
Fターム[4F205HT26]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形における積層 (761) | 積層する方法 (526) | 接着、圧着接合(←積重ね、接着剤) (145)
Fターム[4F205HT26]の下位に属するFターム
未硬化のものの (27)
Fターム[4F205HT26]に分類される特許
21 - 40 / 118
成形体の製造方法
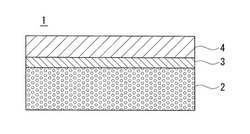
【課題】複合材料のマトリックスが炭素発泡体内部に浸透しないような成形体の製造方法を提供することを目的とする。
【解決手段】多孔体2上に、熱硬化性の接着剤3を配置する工程と、接着剤3の上に、熱硬化性樹脂をマトリックスとする複合材料4を配置する工程と、接着剤3を硬化させる工程と、接着剤3を硬化させた後に、複合材料4のマトリックスを液状化及び硬化させる工程と、を備える成形体1の製造方法である。上記製造方法によれば、複合材料4のマトリックスを液状化させる前に、硬化された接着剤3が多孔体2と強く結合するため、その後液状化された複合材料4のマトリックスが、多孔体2の内部へ侵入することを防止できる。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体

【課題】強度および剛性の高い複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる捩れを有する構造体であって、連続繊維束は座屈する事無く、連続繊維束の配向方向に直行する方向における構造体の幅方向の中心部を結んだ骨格線について、下記(A)および(B)
(A)1/(20×d)以上の捩率を有する部分を含み、
(B)1/(20×d)以上の捩率を有する部分の捩れ角の合計が60度以上である
(dは捩れを付与する前の、連続繊維の配向方向に直行する方向における構造体の幅)
を満足することを特徴とする連続繊維複合材料構造体。
(もっと読む)
漸進的な剛性を有する複合構造部材
【課題】 繊維強化による複合構造部材を提供する。
【解決手段】 本発明は、繊維強化による複合構造部材および航空機用の主翼ボックスの製造におけるその応用に関する。より詳しくは、前記部材の長手方向(2)に関連して0度、90度、および+/−θを含む方向に配向される複数のレイヤーから成る繊維強化による複合構造部材(230)に関するものであり、これらの配向の1つにおけるレイヤーの相対的比率は、横軸(3)に沿った機械的応力の規定の配分に従って部材の剛性を空間的に調整するように、前記部材の横方向(3)に沿って可変である。
このように、部材の剛性は、前記部材の全容積にわたってフォース・フラックスを分散するように、応力システムに局部的に適合している。
(もっと読む)
強化フルオロエラストマーブラダを用いた折り畳み式マンドレル
【課題】繰り返しの使用に対して優れた寸法安定性を発揮し、マンドレルを使用してパーツの積層を可能にするために必要な強度及び剛性を有する、折り畳み式マンドレルを提供する。
【解決手段】折り畳み式マンドレル30は空気注入式ブラダ35であり、ブラダ35が折り畳み式の側壁32を有し、ブラダ35はフルオロエラストマーゴムの内側層と外側層を有し、前記内側層と前記外側層との間に各側壁32で途切れている強化材を有する。
(もっと読む)
構造材の製造方法、構造材
【課題】複合材からなる構造材において3次元的に湾曲する部分においても、複合材シートにシワが生じるのを抑えつつ、構造材の強度を十分に確保し、その製造を効率よく行うことのできる構造材の製造方法、構造材を提供することを目的とする。
【解決手段】稜線部Cに沿って狭幅プリプレグシート20Nを貼り、他の部分に広幅プリプレグシート20Wを貼ることで、稜線部Cの両側の部分においては、切れ目のない広幅プリプレグシート20Wを貼り込む。
また、狭幅プリプレグシート20Nは、スパー10が湾曲する部分において、その軸線方向に複数に分割して貼り込み、スパー10の軸線方向における湾曲部分の曲率半径に応じて狭幅プリプレグシート20Nの長さを調整することで、様々な曲率半径にも容易に対応する。
(もっと読む)
航空機翼構造の製造方法
【課題】ストリンガとスキンとの間で剥離が発生しない航空機翼構造の製造方法を提供する。
【解決手段】航空機翼構造が、上側翼半体構造体と、この上側翼半体構造体に取付けられる下側翼半体構造体とから構成され、上側翼半体構造体が、下型31に上側外皮用プリプレグ32が積層され、この上側外皮用プリプレグ32上に複数のストリンガ整形体33が載置され、これらのストリンガ成形体33上に上側内皮用プリプレグ36が積層され、この上側内皮用プリプレグ36上に中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体38,39が載置されることで上側翼半体プリプレグ成形体61が作製され、この上側翼半体プリプレグ成形体61が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む。
(もっと読む)
強化繊維基材積層装置およびこの積層方法
【課題】シート状の強化繊維基材を湾曲や屈曲した形状の型上に積層する際に生じるしわの防止と、労働負荷の軽減と、作業の効率化とが可能な強化繊維基材積層装置およびこの積層方法を提供することを目的とする。
【解決手段】型15上に積層させる強化繊維基材シート14を繰り出すシート繰り出し手段と、型15上に強化繊維基材シート14を圧接させる圧接手段3と、を有する強化繊維基材積層装置1において、圧接手段3は、強化繊維基材シート14よりも狭い幅を有し、シート繰り出し手段は、圧接手段3との間を負荷しながら強化繊維基材シート14を供給することを特徴とする。
(もっと読む)
耐食層を有する管状繊維強化複合材料
【課題】耐食層のピンホールやクラックの発生を抑え、管状繊維強化複合材料の耐食性能と耐圧力性能とを向上させることと、かつ生産効率の高い製造方法を可能とする管状繊維強化複合材料を提供する。
【解決手段】強化繊維およびマトリックス樹脂で構成され、その内部において、強化繊維およびマトリックス樹脂を共に含む強化層Aと耐食層Eとを形成しており、耐食層Aと強化層Aとの境界面に管状体の周方向に沿った強化繊維層を有することを特徴とする管状繊維強化複合材料である。
(もっと読む)
プリプレグテープの経路計算方法
【課題】様々な曲面に対応して皺無くプリプレグテープの貼着や積層を図ること。
【解決手段】任意の初期座標p0を始点として、プリプレグテープの面Sに予定されているプリプレグテープの貼着方向V(i)に沿う探索ベクトルSVを、所定の微小移動量Δaをスカラとして演算する探索ベクトル演算ステップS101と、演算された探索ベクトルSVの終点peから面Sに下ろした垂線の足ptemp1-3(i, j, k)を演算する垂足演算ステップS102とを含み、所定の終了条件が成立するまで、垂線の足ptemp1-3(i, j, k)と探索ベクトルSVの基点とに基づいて新たな探索ベクトルSVを演算するとともに、この新たな探索ベクトルSVに基づき、垂線の足ptemp1-3(i, j, k)を次の演算の始点として探索ベクトル演算ステップS101を繰り返すナビゲーティングステップS100〜S125を備える。
(もっと読む)
繊維強化複合材料成形品及びその製造方法
【課題】平坦状の本体部の一側面に所定強度の立体形状部を容易に成形可能とし、かつ該立体形状部の成形による本体部の他側面のヒケの発生を防止する。
【解決手段】立体形状部3の外面側がプリプレグ13aにより成形されると共に、立体形状部3の内面側がシートモールディングコンパウンド13bにより補強され、かつ立体形状部3の基端縁から本体部2の一側面2aに沿って延びる平板部3bがプリプレグ13a,15のみで成形される。その製造は、立体形状部3形成用のプリプレグ13aにのみ、本体部2成形用のプリプレグ12の一側面に沿って延びる平板部3bを設け、この平板部3bを本体部2成形用のプリプレグ12の一側面に他のプリプレグ15を介して間接的に面接触させた状態で、各素材を一体に溶着、硬化させて当該成形品1を得る。
(もっと読む)
複合的な環状構造体を自動的に形成する方法
【課題】軽量、高強度の構造体、特に環状の複合構造体を形成するための効率的で且つ効果的な方法、装置及び
システムを提供する。
【解決手段】環状の複合構造体を形成する装置は、環状の形状のツール取扱い組立体660と、形成ヘッド604とを含む。該環状の形状のツール取扱い組立体660は、選択した断面の幾何学的形態の形成面を含む。形成ヘッド604は、ツールの形成面の廻りにて周方向に連続的なプライ層のプライを1つずつ形成する形態とされている。
(もっと読む)
熱硬化性マトリックス中のCNT浸出繊維
構造支柱は、円筒形コアと前記コア内の内層と外層とを含む。前記内層及び外層は、熱硬化性マトリックス中のCNT浸出繊維材料を含む。複合材料は、熱硬化性マトリックスと約20から約500ミクロンまでの範囲又は約0.1から約15ミクロンまでの範囲の長さのCNTを有するCNT浸出繊維材料とを含む。後者の範囲において、CNTは複合材料の約0.1重量パーセントから約5重量パーセントまで存在する。構造支柱を製造する方法は、円筒形マンドレルの周囲に第1のCNT浸出繊維を前記マンドレルの軸に対して略平行に湿式巻き付けすることと、前記第1のCNT浸出繊維の周囲にベースライン層を前記マンドレルの軸と実質的に非平行な角度で湿式巻き付けすることと、前記ベースライン層の周囲に第2のCNT浸出繊維を前記マンドレルの軸に対して略平行に湿式巻き付けすることとを含む。 (もっと読む)
繊維強化複合材料
【課題】優れた強度及び耐衝撃性を兼ね備えた繊維強化複合材料を提供することにある。
【解決手段】強化繊維とマトリクス樹脂とからなる繊維強化複合材料であって、該強化繊維が、単繊維繊度が10〜45dtex、結晶化度が55〜70%の芳香族ポリアミド繊維であることを特徴とする繊維強化複合材料とする。
(もっと読む)
FRP積層体の成形方法
【課題】UDプリプレグの端材が発生することを防止してFRP積層体のコスト低減に寄与するとともに、擬似等方性を有するFRP積層体を容易に得ることができるFRP積層体の成形方法を提供する。
【解決手段】一定の幅LのUDプリプレグ4を生成する工程と、UDプリプレグ4を裁断して、第一の形状たる一辺の長さLの正方形の基材1を生成する工程と、基材1の四隅を、基材1の隣り合う各辺の中点を結ぶ各線分X1〜X4に沿って折り曲げて、第二の形状たる一辺の長さ(√2)×L/2の正方形の積層基材1aを生成する工程と、一定の幅(√2)×L/2のUDプリプレグ6を生成する工程と、UDプリプレグ6を裁断して、第二の形状たる正方形の基材2を生成する工程と、積層基材1aと、繊維方向の位相を90°ずらして配置した二つの各基材2a・2bと、を積層して、第二の形状たる正方形のFRP積層体11を成形する工程と、を備える。
(もっと読む)
CFRPと被着材の接合体及びその製造方法
【課題】CFRPプリプレグと金属合金が強固に接着された接合体を提供する。
【解決手段】引っ張り強度4.4GPaの第1PAN系炭素繊維をベースとした第1CFRPプリプレグと、引っ張り強度が6.0GPaの第2PAN系炭素繊維をベースとした第2CFRPプリプレグとを積層して加熱し、CFRP部材を作成する。CFRP部材の表面を構成する第1CFRPプリプレグを粗面化し、1液性エポキシ接着剤を塗布する。一方、NATの3条件を具備する金属合金11の表面に1液性エポキシ接着剤を塗布する。第1CFRPプリプレグ12と金属合金を密着させて加熱し、1液性エポキシ接着剤を硬化させてCFRP部材と金属合金が強固に接着された接合体を得る。
(もっと読む)
先行積層形式の多方向連続繊維積層体を使用して複合構造物を成形する方法
一方向(UD)繊維プリプレグ層12,14が、先行積層形式の多方向連続繊維積層体10に成形され、該積層体が、成形コンパウンドとして3次元構造物40を形成する。この積層体からのカットアウトが、スロットを有し、折曲げ線に沿って折曲げられることで、ニヤ・ネットシェイプの予備成形体が得られる。この予備成形体を圧縮成形によって、複合形状を有する繊維強化複合構造物を得ることができる。 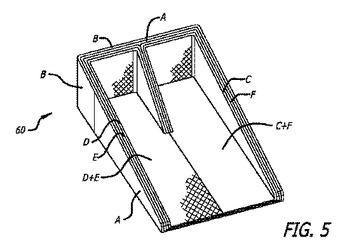 (もっと読む)
(もっと読む)
繊維強化プラスチック構造体及び繊維強化プラスチック構造体の製造方法
【課題】少なくとも2つのエレメントが繊維強化プラスチック構造体の形状を構成するのに使用される繊維強化プラスチック構造体及び繊維強化プラスチック構造体を製造する方法。
【解決手段】2つの隣接した前記エレメントは、施与された接着剤又は樹脂によりその接触面を介して接合される。接着剤又は樹脂が前記エレメントを接合するのに使用される前に、マットは、接触面の間に位置している。マットは、ランダムに配向されたチョップドファイバーを含んでなる。
(もっと読む)
積層複合ロッド、その製造方法と複合構造における使用
積層複合ロッド(16)は、概ね円形又は楕円形の断面を有し、互いに様々な方向に配置された複数の積層複合層(1)からなるロッド本体を含む。 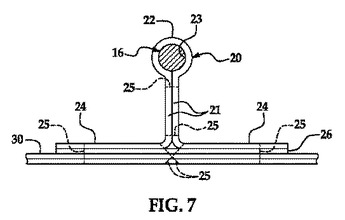 (もっと読む)
(もっと読む)
落雷保護を有する構造物の形成方法
落雷保護を有する構造物(20,120,220)を形成する方法であって:
少なくとも1つの構造層(60,160,260)を付与する工程;
少なくとも1つの補強層(40,140,240)に配置された少なくとも1つの落雷保護ストリップ(50,150,250)を得る工程;
前記少なくとも1つの補強層(40,140,240)に配置された前記1つの落雷保護ストリップ(50,150,250)を、前記少なくとも1つの構造層(60,160,260)へ付与する工程;そして
前記少なくとも1つの構造層と、落雷保護ストリップと、補強層とから構造物を形成する工程;
を含む、前記方法。少なくとも1つの落雷保護ストリップは、第1材料を含み、そして、少なくとも1つの補強層は、前記第1材料とは異なる材料の第2材料を含む。或る実施態様において、前記方法は、ファイバープレイスメント装置と、テープ敷設装置と、同様の自動製造装置との少なくとも1つを使用して、落雷保護を有する複合構造物を自動的に形成する。 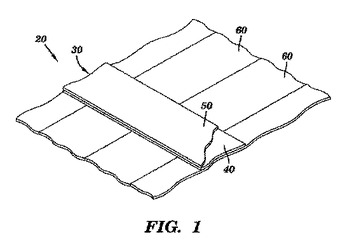 (もっと読む)
(もっと読む)
連続繊維強化複合物品の屈曲部の層間剥離を抑制する方法
【課題】マトリックス材料内に一方向性繊維要素列を含有する層を有する連続繊維強化複合材料で形成された部品の屈曲部における層間剥離を抑制する方法の提供。
【解決手段】部品の層に対応するプリプレグテープを積層することにより部品のプリフォーム30を形成する。各々のテープは、マトリックス前駆体、結合材、及び繊維要素32列を含有している。これらのテープを積み重ねて、少なくとも第1のテープの繊維要素32が屈曲部34を横切り、繊維要素32が屈曲部34の湾曲の軸36に対して垂直ではない平面38、40内にあるようにする。次いで、プリフォーム30を熱加工する。その間、繊維要素32が屈曲部34の湾曲の軸36に対して垂直な平面内にないことの結果として、屈曲部34内の層の層間剥離が抑制される。
(もっと読む)
21 - 40 / 118
[ Back to top ]