
Fターム[4F205HC14]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 有機繊維 (248) | ポリアミド繊維(←アラミド繊維) (149)
Fターム[4F205HC14]に分類される特許
101 - 120 / 149
孔付き繊維強化複合体の製造方法、及びその複合体からなる航空機構造用部材
【課題】 高い寸法精度及び真円度及び低い表面粗度の接合用孔を有する繊維強化複合体を低コストで製造する方法を提供する。
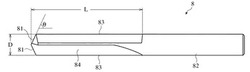
【解決手段】 強化繊維にマトリックス樹脂を含浸したプリプレグからなる硬化プリプレグ成形体1’にドリル加工して接合用孔15を有する繊維強化複合体1を製造する方法であって、前記ドリル加工に、2つ以上の錐状の先端切刃81と、前記先端切刃81から連続的にシャンク82まで延在する2つ以上の外周切刃83と、前記先端切刃81からシャンク82まで延在する切屑排出溝84とを有するバニシングドリル8を用いる方法。
(もっと読む)
繊維強化複合材料成形装置

【課題】繊維強化複合材料成形装置において、長尺繊維束をより変形し易くして、繊維強化樹脂複合材料を成形することである。
【解決手段】成形中の繊維束14における端と、新品の繊維束44における端とを重ね合わせて接合し、長尺繊維束46として繊維強化複合材料を成形する繊維強化複合材料成形装置10であって、成形中の繊維束14と新品の繊維束44との重ね合わせ領域Aは、長尺方向に対して、所定の間隔を設けて接合された複数の接合部を有する。そして、重ね合わせ領域Aは、点状に接合された接合部48等を有することが好ましい。
(もっと読む)
取付けフランジを有する複合材構造体を含む物品
【課題】取付けフランジを有する複合材構造体を含む物品を提供する。
【解決手段】本物品は、周辺部を有するファンケーシング(16)と、周辺部の周りでファンケーシング(16)に対して作動可能に連結された少なくとも1つの取付けフランジ(46)とを含み、取付けフランジ(46)は、少なくとも1つの円周方向に配向されたコア繊維(52)を有する。取付けフランジ(46)は、一方向性繊維トウ、織物プリフォーム及びそれらの組合せから成る群から選択された複数のコア繊維(52)を含むことができる。取付けフランジ(46)は、前記コア繊維(52)を前記主要複合材構造体(38)に対して作動可能に連結した少なくとも1つの付着繊維(54)の層をさらに含むこともできる。
(もっと読む)
成形体の製造方法、成形体、並びにタンク
【課題】樹脂含浸繊維の樹脂が巻き付けによって染み出すことを抑制できると共に、樹脂含浸繊維層の内部での剥離を抑制できる、成形体の製造方法、成形体、並びにタンク。
【解決手段】樹脂含浸繊維を硬化させてなる樹脂含浸繊維層(4)を有する成形体の製造方法において、樹脂含浸繊維層(4)を形成するための一連の工程を備える。一連の工程は、樹脂含浸繊維を所定分巻き付ける巻付け工程と、巻き付けられた樹脂含浸繊維の樹脂をゲル化するゲル化工程と、を有する。そして、一連の工程では、巻付け工程及びゲル化工程を実行後、さらに巻付け工程を実行することで、ゲル化されたものの上に新たな樹脂含浸繊維を所定分巻き付けるようにした。
(もっと読む)
繊維束接合体及びその製造方法並びにタンク
【課題】繊維束を接合するにあたり、接合部の肥大化を抑制するとともに、高張力の負荷にも耐え得る高い接合強度を得る。
【解決手段】第1の繊維束41と第2の繊維束42とが接合部44において長手方向に接合されてなる繊維束接合体40である。接合部44は、第1の繊維束41の端部41aと第2の繊維束42の端部42aとを、同軸上で重ね合わせずに配置した状態で、第1及び第2の繊維束41、42よりも細い第3の繊維束43を介して接合して構成したものである。
(もっと読む)
繊維強化複合材接合構造体の製造方法および繊維強化複合材接合構造体
【課題】軽量かつ高強度な繊維強化複合材接合構造体を製造する方法および繊維強化複合材接合構造体を提供する
【解決手段】繊維強化複合材料からなる第一の部材と、繊維強化複合材料からなる第二の部材の端面を接するように配置し、接合部補強用強化繊維積層体を第一の部材と第二の部材に跨がせるように配置する第一の工程と、前記第一の部材と前記接合部補強用強化繊維積層体間の第一の接着面および前記第二の部材と前記接合部補強用強化繊維積層体間の第二の接着面のそれぞれの接着面の少なくとも一ヶ所に前記各部材と前記接合部補強用強化繊維積層体の双方に強化繊維束製の杭材を刺入させる第二の工程と、前記接合部補強用強化繊維積層体および前記強化繊維束製の杭材に同時に樹脂を含浸させて硬化させる第三の工程を有することを特徴とする繊維強化複合材接合構造体の製造方法。
(もっと読む)
複合材角部及び複合材角部の製造方法
【課題】 環状ガスタービンエンジン部品のフランジ角部の高樹脂密度領域を低減もしくはなくす方法の提供。
【解決手段】 ガスタービンエンジン部品及びガスタービンエンジンの複合材部品の製造方法は、互いにある角度で配置された第1及び第2の表面を有するツール(100)を準備する段階を含む。第1の表面と第2の表面との角部近傍で終端する端部を有する繊維セグメント(302)を第1の表面に取り付ける。繊維セグメント(302)及び第2の表面に繊維プリフォーム(301)を配置する。次いで、繊維プリフォーム(301)又は繊維セグメント(302)の1以上にマトリックス材料を加える。繊維セグメント(302)の端部を膨らませることができる十分な温度に繊維セグメント(302)及び繊維プリフォーム(301)を加熱する。次いでマトリックス材料を硬化して角部分の繊維分布が実質的に均一な複合材物品を形成する。
(もっと読む)
繊維強化樹脂製円筒成形品の製造方法
【課題】 脱型が困難な円筒状の成形品を、簡易な構成の成形型によって容易に成形し、成形品形状の制約を受けることなく、寸法精度が高く、強度に優れた成形品を得ることを可能にする繊維強化樹脂製円筒成形品の製造方法を提供する。
【解決手段】 抜き勾配を有しない円筒成形型1の外周面に、その肉厚方向の弾性を備えて成形品からの脱型性を高める脱型用緩衝材2を巻回しておき、この脱型用緩衝材2の外周に、成形品5と脱型用緩衝材2との離型性を高める離型シート3を巻回し、この離型シート3の外周に樹脂を含浸させた強化繊維基材を巻き付けて強化繊維基材層4を形成する。そして、硬化した円筒成形品5から円筒成形型1を脱型用緩衝材2の弾性を利用して脱型し、脱型後の円筒成形品5の内周の脱型用緩衝材2および離型シート3を除去することにより円筒成形品5を得る。
(もっと読む)
FRP成形物の継手構造および継手接合方法
【課題】FRP成形物を船殻に使用しても、水流抵抗の増加や美観の悪化を回避できるようにする。
【解決手段】心材2を中にしてその両外側に繊維強化材3a,3bを積層し、この積層物の継手部となる端縁部に、この継手部の第1の心材となる金属板4の一端側4aをその板厚中心面が積層物の板厚中心面と一致するように埋め込み、樹脂含浸させてこれらが一体化されたFRP成形物1を、金属板4を介して隣接FRP成形物間で連結接合する際に、互いの金属板4,4の露出部4b,4bの先端を突合せ溶接するとともに、これら金属板4,4の前記埋込部を、それぞれボルト・ナット6,7により両FRP成形物1,1の本体側に補助的に固定し、更にこれら補助的固定部および突合せ溶接部8を含む継手部全域に両FRP成形物1,1の本体部の表面と面一となるように第2の心材9を付加し、外側より繊維強化材11a,11bで挟み、樹脂含浸して一体化する。
(もっと読む)
タンク
【課題】バースト強度の向上と薄肉化とを図ることができるタンク
【解決手段】ドーム部(11)と、ドーム部(11)に連続する胴部(10)と、を有するタンク(1)であって、胴部(10)の位置で巻かれてなるフープ層(21)と、ドーム部(11)及び胴部(10)の両者の位置で巻かれてなるヘリカル層(31)と、を有する補強繊維層(4)を備える。ヘリカル層(31)のうち少なくとも胴部(10)における樹脂は、フープ層(21)の樹脂よりも弾性を有する。フープ層(21)の樹脂は、ガラス転移温度がタンク(1)の使用温度帯域よりも高い一方、ヘリカル層(31)の樹脂は、ガラス転移温度がタンクの使用温度帯域よりも低い樹脂を含むことが好ましい。
(もっと読む)
プリフォームの製造方法およびプリフォーム並びに繊維強化プラスチック桁材
【課題】本発明は、面外しわの発生頻度を著しく低減させることができるプリフォームの製造方法、およびプリフォームを提供せんとするものである。
【解決手段】本発明のプリフォームの製造方法は、少なくとも熱可塑性樹脂を含む樹脂材料を付与した強化繊維基材を複数枚積層した強化繊維積層体を屈曲させて得られるプリフォームを製造する方法であって、所定の加圧密着工程、所定の加熱保持工程、および所定の減圧工程を順次経ることを特徴とするものである。
(もっと読む)
繊維強化プラスチック構造体
【課題】 エネルギー吸収性能を向上したFRP構造体を提供する。
【解決手段】 FRP構造体10は、固化されたマトリックス樹脂17と、マトリックス樹脂により形状維持された第1強化繊維基材15と、マトリックス樹脂に接合され、引張り力の増大に応じてマトリックス樹脂から剥離した本数が増加する複数の第2繊維16と、で構成されている。第2繊維16は、複数の異なる繊維長さを有する複数種類の第2繊維16A,16B,16C,16Dを含んでいるため、引張り力の増大に応じてマトリックス樹脂から剥離した本数が増加する。
(もっと読む)
編組を用いて製造する繊維複合部品
【課題】軽量で、荷重を適切に担うことができ、従来の金属部品に替えて使用することができるような繊維複合部品を、効率的に、低コストで製造することができるようにする。
【解決手段】繊維複合部品(1)が、凹面として形成された少なくとも1つの端面(4、5)を有するコア材(2)を備えており、その端面に貫通開口(12又は13)が近接配置されており、前記コア材(2)の両側の横側面(6、7)または両側の縦側面(8、9)と、前記貫通開口(12、13)の外周のうちの前記コア材(2)に接していない側の外周とを、編組により形成された繊維複合材(18)がループ状に囲繞している。
(もっと読む)
衝撃エネルギー吸収性能を有する縫合組物FRPパイプ
【課題】ブレイダー装置によるブレイディング処理によって組成される繊維強化プラスチック製の衝撃エネルギー吸収性能の高い縫合組物FRPパイプという具体的な構造物を提供すること。
【解決手段】軸線に対する組角度が±θ°の組糸4、4と、軸線に対する角度が0°の中央糸5とを選択的に組み合わせて、ブレイダー装置によって、組成の芯となるマンドレル上に複数層の組物層2からなる組物円筒状プリフォーム1を組成してなり、組物円筒状プリフォームを層厚方向に縫合糸により縫合処理し、樹脂材を含浸硬化して縫合組物FRPを形成してなることを特徴とする衝撃エネルギー吸収性能を有する縫合組物FRPパイプ。
(もっと読む)
樹脂成形体用補強繊維基材の製造法、樹脂製歯車および樹脂製歯車の製造法
【課題】筒状体からドーナツ状に形成した補強繊維基材に樹脂を含浸して樹脂製歯車の歯部をはじめとする樹脂成形体を成形するに当り、補強繊維基材の内部にまで充填材を均一に含有した樹脂成形体を製造する。
【解決手段】筒状に織られた又は編まれた筒状体を裏返えしながら巻き込んでドーナツ状に形成する過程において、前記筒状体の外周面に充填材を付着させた状態で巻き込み作業を進め、樹脂成形体用補強繊維基材を製造する。例えば、筒形ないしは柱形をした治具に筒状体を外挿し、外挿した状態のまま筒状体外周面に充填材を散布する。その後、治具をガイドとして筒状体をその一方の端部から巻き上げて充填材を巻き込みながらリング状に整え、充填材を内部に含有するリング状補強繊維機材を製造する。
(もっと読む)
嫌気性接着剤を使用して三次元予備成形品を形成する方法
【課題】
種々の液体合成物処理用の構造的補強予備成形品を形成する方法と装置を提供すること。
【解決手段】
この発明は繊維補強成形物品と繊維マットを形成する方法に関し、しかして、この方法はなかんずく嫌気性接着剤を使用する。
この発明は、成形物品の少なくとも一部分に対応する構成を有する予備成形型面に補強繊維から成る材料層を塗布し;嫌気性接着剤から成る組成物を補強材料に加えて;前記嫌気性接着剤を前記接着剤の硬化を促進させる大気と接触させる工程から成る繊維補強成形物品を形成する方法である。
(もっと読む)
FRP成形物
【課題】 従来のFRP成形物と金属との接合は、金属外面にローレット加工したり、成形方法により接合強度の向上を図っているが、金属構造物を接合する場合等には、接合強度が不足する場合が多い。
【解決手段】 本発明のFRP成形物においては、鋼板2c等の埋め込み体及び該埋め込み体の開孔2eを一方側から他方側に貫通して設置した炭素繊維等の繊維強化材2dを樹脂含浸により表皮部2aに一体接合した接合端部2とFRP成形部1とでFRP成形物を形成する。
(もっと読む)
カーボン繊維強化樹脂引き抜き成形品及びその製造方法
【課題】強度が強く、軽量で、かつ電子部品を損傷することのない引き抜き成形品の製造に関して、絶縁層の形成方法の簡略化と製造時の工数を削減することによって、生産性の向上や製造コストの低減を図ることができるカーボン繊維強化樹脂引き抜き成形品及びその製造方法を提供する。
【解決手段】集束されたカーボン繊維に熱硬化性樹脂を含浸させ、前記熱硬化性樹脂を加熱硬化させつつ所定の外形に引き抜き成形する引き抜き成形法において、前記熱硬化性樹脂を含浸させた前記カーボン繊維の表面に、絶縁性のシートを配置し、しかる後前記熱硬化性樹脂を加熱硬化させつつ所定の外形に一体に引き抜き成形する。
(もっと読む)
部分グリッドおよびZピンの欠陥による過剰挿入を予測するための方法
【課題】部分グリッド挿入の影響により生じる過剰な挿入や、完全グリッド挿入における不完全な挿入を検出する方法を提供する。
【解決手段】システム29は1つ以上のZピン(20)を複合材料積層材24上に配置し、Zピンを複合材料積層材の中へ第1の挿入深度まで押し進められる挿入プロセスを開始するのに充分なレベルの挿入力をZピンに加える。Zピンの第1の挿入深度までの挿入中、Zピンに対し加えられる挿入力を監視するとともに、Zピンの第1の挿入深度までの挿入中、Zピンに対し加えられる挿入エネルギーを算出する。挿入エネルギーのレベルを経験的に導かれる値と比較する。
(もっと読む)
Zピンの動的挿入データを解析し自動化された許容可能な挿入が実行されたか否かを判定するための方法
【課題】本発明により、複合材料積層材中への1つ以上のZピンの許容可能な挿入を自動的に確認する方法が提供される。
【解決手段】
この方法には、複合材料積層材上に1つ以上のZピンを配置する最初の工程が含まれる。その後、第1の挿入速度にて複合材料積層材の中へZピンを押し進める挿入プロセスを開始するのに充分な第1のレベルの挿入力がZピンに対し加えられる。Zピンに対し加えられる挿入力は連続的に監視され、挿入力の第1のレベルから第2のレベルまでの増大を監視することに応答して、第1の挿入速度は第2の挿入速度まで減少される。挿入力の第2のレベルから第3のレベルまでの増大を監視することに応答して、Zピンに挿入力を加えることが中断され、挿入プロセスは中断される。許容可能な挿入を確認するため、第1の挿入速度から第2の挿入速度までの減少と、挿入力の第3のレベルまでの増大とが確認される。
(もっと読む)
101 - 120 / 149
[ Back to top ]