
Fターム[4F205HC14]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 有機繊維 (248) | ポリアミド繊維(←アラミド繊維) (149)
Fターム[4F205HC14]に分類される特許
81 - 100 / 149
繊維強化樹脂製歯車
【課題】切削加工によって歯部を形成した場合であっても、強度的に有利な歯部を有する繊維強化樹脂製歯車を提供する。
【解決手段】繊維強化樹脂製歯車11は、外周部に歯部14が形成された繊維強化樹脂部13を備えている。そして、繊維強化樹脂部13は、4軸三次元組み紐組織である帯状のブレーディング繊維構造体が螺旋状に巻かれて積層されることでなる環状の三次元ブレーディング繊維構造体を強化材として使用している。
(もっと読む)
成形体製造方法、成形体製造システム

【課題】繊維束に対する樹脂の含浸量を制御する。
【解決手段】(a)に示すように、複数の繊維が束ねられた繊維束60,62,64は、表面に樹脂が付着した含浸ロール23に押し付けられて回転移動することで、樹脂を含浸される。各繊維束の幅は、(b)(c)のように拡げることが可能である。そして、幅を拡げるほど、繊維束と樹脂との接触量が増大し、これにより樹脂の含浸量も多くなる。例えば、高圧タンクを成型する場合、内層側に巻回する繊維束に対しては幅を拡げて樹脂の含浸を行い、外層側に巻回する繊維束に対しては幅を狭めて樹脂の含浸を行う。
(もっと読む)
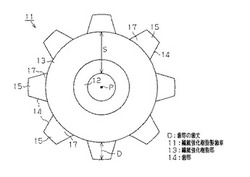
繊維強化樹脂歯車
【課題】切削加工により歯部を形成することで歯車の周方向に延びる連続繊維が切断された状態になっても歯部の強度低下を抑制することができる繊維強化樹脂歯車を提供する。
【解決手段】繊維強化樹脂歯車11は、芯金12の外周に樹脂部13が形成され、樹脂部13の外周に繊維強化樹脂部14が形成されている。繊維強化樹脂部14には歯部15が形成されている。繊維強化樹脂部14は連続繊維からなるとともに歯車の周方向に沿う面を形成するように歯車の径方向に積層された複数の繊維層で構成された強化材を有する繊維強化樹脂で形成されている。強化材は、少なくとも歯部15の各山15aと対応する位置に複数の繊維層16を貫通する繊維としての厚さ方向糸17が存在するように形成された三次元繊維組織で構成されている。
(もっと読む)
繊維補強樹脂の成形方法及びそれに用いる成形用型
【課題】繊維補強樹脂中の気泡を確実に除去することを可能にする繊維補強樹脂の成形方法及びそれに用いる成形用型を提供する。
【解決手段】予め樹脂を含浸させて多層で積み重なる繊維織布を型12の型穴14に置く。そのうちの型12は型穴14と外部に繋がる少なくとも一つの穿孔22、32を有する。続いて型12を加熱すると同時に穿孔22、32から型穴14中の気体18を抜き出せば、予め樹脂を含浸させた繊維織布の間の気泡18を確実に抜き出すことが可能なだけでなく、過剰な樹脂まで抜き出すことが可能である。これにより製品の機械的強度をより向上させることが可能となる。
(もっと読む)
プリプレグ、多層回路基板、プリント配線板及びプリント配線板の製造方法
【課題】プリプレグからなる絶縁体基材の表面にめっきを形成する場合において、絶縁体基材の表面粗度が低くても、高いめっき密着強度を維持する絶縁体基材を得ることができる、優れたファイン回路形成性とめっき密着性とを両立できるプリプレグを提供することを目的とする。
【解決手段】エポキシ樹脂(A)、硬化剤(B)、硬化促進剤(C)、及び平均繊維径500nm以下の有機短繊維(D)を含有するエポキシ樹脂組成物を基材に含浸し、半硬化させて得られることを特徴とするプリプレグを用いる。
(もっと読む)
FRP容器の製造方法
【課題】FRP容器の外径が大きくなることを抑制し、多層FRP層の繊維体積含有率をコントロールすることができるFRP容器の製造方法を提供する。
【解決手段】フィラメントワインディング法により、ライナー30に熱硬化性樹脂24を含浸させた繊維を巻き付けて多層FRP層を形成する多層FRP層形成工程と、前記多層FRP層を加熱硬化する硬化工程とを含むFRP容器の製造方法であって、前記多層FRP層形成工程において、前記多層FRP層の単層又は複数層毎に前記熱硬化性樹脂の含浸量を変化させた繊維を用いる。
(もっと読む)
タンク及びタンクの製造方法
【課題】工数を増加させることなく、タンクを構成する繊維強化樹脂層のボイドを低減することができるとともに、繊維含有率を高められて強度を向上させることができるタンク及びタンクの製造方法を提供する。
【解決手段】タンク1は、略円筒状の貯蔵部2と、貯蔵部2の両端にそれぞれ設けられた口金部3とを有する形状に形成されている。そして、貯蔵部2は、最も内側に位置するとともにガスバリア性を有するライナ4と、ライナ4の外面を被覆する繊維強化樹脂層5と、繊維強化樹脂層5の外面5aを被覆する熱収縮チューブ6とからなる。繊維強化樹脂層5は、複数層の繊維束層の樹脂を硬化して構成されている。熱収縮チューブ6は、繊維強化樹脂層5の外表面に沿った形状に形成されるとともに、その熱収縮温度が繊維束層に含浸されている樹脂の硬化温度より低く、かつ、樹脂のプリキュア温度の範囲内である。
(もっと読む)
繊維強化複合材料成形方法及び繊維強化複合材料
【課題】繊維強化複合材料成形方法において、繊維強化複合材料の内層における樹脂体積含有率の低下を抑制することである。
【解決手段】繊維束に樹脂を含浸して形成したプリプレグをマンドレル22に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形方法であって、マンドレル22に第1プリプレグを巻回する第1巻回工程(S10)と、第1プリプレグが巻回されたマンドレル22に、第2プリプレグを巻回する第2巻回工程(S12)と、第2プリプレグが巻回されたマンドレル22に、第3プリプレグを巻回する第3巻回工程(S14)とを備え、第1プリプレグは、繊維束に第1樹脂を含浸して形成され、第2プリプレグは、繊維束に第2樹脂を含浸して形成され、第3プリプレグは、繊維束に第3樹脂を含浸して形成され、第2樹脂の熱膨張率は、第1樹脂の熱膨張率より大きく、第3樹脂の熱膨張率は、第2樹脂の熱膨張率より大きい。
(もっと読む)
少なくとも1の撚糸が配置された複合材料の製造方法
本発明は、少なくとも1の強化糸が表面上に、その配置表面上の少なくとも一の曲線状領域を有する経路に沿って配置され、前記強化糸がポリマー結合剤によって前記表面に結合している複合材料の製造方法であって、前記配置前に前記強化糸に撚りが掛けられ、前記配置表面に平行に測定した、糸端路の幅の両側における長さの差を少なくとも補償することを特徴とする方法に関し、本発明はまた、このようにして得られる複合材料に関する。 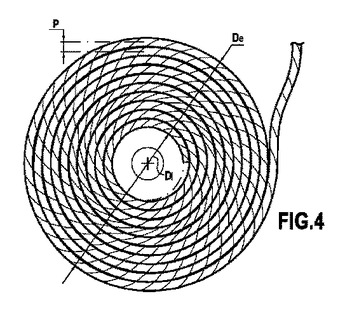 (もっと読む)
(もっと読む)
少なくとも1の湾曲区域を有する複合部品の製造方法
本発明は、ポリマーマトリックス内に少なくとも部分的に埋め込まれる強化糸の多層ウェブ集合体を含み、少なくとも1の湾曲区域を有する複合部品を製造する方法であって、複合部品の各層をドレープさせる又は重ね合わせるステップを含む方法において、湾曲区域に隣接する少なくとも1の区域において、少なくとも1のドレープ又は重ね合せステップを、少なくとも1の強化撚糸を含んだウェブ又は撚糸のウェブを含む複合材料層を用いて実施することにより、ウェブ表面に平行な方向に測定した際の糸幅の両側にある、該糸の端路長の差を少なくとも補償することを特徴とする方法に関する。本発明は、こうして得られる複合材料にも関する。 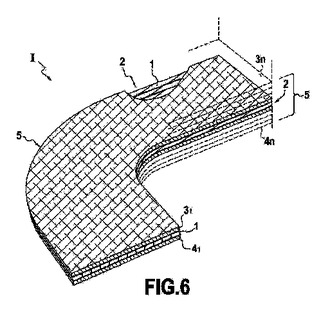 (もっと読む)
(もっと読む)
高圧タンク製造方法
【課題】高圧タンクにおける省スペース化と疲労耐久性の向上を図る。
【解決手段】ライナをセットし(S10)、繊維束間に半硬化状態の熱硬化性樹脂が含浸されたプリプレグを用いて1〜10層に対するフィラメントワインディング成形を行う(S12)。続いて、液状の熱硬化性樹脂が含浸された繊維束を用いて11〜36層に対するフィラメントワインディング成形を行う(S14)。そして、加熱により熱硬化性樹脂を硬化させて高圧タンクを製造する(S16)。プリプレグでは熱硬化性樹脂の粘性が高く繊維間からの浸み出しが少ないため、内層における繊維密度の低下が防止される。
(もっと読む)
強化領域及び非強化領域を有する物品を製作する方法
少なくとも1つの強化領域及び少なくとも1つの非強化領域を有する物品を製作する方法は、材料を準備するステップと、材料の一部分に対して強化剤を施工するステップと、材料を成形してプリフォームを製作するステップと、プリフォームに対して非強化樹脂を施工するステップと、非強化樹脂を施工したプリフォームを硬化させて、少なくとも1つの強化領域及び少なくとも1つの非強化領域を生成し、該強化領域が少なくとも約1.0MPa−m1/2の破壊靭性を有する強化樹脂を含むようにするステップとを含む。 (もっと読む)
フィラメント巻き曲面製品の製造方法およびそれによって得られる製品
本発明は、曲面製品、特に防護製品に関する。防護製品は、繊維および/またはテープの形態である複数の補強要素にポリマーマトリックスを含浸させて、マンドレル上に巻き付けるフィラメント巻き付け方法によって製造される。ポリマーマトリックスは、キャリヤー液中にポリマーを含んでいる溶液および/または分散液を含み、そのキャリヤー液は巻き付け時および/または巻き付け後に少なくとも一部蒸発させられる。防護製品は、製品の全質量に対して多量の補強要素を含む。 (もっと読む)
繊維強化中空体の製造方法およびその方法を用いて形成された製品
本発明は、一体形成された要素を含む繊維強化中空体を中空型で製造する方法に関する。製造対象である一体形成された要素を含む繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、このように内張りされた中空型の2つの半体を連結した後、繊維マットを圧力により中空型にぴったり合うように押し込む。本発明は、本発明の方法に従って製造された製品にも関する。 (もっと読む)
複合材料からガスタービンケーシングを製作するための方法およびそれによって得られるケーシング
【課題】構造的観点および耐衝撃性の観点の両方から改善された特性を有する厚み変化を有する複合材料からガスタービンケーシングを製作する方法を提供すること。
【解決手段】特にガスタービンファン用の厚み変化を有する複合材料ケーシングは、繊維強化材を形成し、マトリックスによって繊維強化材の密度を高めることによって製作される。繊維強化材は、マンドレル(40)の上に繊維織物(30)の重ね合わせられた層を巻き付けることによって形成され、織物は厚み変化を有するように3次元製織によって形成される。
(もっと読む)
繊維強化プラスチック製シャフトの製造装置、およびトルク伝達軸
【課題】接着剤を介して繊維強化プラスチック製シャフトと金属継ぎ手要素を接合した場合でも、大きなトルクが作用したときに接合部が滑らない表面多角形構造を有するとともに、製造が簡単で、コストの低いトルク伝達軸、および、それに用いられる繊維強化プラスチック製シャフトの製造装置を提供するものである。
【解決手段】連続的に引き出された強化繊維に含浸させる樹脂を貯蔵した樹脂含浸バスと、樹脂を含浸させた強化繊維を軸方向に対し所定の角度で巻き付けることができるように構成されたマンドレルとを有する繊維強化プラスチック製シャフトの製造装置であって、前記マンドレルの両端部には前記樹脂を含浸させた強化繊維を係止するための繊維折り返し治具を有し、前記繊維折り返し治具の係止部が前記マンドレルの径方向に突出した7〜15本の針形状の部材で構成されている繊維強化プラスチック製シャフトの製造装置。
(もっと読む)
航空機胴体およびその他の構造の複合バレルセクション、および係るバレルセクションを製造する方法およびシステム
【課題】複合パネルを用いた航空機胴体のセクションを提供する。
【解決手段】軸周りに360°延在する連続的な表面を形成する複数の単方向の繊維を有する外板220と、この外板220の内表面に結合する第1のフランジ部231と、外板220から離れて内側に突出する第1の突起部とを有する第1のスティフナ230と、外板220の内表面に結合する第2のフランジ部分231と、外板220から離れて内側に突出する第2の突起部とを有する第2のスティフナ230とを備える。
(もっと読む)
航空機胴体およびその他の構造の複合バレルセクション、および係るバレルセクションを製造する方法およびシステム
【課題】航空機胴体のセクションを製造する方法を提供する。
【解決手段】複数の複合スティフナ230を形成するステップと、複数の繊維トウを備えた硬化されていない複合外板220を形成するステップと、複合外板220を複合スティフナ230に取り付けるために複合スティフナ230および複合外板220を共に硬化するステップとを含む。
(もっと読む)
圧力容器及びその製造方法
【課題】重量の増加を抑えつつ、耐衝撃性が向上された圧力容器。
【解決手段】筒状の胴部(10)を有する高圧タンク(1)であって、胴部(10)は、繊維強化樹脂層(4)と、繊維強化樹脂層(4)の外周面上に形成された格子状補強層(5)と、を備える。格子状補強層(5)は、胴部(10)の周方向に所定ピッチで巻かれた帯状部(51a)からなる第1補強層(51)と、軸方向に所定ピッチで巻かれた帯状部(52a)からなる巻かれた第2補強層(52)と、を交差させてなる。
(もっと読む)
固縛型コーナ部を有するフランジを備えた複合材構造体を製作する方法
【課題】固縛型コーナ部を有するフランジを備えた複合材構造体を製作する方法を提供する。
【解決手段】本方法は、第1のエンドプレート及び第2のエンドプレートを含みかつその周りに形成された複合材構造体を有する複合材構造体形成ツールを準備する段階と、少なくとも1つのバリヤ繊維プライを複合材構造体形成ツールの第1のエンドプレートに隣接して複合材構造体の周りに施工する段階と、少なくとも1つの繊維トウをバリヤ繊維の周りに巻き付ける段階とを含む。
(もっと読む)
81 - 100 / 149
[ Back to top ]