
Fターム[4F205HT26]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形における積層 (761) | 積層する方法 (526) | 接着、圧着接合(←積重ね、接着剤) (145)
Fターム[4F205HT26]の下位に属するFターム
未硬化のものの (27)
Fターム[4F205HT26]に分類される特許
1 - 20 / 118
鉱物繊維用水性バインダー
自動車のハイブリッド部材を製造する方法および当該方法により製造された自動車のハイブリッド部材
【課題】自動車のハイブリッド部材を、コスト面において効率的に実施することができるような製造方法の提供。
【解決手段】以下のステップによる方法で解決される。・ベースボディ1を、三次元に型成形された自動車部材として製造するステップ。・少なくとも一層の繊維材料を準備し、好ましくは二つ以上の層が積層されて樹脂に浸透され、及び/又は樹脂を付勢されるステップ。・繊維材料をプリフォーム部分へ切断するステップ。・ブランク2をプリフォーム3上に載置して加熱するステップ。・ベースボディ1をプリフォーム3上に位置決めするステップ。・ベースボディ1及び/又はプリフォーム3を押付けて、ブランク2をベースボディ1の形状へと形成するステップ。・ブランク2を硬化するステップ。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材

【課題】高温での垂れ下がりが軽減された繊維強化樹脂成形体及びそれを用いた車両用内装材を提供する。
【解決手段】本発明の繊維強化樹脂成形体100は、繊維強化樹脂用シート1、3と樹脂発泡体シート2とを貼りあわせた繊維強化樹脂成形体であって、繊維強化樹脂用シート1、3は、樹脂発泡体シート2の両側の主面上にそれぞれ配置されており、樹脂発泡体シート2の一方の主面に接している第一繊維強化樹脂用シート1の目付が、樹脂発泡体シート2の他方の主面と接している第二繊維強化樹脂用シート3の目付より大きい。繊維強化樹脂成形体100は、車両用内装材として用いることができる。
(もっと読む)
複合材料の製造装置および製造方法
【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構30の移動方向Fに湾曲した押さえ手段31を備える複合材料の製造装置1。
(もっと読む)
補強部材の製造方法および製造装置
【課題】均一な密度でかつ、補強繊維片が一定方向に配向された補強部材を製造できる補強部材の製造方法および製造装置を提供する。
【解決手段】一対のゴムシート間に補強繊維片層が介装されてなる補強部材の製造方法である。補強繊維を切断して複数の補強繊維片を作製する切断工程と、ゴムシート上に補強繊維片を散布して補強繊維片層を形成する散布工程と、ゴムシート上に他のゴムシートを供給して重ね合わせ、これらゴムシート間に補強繊維片層を介装させる供給工程と、これらゴムシート同士を互いに押付けて圧着する圧着工程とを含み、切断工程と散布工程とを連続して行うとともに、散布工程において補強繊維片を、上下方向にのみ開口するガイド体を介して散布するにあたり、ガイド体として、ゴムシートの長手方向に沿う幅が上端部より下端部で狭くかつ、上方から下方に向かい漸減する絞り部を有するものを用いる。
(もっと読む)
補強部材の製造方法および製造装置
【課題】補強繊維片同士の絡み合いの問題を生ずることなく、均一な密度の補強部材を製造することができる補強部材の製造方法および製造装置を提供する。
【解決手段】一対の帯状未加硫ゴムシート間に、補強繊維を所定長に切断した複数の補強繊維片からなる補強繊維片層が介装されてなる補強部材の製造方法である。補強繊維を切断して複数の補強繊維片を作製する切断工程と、長手方向に延びる帯状未加硫ゴムシートの一方の上方から、一方の帯状未加硫ゴムシート上に補強繊維片を散布して補強繊維片層を形成する散布工程と、一方の帯状未加硫ゴムシート上に、帯状未加硫ゴムシートの他方を供給して重ね合わせ、一方および他方の帯状未加硫ゴムシート間に補強繊維片層を介装させる供給工程と、一方および他方の帯状未加硫ゴムシート同士を互いに押付けて圧着する圧着工程とを含み、切断工程と散布工程とを連続して行う。
(もっと読む)
複合材構造体の成形方法
【課題】複合材構造体の内側の形状、寸法の精度を向上させることが可能な複合材構造体の成形方法を提供することを目的とする。
【解決手段】内型治具6にプリプレグ2を巻回する巻回工程と、内型治具6に巻回したプリプレグ2にプライ8を積層する積層工程と、プライ8を積層した内型治具6の外周に複合材の外板4a、4bを設けて、分割された外型治具9を装着して成形する成形工程と、を含むことを特徴とする。
(もっと読む)
強化プラスチック構造体、強化プラスチック構造体の製造方法、構造体、風車ブレードおよび風車
【課題】部材が独立して動くことによるずれが生じにくく、かつ設置場所へ容易に設置することが可能な強化プラスチック構造体、強化プラスチック構造体の製造方法、構造体、風車ブレードおよび風車を提供することを目的とする。
【解決手段】本発明に係る強化プラスチック構造体は、一面側から厚さ方向に形成された複数の切れ目3を有する板状の合成樹脂材2と、合成樹脂材2の他面側に貼付されたシート材4とを有する層部材を備え、層部材が複数積層されている。
(もっと読む)
炭素繊維強化プラスチック構造体及びその製造方法
【課題】炭素繊維強化プラスチックからなるCFRP構造体に、その表面に取り付けられた電子機器についてアースを取るという二次的な機能を付加する手段を提供する。
【解決手段】本発明に係るスパー2は、炭素繊維プリプレグ231に積層して形成された導電層233と、この導電層233及び炭素繊維プリプレグ231を貫通する導電体製のジャンパー24と、を有するものである。
(もっと読む)
FRP構造体
【課題】面内強度を向上でき、かつ表面平滑性に優れたFRP構造体を提供する。
【解決手段】繊維強化布を幅方向に接続して成形されたFRP構造体であって、0゜方向層11と90゜方向層12とを有する繊維強化布1どうしを突き合わせ、その突き合わせ部の90゜方向層12の上に、90゜方向層の一方向帯布2を直接重ねて一体成形したFRP構造体。
(もっと読む)
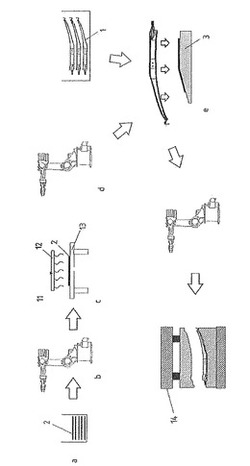
翼型製造システム
【課題】複合構造体の構造、特に複合材料を使用した翼型部材を製造するに際し、複数のパーツを有するツールに対して、プリプレグに位置決め、加熱、加力に優れた装置及び成形方法を提供する。
【解決手段】プリプレグアセンブリは、フレームのための位置決めセクションを用いて、翼型用のツールの複数のパーツのうち1つのパーツに対して位置決めされる。位置決めセクションは、ツール及びフレームのベースに対して移動し且つツールの複数のパーツのうちいくつかのパーツを互いに対して移動させるように構成されている。プリプレグアセンブリのいくつかのセクションは加熱される。ツールに適合するように加熱されたプリプレグアセンブリのいくつかのセクションに力が加えられ、それによりツールに適合するように加熱されたプリプレグアセンブリのいくつかのセクションに翼型の構成要素のための形状を持たせる、装置及び製造方法。
(もっと読む)
高圧タンクの製造方法、および、高圧タンク
【課題】ライナーの外表面にフィラメントワインディング法によって形成された繊維強化プラスチック層を備える高圧タンクの信頼性を向上させる。
【解決手段】ライナードーム部44の少なくとも一部の外表面、および、ライナー円筒部42の外表面に、低角度ヘリカル層52を形成する工程と、ライナー円筒部42上における低角度ヘリカル層52の外表面に、内層側フープ層54を形成する工程と、ライナードーム部44上における低角度ヘリカル層52、および、内層側フープ層54の外表面に、低角度ヘリカル層と外層側フープ層とを交互に積層することによって混合層56を形成する工程と、を含む。その際、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の75(%)以内の範囲内に内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上を配置する。
(もっと読む)
飛行物体または風車以外の物品のための成形体
【課題】落雷をうけた場合でも、成形体を構成する樹脂などの膨潤を防止し構造材料などが破壊されるのを防ぐことのできる飛行物体または風車以外の物品のための成形体を提供する。さらに、静電気を帯びにくい飛行物体または風車以外の物品のための成形体を提供する。
【解決手段】補強材として炭素繊維を使用し、マトリックスとして樹脂組成物を使用した炭素繊維強化複合材料の飛行物体または風車以外の物品のための成形体である。樹脂組成物が、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有し、チタン酸アルミニウム系セラミックス焼結粉体が該成形体の少なくとも表面層の該樹脂中に分散している。
(もっと読む)
熱可塑性樹脂補強シート材、熱可塑性樹脂多層補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強成型品
【課題】リサイクル性、耐衝撃特性に優れる熱可塑性樹脂をマトリックスとした、高品質で、力学的特性及びドレープ性に優れる熱可塑性樹脂多層補強シート材、及び当該熱可塑性樹脂多層補強シート材を短時間で効率よく製造するための方法、並びに当該熱可塑性樹脂多層補強シート材を用いて成型された高品質性な熱可塑性樹脂多層補強成型品を提供する。
【解決手段】熱可塑性樹脂補強シート材2は、複数の補強繊維3fが所定方向に引き揃えられてシート状に形成された補強繊維シート材3を熱可塑性樹脂シート材4の両面に付着させて構成されており、熱可塑性樹脂多層補強シート材は、熱可塑性樹脂補強シート材2が積層して形成され、かつ、熱可塑性樹脂シート材4と同一材料である一体化用熱可塑性樹脂繊維束によりステッチして縫合一体化されている。さらに、補強繊維シート材3の補強方向がそれぞれ多軸となるように積層されている。
(もっと読む)
繊維強化熱可塑性樹脂成形品とその製造方法
【課題】接合部が十分に接合した繊維強化熱可塑性樹脂成形品と、その製造方法を提供する。
【解決手段】複数の部材が接合部で接合された繊維強化熱可塑性樹脂成形品10であって、各接合部が、被接合面22a,32aを含む内側繊維強化樹脂層24,34と、前記内側繊維強化樹脂層24,34の外側に設けられた外側繊維強化樹脂層23,33とからなり、前記外側繊維強化樹脂層23、33は、少なくとも1層以上からなり、そのうちの少なくとも1層の強化繊維は、前記内側繊維強化樹脂層24、34の強化繊維よりも数平均の繊維長が長い。
(もっと読む)
プリプレグテープ並びにテープ制御情報設定方法
【課題】プリプレグテープの貼着時に、様々な曲面に対応して皺無く貼着や積層を図ることを提供する。
【解決手段】テープ幅を等分した複数条のテープ分割体に分断され、三次元に湾曲した曲面に貼着されるプリプレグテープを用いる。このプリプレグテープの貼着に要するテープ制御情報のうち少なくとも一要素を設定するテープ制御情報設定方法は、プリプレグテープが貼着される曲面に設定されるレイアップパスを取得するレイアップパス取得ステップS1、S6と、レイアップパス取得ステップS1、S6で取得したレイアップパス上に演算開始点を設定する演算開始点設定ステップS101と、演算開始点を通り且つレイアップパスに対して曲面沿いに直交する横断ラインと、各テープ分割体が貼着される分割ゾーンの中心を通る縦断ラインとが交差する点にテープ制御点を設定するテープ制御点設定ステップS7とを備えている。
(もっと読む)
FRP及びFRPの製造方法
【課題】断熱材を別途設けることなく断熱性を向上させ、安価に製造可能なFRP及びFRPの製造方法を提供する。
【解決手段】荷重方向に配向された繊維からなる垂直繊維層3と、該垂直繊維層と直交する向きに配向された繊維からなる水平繊維層4と、前記垂直繊維層に対して傾斜した向きに配向された繊維からなる剪断繊維層5を所定数層積層させるFRP1であって、所定数層の前記剪断繊維層からなる剪断繊維積層層7が熱源側に配置され、所定数層の前記垂直繊維層と前記水平繊維層からなる垂直水平繊維積層層8が前記剪断繊維層の非熱源側に配置される様前記垂直繊維層と前記水平繊維層と前記剪断繊維層とを積層。
(もっと読む)
複合材料部品及びその製造方法
【課題】複数層のプリプレグから製造する、面内湾曲及び面外湾曲を持つ形状を有する複合材料部品を提供する。
【解決手段】面内湾曲をもつ形状を有する複合材料部品28,30、例えば、後退構造を有する翼形部14の翼桁キャップ。この部品28,30を製造する方法は、部分的に硬化したポリマー材料のマトリックス中に繊維状強化材を含有する積層構造を有するプリプレグを形成することを含んでいる。これらのプリプレグを積み重ね、直線状の細長いプリフォームを形成する。次に、プリフォームの長手方向及び横断方向を含有する平面内でプリフォームに面内湾曲を誘発して後退構造を作成する。面内湾曲は、プリフォームの横断方向に平行な力をかけながら、プリフォームをポリマー材料の溶融温度未満の温度にしてポリマー材料をコールドフローさせることによって誘発される。次に、ポリマー材料を十分に硬化させて複合材料部品28,30を得る。
(もっと読む)
しわの発生が少ない高度に曲線の付けられたスチフナの製造方法及び製造装置
【課題】曲線を有する繊維補強複合部材を製造方法において、レイアップ工程中に、しわが発生することを実質的に低減又は解消でき、且つプライの切り分け及び継ぎ合わせの必要としない、硬度に曲線の付けられた繊維補強複合部材を製造するための方法及び装置を提供する。
【解決手段】所望の面外湾曲及び対応するマンドレル面内形状変化を有するマンドレルを用いて、プライを面外湾曲に適合させること、すなわち、各プライの繊維を公称直線配向から面外湾曲により決定される変形配向へと全般的に変形せしめることを含む。レイアップの締め固めは、各プライを締め固めて、プライのしわを実質的に除去し、且つ変形された繊維配向をプライに設定する。
(もっと読む)
繊維強化プラスチック製支持バーおよびその製造方法
【課題】生産性に優れ、比較的大型の積載物に対しても、容易に強度、剛性や重量等の要求仕様を満たすことができ、かつ、狭いスペースに対しても容易に挿入できるように全体寸法を簡単に最適化できる繊維強化プラスチック製支持バーとその製造方法を提供する。
【解決手段】引抜成形された横断面形状が中空矩形の繊維強化プラスチック製角パイプから切り出された、支持バー全長にわたって延びる長尺角パイプと、該長尺角パイプの下部で根元部から該長尺角パイプよりは短く該長尺角パイプと平行に延びる短尺角パイプとが、接合により一体化されていることを特徴とする繊維強化プラスチック製支持バー、およびその製造方法。
(もっと読む)
1 - 20 / 118
[ Back to top ]