決手段】本発明は、ファイバ構造物によって補強されるポリマーマトリックスを備える複合材料から構成されるカップリング(100)に関する。カップリングは、主要ファイバ構造物(30)によって補強される構造部分(130)と、主要ファイバ構造物(30)とは異なる第1のファイバ構造物(20)によって補強される第1の機械加工部分(120)とを備え、構造部分(130)のマトリックスおよび第1の機械加工部分(120)のマトリックスが、同一であり、第1の機械加工部分(120)が、構造部分(130)の主面の少なくとも1つの一部に位置し、第1の機械加工表面に機械加工され、第1の機械加工表面と主要ファイバ構造物(30)のファイバとの間では交差しない。
(もっと読む)
熱可塑性樹脂被覆FRP線条物及びその製造方法
【課題】ドロップ光ケーブル用テンションメンバなどとして用いられる熱可塑性樹脂被覆FRP線条物の熱可塑性樹脂被覆厚みを薄くして外径を細径化した熱可塑性樹脂被覆FRP線条物及びその製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維11束に未硬化の熱硬化性樹脂組成物を含浸させた後、所定形状に絞り成形した線条物の外周面に熱可塑性樹脂からなる被覆層を形成し、前記被覆層を冷却固化した後に、前記熱硬化性樹脂を硬化させ、しかる後被覆層の外径を整径してなる熱可塑性樹脂被覆FRP線条物6であって、前記未硬化の熱硬化性樹脂組成物が、当該熱硬化性樹脂100質量部に対して炭酸カルシウムを0.5〜3質量部含有してなることを特徴とする耐座屈性に優れた熱可塑性樹脂被覆FRP線条物6である。
(もっと読む)
運送車両用の一体型複合素材からなる車体及びその製造方法
本発明は、複合素材を利用して同時硬化方式で成形された車体及びその製造方法に係り、本発明の一側面によれば、心材と、補強纎維に合成樹脂を含浸させて半硬化させたプリプレグからなる、前記心材の一面に接着される内皮材と、補強纎維に合成樹脂を含浸させて半硬化させたプリプレグからなる、前記心材の他面に接着される外皮材と、前記心材と外皮材との間に挿入される金属板材から構成されるサンドイッチパネルを利用して車体の形状に一体に成形したことを特徴とする運送車両用の一体型複合素材からなる車体が提供される。 (もっと読む)
補強ホース
エラストマー材料及び織物補強材を包含し、その際、該織物補強材が、本質的に、脂肪族ポリアミドの群から選択された繊維から成るホースにおいて、該繊維の熱風収縮率が2.5%より小さいことを特徴とするホース。 (もっと読む)
強化繊維樹脂構造体の製造方法
【課題】短時間でかつ安価に繊維強化樹脂からなる繊維強化樹脂構造体を製造する方法を提供する。
【解決手段】賦形型20の表面22に強化繊維基材30を配置して、強化繊維基材30を複数の稜線32を有する立体形状に賦形し、立体形状の強化繊維基材31に対して樹脂42を含浸させることにより繊維強化樹脂からなる構造体10を製造するための製造方法であって、該製造方法において、賦形型20の表面22に強化繊維基材30を配置後、少なくとも立体形状の強化繊維基材31の稜線32に沿って樹脂41を配置する工程と、立体形状の強化繊維基材21の各稜線32に対して所定の間隔をあけてヒータ12を並設し、ヒータ12により稜線32に配置された樹脂42を加熱して、樹脂42を強化繊維基材30の稜線32に含浸させる工程と、を少なくとも含んでなる。
(もっと読む)
繊維複合材料からプロファイルを製造する方法
本発明は、特に航空機産業及び航空宇宙分野における、以下の工程を有する、繊維複合材料からプロファイルを製造する方法を提供する。特に予め含浸させた繊維材料からなる予備ファブリック(3)を、まず、真空バッグ(7)で被覆する。その後、支持要素(17、18)を、被覆した予備ファブリック(3)上に置き、これを支持する。その後、真空バッグ(7)に真空(PI)を与える。次に、予備ファブリック(3)は、特にオートクレーブ内で、熱の作用の下で硬化されプロファイルとなる。特許請求する方法によれば、支持要素(17、18)は、真空バッグ(7)によって、長手方向(8)において予備ファブリック(3)から機械的に切り離されており、これにより、支持要素(17、18)を、予備ファブリック(3)に対して長手方向(8)に移動させることが可能となるため、非常に費用のかかる36ニッケルスチールの代わりに、好ましい材料、特にアルミニウムから支持要素(17、18)を形成することができ、好都合である。 (もっと読む)
繊維強化複合材料成形システム
【課題】繊維強化複合材料成形システムにおいて、設備の大型化を抑制して繊維束の拡幅量をより大きくすることである。
【解決手段】繊維に樹脂を含浸し、樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形システム10であって、繊維束14を開繊する開繊ユニット42を備え、開繊ユニット42は、繊維束14をねじ状溝46に通して開繊する開繊部44を有している。なお、開繊ユニット42は、開繊部44を加熱するヒータ等を有することが好ましい。
(もっと読む)
コンポジット構造に用いるハイブリッド三次元織り/積層支材
【課題】コンポジット構造を補強するために用いる織りプリフォーム、およびそのようなプリフォームを製造する技術の提供。
【解決手段】織りプリフォームは、一緒に織った複数の層をもつ中央部分を備える。プリフォームは、複数の個別の織り層であり、中央部分で織り込んだ複数の層と一体に織られ、プリフォームの全長に沿って伸びる第1の端部部分を含む。プリフォームは、また、複数の個別の織り層であり、中央部分で織り込んだ複数の層と一体に織られ、プリフォームの全長に沿って伸びる第2の端部部分を含む。第1および第2の端部部分における複数の個別の織り層の間に入っているのは、バイアス層である。また、第1および第2の端部部分には、厚さ方向の補強がある。個別の織り層およびバイアス層を横切る補強繊維が、それらの層を固定し補強する。
(もっと読む)
繊維強化樹脂複合材料及びそれを成形してなる成形品
【課題】軽量かつ耐衝撃性、材料の飛散防止性能に優れると共に、プレス成形が困難な凹凸の多い成形品等を成形する際の賦形性に優れる、繊維強化樹脂複合材料を提供する。また、繊維強化樹脂複合材料を成形してなる、軽量で、耐衝撃性、材料の飛散防止性能及び外観に優れる成形品を提供する。
【解決手段】繊度が200dtex〜900dtexの高強度かつ高弾性率の有機繊維糸条よりなる目付(単位面積当りの重量)が50g/m2〜200g/m2の3軸織物を、強化繊維が炭素繊維よりなる目付が50g/m2〜500g/m2の織物で、マトリックス樹脂が熱硬化性樹脂で、かつ樹脂の重量含有率が30%〜70%である樹脂シートの少なくとも片面に、積層一体化してなる繊維強化樹脂複合材料、並びに、該材料を成形してなる成形品。
(もっと読む)
引抜成形品の製造方法
【課題】寸法精度に優れ、外観品位の高い引抜成形品を、より高い成形速度で生産性よく製造することのできる引抜成形方法を提供すること。
【解決手段】連続的に給糸した補強繊維に熱硬化性樹脂を含浸させた基材を、加熱した引抜成形用金型空間に挿通するとともに、基材に張力を加えて引き抜くことにより、繊維強化樹脂を成形する引抜成形方法であって、金型空間内での基材中の熱硬化性樹脂の反応率が50〜80%となる部分より、成形方向に垂直な金型空間の断面の面積を、基材入口側金型空間における対応する断面の面積より大きくすること、好ましくは1倍を超え1.1倍以下とすることを特徴とする、引抜成形品の製造方法。
(もっと読む)
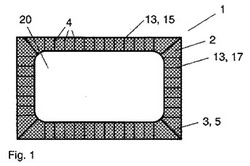
複合材料から形成される構造フレーム及び該構造フレームを備えている航空機の胴体
本願発明は、複合材料から形成された構造フレームに関する。本願発明の目的は、構造において単純な状態のままである一方、高い機械的性能を有する構造フレームを得ることである。この目的は、所定の角度で構造フレームのメイン部分における単一方向の繊維の複数のセットを配置することで達成される。このシステムは、特に航空機の胴体のための構造フレームとして使用されることができる。 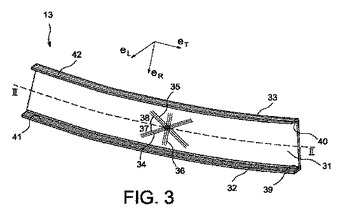 (もっと読む)
(もっと読む)
繊維強化樹脂製歯車
【課題】製造時に歯形を形成することが容易な繊維強化樹脂製歯車を提供することにある。
【解決手段】繊維強化樹脂製歯車11は、芯金12と、芯金12の外周を囲むように設けられるとともに外周部に複数の歯形部13が形成された繊維強化樹脂部14とから構成されている。繊維強化樹脂部14は、歯車11の歯形部13の歯すじ方向に対して平行に配列された複数の連続繊維16からなる連続繊維群を強化材として有する繊維強化樹脂層17を備えている。
(もっと読む)
61 - 80 / 149
[ Back to top ]