
Fターム[4F205HC14]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 有機繊維 (248) | ポリアミド繊維(←アラミド繊維) (149)
Fターム[4F205HC14]に分類される特許
141 - 149 / 149
ジグザグ形状の繊維強化樹脂成形品及びその製造法
【課題】引抜き成形によってジグザグ形状の繊維強化樹脂成形品を製造し、得られた成形品を用いた複合補強部材を得る。
【解決手段】強化繊維束に熱硬化性樹脂を含浸させ、賦形ノズルを通して引抜き、硬化域に引抜き方向に沿って複数本のピンを所定間隔を置いて2列に整列させ、該2列のピンが相互にジグザグとなるように配列して2列のピンを移動させ、賦形ノズルを2列のピンと相対的に引抜き方向に直交する方向に往復動させて強化繊維束を含む熱硬化性樹脂を2列のピンに交互に掛けて硬化させてジグザグ形状の引抜き成形体を製造する。
(もっと読む)
繊維補強シート

【課題】二軸方向を補強した繊維補強シートであって、その二軸方向は繊維補強シートの長手方向に対し対称方向であるものを提供する。
【解決手段】繊維束2を一方向に引き揃え配列した繊維シート3を一対の折り返しガイド部12に沿ってθ°の傾きをもたせて重ねるように順番に折り返して巻き付け、繊維シート3の方向が+θ°よりなる第1繊維シート層4と−θ°よりなる第2繊維シート層5の二層から構成された繊維補強シート1を製造する。
(もっと読む)
改良コア材料
本発明は、密閉金型システム、ハンドレイアップ適用および/またはスプレーアップ適用での使用に適する、好ましくは、1バールの圧力において30%より大きい圧縮抵抗性を有する、ドレープ可能なコア材料であって、ウェブ内にフォーム構造を含有する少なくとも一つの繊維質ウェブを基材としており、前記フォーム構造が多数の部材から形成されており、それら部材は樹脂に対して透過性である流路によって相互に分離されている、前記コア材料に関する。さらに、本発明はかかるコア材料を含む積層物、コア材料の製造方法、およびかかる積層物の製造方法に関する。  (もっと読む)
(もっと読む)
航空機胴体およびその他の構造の複合バレルセクション、および係るバレルセクションを製造する方法およびシステム
航空機胴体の複合セクション、およびこのようなセクションを製造する方法およびシステムがここに開示される。本発明の一実施形態にしたがって構成された複合セクションは、外板および少なくとも第1および第2のスティフナ(730)を含む。外板は、軸周りに360°にわたって延在する連続的な表面を形成する複数の単方向繊維を含むことができる。第1のスティフナ(730)は、外板の内部表面に接合される第1のフランジ部分と、外板の内部表面から離れて内側に突出する第1の突起部とを含むことができる。第2のスティフナは、外板の内部表面に接合される第2のフランジ部分と、外板の内部表面から離れて内側に突出する第2の突起部とを含むことができる。本発明の一実施形態にしたがって胴体のセクションを製造する方法は、複数の未硬化のスティフナをマンドレルアセンブリ上に位置づけることを含む。方法は、複数の繊維トウをマンドレルアセンブリ上の複数の未硬化のスティフナの周囲に適用することをさらに含むことができる。  (もっと読む)
(もっと読む)
ロータブレードの編組翼桁とその製造方法
編組によるロータブレード翼桁は、翼桁の長手軸に対して平行に配置されない斜角編組繊維を有する3軸編組物を含む。ゼロ度繊維が軸に対して平行に設けられ、翼桁の上下面に位置するように配置される。斜角繊維は、ゼロ度繊維の周囲に編組される。編組翼桁の製造方法では、多軸編組機によって編組スリーブが乾いた状態でマンドレルに形成される。マンドレルに編組スリーブが形成された後、マンドレルがマッチドメタルモールドに配置され、樹脂が含浸され、硬化される。次に完成した編組翼桁からマンドレルが取り除かれる。
 (もっと読む)
(もっと読む)
複合積層体にZ軸補強繊維を挿入する方法
複合積層体にz−x/y補強を提供するために、この複合積層体にz−x/y方向補強繊維を挿入する方法が開示される。この方法において、繊維(7)は、z−x/y方向で、x−y複合材料(30)内に配置され、ここで、繊維配置管16および通路配置プローブ(35)を含む繊維配置用具は、配置プロセスの間に、ある角度でずれている。1つの実施形態において、頂部プレートと底部プレートとの間の、x−y軸材料が送り込まれるチャンバに側部プレートが形成される。チャンバの側部プレートは、x−y軸材料の縁を制限する。 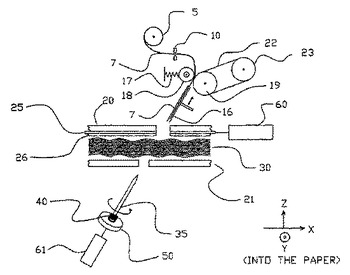 (もっと読む)
(もっと読む)
アルミニウム導体複合コア補強ケーブルおよびその製造方法
本発明は、アルミニウム導体複合コア(ACCC)補強ケーブルおよびその製造方法に関する。ACCCケーブル(300)は、外部フィルム(305)およびアルミニウム導体(306)の少なくとも1つの層で囲まれている複合コアを含む。複合コア(303)は、1つまたは複数のマトリックス材料内の少なくとも1つの繊維タイプから複数の繊維を含む。本発明によれば、B−ステージングおよび/またはフィルム・コーティング技術のようなユニークな処理技術を、数十cm/分から18m/分またはそれ以上に生産速度を増大するために使用することができる。 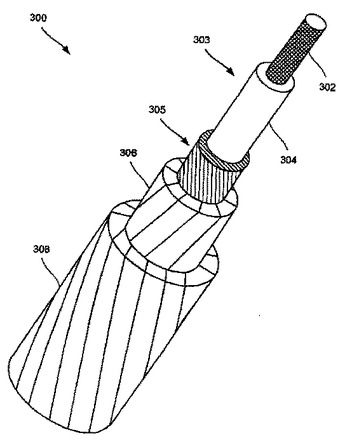 (もっと読む)
(もっと読む)
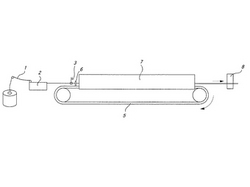
湿式使用チョップドストランドを使用した熱可塑性組成物の開発
湿式使用のチョップドストランドガラスを使用する熱可塑性複合材(295)を形成するための方法が提供される。湿式チョップドストランドガラス繊維のような湿式補強繊維が、該繊維を第1のオープナー(210)、コンデンサ(220)、および任意に第2のオープナー(230)に連続的に通すことによって開かれる。この開かれた補強繊維は樹脂(240)と混合され、第1のシート形成器(270)に移送される。樹脂は、好ましくはポリプロピレン繊維である。高い構造的一体性を有する最終複合材を形成するために、任意の第2のシート形成器を使用してもよい。得られたシートは、機械的強化のために、針穿刺フェルト製造機に通されてもよい。次いで、該シートは、補強ガラス繊維および樹脂を結合させるために熱結合装置(290)に通される。熱結合装置を出て行く複合材製品は、続いて、複合材物品を製造するためのモールドプロセスにおいて補強剤として使用することができる。 (もっと読む)
硬化性プリプレグ,その製造方法及び硬化方法
【課題】 短時間に安定して増粘でき、且つプリプレグシート保存中に樹脂が繊維質基材から流れ出すことがなく、更に被着体の形状が複雑な場合でも貼り付けてから硬化までの間に剥がれることがなく、プライマーの使用なしで高い接着強度を発現しうる硬化性プリプレグ,その製造方法及び硬化方法を提供すること。
【解決手段】 片面または両面に粘着剤層を有することを特徴とする硬化性プリプレグ並びに粘着剤をフィルム上に塗布し、粘着剤層を形成した後、その上に硬化性プリプレグ組成物を積層し、可視光及び/または近赤外光の照射により、硬化性プリプレグ組成物のみをBステージまで予備重合させて一体化することを特徴とする硬化性プリプレグの製造方法である。
(もっと読む)
141 - 149 / 149
[ Back to top ]