
Fターム[4F205HT26]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形における積層 (761) | 積層する方法 (526) | 接着、圧着接合(←積重ね、接着剤) (145)
Fターム[4F205HT26]の下位に属するFターム
未硬化のものの (27)
Fターム[4F205HT26]に分類される特許
41 - 60 / 118
繊維強化複合材及び繊維強化複合材の締結構造
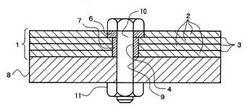
【課題】繊維強化複合材の締結部を改質することによるクリープ変形の抑制を目的とする。
【解決手段】繊維強化複合材1は熱硬化性樹脂であるマトリックス2と層状に配置された炭素繊維である強化繊維3で形成されている。繊維強化複合材1は他の部材である金属材8と締結されている。繊維強化複合材1に形成された締結用の貫通孔4に締結部材であるボルト10が挿入され、金属材8の側からナット11を締め付けることにより、繊維強化複合材1が金属材8と固定されている。繊維強化複合材1とボルト10が圧接する領域に被膜層6が形成されている。被膜層6はマトリックス2より硬い材料である鉄5で構成されている。被膜層6によりマトリックス2の流動を抑制することができる。また、ボルト10を締結した際の応力は被膜層6が受けるため、前記応力を直接マトリックス2が受ける場合に比べ、繊維強化複合材1のクリープ変形を抑制することができる。
(もっと読む)
航空機用スキッドレール及びその製造方法

【課題】 耐摩耗性及び加工性に優れた航空機用スキッドレール及びその製造方法を提供する。
【解決手段】 (i) 航空機の胴体下腹部に接合される長板部21、及びその長手方向に一体的に隔設されたボス部22a〜22iを有する基部2と、(ii) レール状一体構造物を形成するように、ボス部22a〜22iの間に接着された芯部3a〜3hと、(iii) ボス部22a〜22i及び芯部3a〜3hを被覆する外皮部4とを有し、基部2及び外皮部4がガラス繊維及び/又は炭素繊維の布基材を含む第一の繊維強化プラスチックからなり、芯部3a〜3hが前記第一の繊維強化プラスチック中の繊維より高い耐摩耗性を有する繊維の布基材を含む第二の繊維強化プラスチックからなる航空機用スキッドレール。
(もっと読む)
エポキシ樹脂組成物、プリプレグ、繊維強化複合材料
【課題】耐熱性が高く、優れた機械特性を有し、かつ繊維複合材料とした時に高い耐衝撃性を有するエポキシ樹脂組成物を提供すること。さらに詳しくは、高弾性率、高耐熱性で塑性変形能力が高く、かつ繊維複合材料とした時に高い耐衝撃性を与えるエポキシ樹脂組成物の提供。
【解決手段】下記[A]〜[F]が特定の関係を満たす含有量であるエポキシ樹脂組成物。[A]ビフェニル型エポキシ樹脂、[B]固形ビスフェノール型エポキシ樹脂、[C]ジグリシジルアニリン誘導体、[D]液状ビスフェノール型エポキシ樹脂、[E]アミン系硬化剤、[F]S−B−M,B−M,およびM−B−M(Mはポリメタクリル酸メチル、Bはエポキシ樹脂およびMに非相溶で、そのガラス転移温度Tgが20℃以下であり、Sはエポキシ樹脂、BおよびMに非相溶で、そのガラス転移温度TgはBのガラス転移温度Tgより高い。)からなる群から選ばれるブロック共重合体。
(もっと読む)
FRPサンドイッチパネルの交差部構造
【課題】曲げ荷重や引張荷重が負荷された際、隅部のFRPオーバーレイの剥離を防止することができるFRPサンドイッチパネルの交差部構造を提供する。
【解決手段】FRPサンドイッチパネル1、2の交差部における隅部A、Bは、三角柱状の木材又は発泡プラスチック等からなる芯材と、芯材の周囲を包囲するGFRP布部分とから形成されたFRPコーナー部材3a、3bが設置され、FRPサンドイッチパネル1、2の側面の所定範囲とFRPコーナー部材3a、3bとを覆うFRP布4a、4bによって、オーバーレイして接着が図られている。
(もっと読む)
複合材料製品を製造するための膜、該膜の製造方法、及び該膜を使用した複合材料製品の製造方法
複合材料製品(2)の製造に使用するための樹脂拘束膜(1)であって、二軸延伸ポリプロピレンからなる支持膜(6)と、複合材料製品(2)を形成することになる半製品(2’)と接触することを意図された支持膜(6)の前面(6a)を被覆する脱着化学物質の中間層(7)と、真空蒸着によって中間層(7)上に適用された金属被覆材料の表面層(8)とによって形成された拘束膜(1)を提供する。  (もっと読む)
(もっと読む)
管状体
【課題】プリプレグシートの一方向に引き揃えられた強化繊維の配向に対して交差する方向の引張強度を向上させる。
【解決手段】一方向に引き揃えてシート状とした強化繊維である炭素繊維13aからなる強化繊維シート13上に炭素繊維13aの配向に対して直交するガラス繊維15が設けられる。ガラス繊維15の向きを芯材23の軸方向に対して交差させた状態でプリプレグシート11が芯材23に巻回される。このプリプレグシート11は前記ガラス繊維15が設けられているので、プリプレグシート11はガラス繊維15の配向と同方向に対する引張強度が向上する。
(もっと読む)
繊維強化熱可塑性材料に加圧する加圧装置、繊維配設装置、および繊維強化熱可塑性材料の配設方法
鋳型に対して繊維強化熱可塑性材料を加圧する加圧装置が記載されている。加圧装置(1)は、メインボディ(7)とメインボディの表面に設けられた加圧層(9)とを備えている。この場合において加圧層(9)は、有機材料、好ましくは、セラミック材料を用いて具現化され、鋳型の輪郭に適合するような構造をしているために、柔軟性を備えている。加圧装置の耐熱性が高まり、処理後の繊維強化熱可塑性材料の特性が改善される。 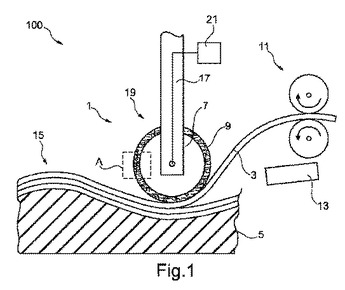 (もっと読む)
(もっと読む)
直接法による複合材料部品の製造のための一定の幅を有する新規の中間材
本発明は、その面の各々において、ポリマー結合剤(2a、2b)と結合する強化糸(1)又は長繊維のバンド(I)を調製する方法に関し、前記リボンはその全長(1)に沿って実質的に一定な所与の幅(L)を有し、糸又は長繊維がバンドの長さに平行な方向に伸長し、その方法は、次のa)バンドの幅を、寸法取り手段(13)を用いて所望の幅に調整するステップと、b)バンドを、その各面上で結合剤と結合してリボンの均一な密着を確実にし、その結果、結合剤の総重量が、得られたバンドの総重量の25%を超えないステップを含むことを特徴とする。本発明は、さらに、そのような方法で得ることができるバンドにも関する。 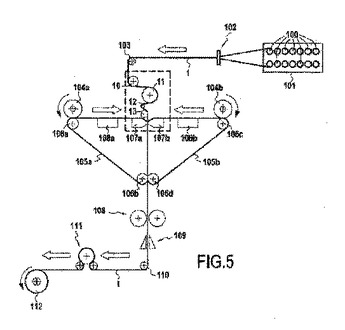 (もっと読む)
(もっと読む)
中空体製品の製造方法
【課題】中空体製品を簡単に得ることが出来る技術を提供することである。
【解決手段】 繊維強化樹脂の構成素材である繊維の一面側にフィルムを配置するフィルム配置工程と、
前記フィルム配置工程で配置されたフィルムの前記繊維が存する側とは反対側に、凹部の開口が前記フィルムに対向するよう凹部を有する成形体を配置する成形体配置工程と、
前記繊維強化樹脂構成素材と前記フィルムとの間の真空度を高める繊維−フィルム真空処理工程と、
前記フィルムと前記成形体との間の真空度を、前記繊維−フィルム真空処理工程の真空度よりも低い真空度に高めるフィルム−成形体真空処理工程と、
前記フィルム−成形体真空処理工程の後、前記フィルムと前記成形体とを接着する接着工程と、
前記繊維強化樹脂の構成素材である繊維に樹脂が含浸せしめられた繊維強化樹脂板と前記フィルムとの接着により前記成形体と繊維強化樹脂板とを一体化する一体化工程
とを具備する中空体製品の製造方法。
(もっと読む)
複合構造物の製造方法および装置
複数のテープを基板上にレイアップする複合テープ付与機械によって、複合部品を形成する。該テープの横向き位置は、テープがレイアップされている際に調整することができる。 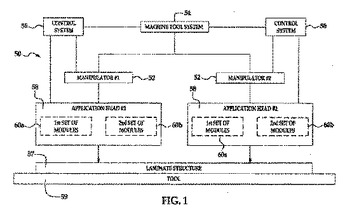 (もっと読む)
(もっと読む)
流体不浸透性が改善された複合パネル
繊維層および熱硬化性樹脂成分と硬化剤と繊維ミクロパルプとを含む樹脂を含むプレプレグ複合材料。ミクロパルプ成分は、0.01〜100マイクロメートルの体積平均長さを有するアラミド繊維である。プレプレグは、硬化構造体への流体浸透を最少化するために複合パネル構造体の中で有用である。このプレプレグは、ハニカムサンドイッチパネルを製造するために特に適する。アラミド繊維ミクロパルプを含有するフィルム接着剤、液体樹脂およびペースト樹脂も開示される。  (もっと読む)
(もっと読む)
複合パネルの設計方法
複合パネルを設計する方法であって、該複合パネルは複数のゾーンを備え、各ゾーンは積層シーケンスで配列した複合材料の複数のプライを備え、各積層シーケンスにおける各プライはそれぞれに対応する配向角度を有するものとする。各配向角度に関して、その配向角度を備える少なくとも1つのプライを含む複合パネルにおけるゾーンを識別する、第1レイアウトマトリクスを形成する。その配向角度を備える少なくとも2つのプライを含む複合パネルにおけるゾーンを識別する、第2レイアウトマトリクスも形成し、またこのようにして、レイアウトマトリクス形成を、その配向角度を備える少なくともN個のプライを含む複合パネルにおけるゾーンを識別する、第Nレイアウトマトリクスの形成まで行う。レイアウトマトリクスは複数の候補シーケンスで配列する。つぎに、選択基準を用いて1つまたはそれ以上の候補シーケンスを選択し、また積層シーケンスを選択した候補シーケンスに従ってゾーンに割り当てる。 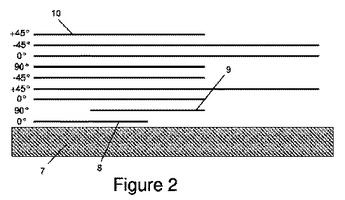 (もっと読む)
(もっと読む)
補強用プリプレグシート及び構造体の補強方法
【課題】 本発明は、優れた機械的強度を有し且つ軽量性に優れた補強用プリプレグシートを提供する。
【解決手段】 本発明の補強用プリプレグシートは、アラミド繊維又は玄武岩繊維を含む繊維束から形成された網状体に未硬化の熱硬化性樹脂を含浸させてなることを特徴とするので、軽量性に優れていると共に、硬化させることによって優れた機械的強度を発揮するので、風力発電用ブレードなどのように軽量性と強度とが要求される用途に好適に用いることができる。
(もっと読む)
浴槽の製造方法
【課題】手入れが簡単で、耐久性の高いプラスチック製の浴槽に高級感のある木目模様等の装飾が施された浴槽とその製造方法を提供する。
【解決手段】浴槽1は内面側から見ると、突板25が透明プラスチック層21とガラス繊維23を介して光沢のある木目模様として視認することができ、極めて高い美観を発揮することになる。また、突板25どうしの接合部は塗装部17の裏側に位置するので、接合部が多少ずれていても浴槽1の内面側から見えない。従って、浴槽1全体の美観を損ねることはない。このように浴槽1は高級感のある木目模様が施されているが、実質的にはプラスチック製なので、手入れが簡単で、高い耐久性を有する。上記浴槽1は各部材の積層により製造される。
(もっと読む)
複雑性が緩和された自動繊維配置装置及び方法
複合積層体を基板上に形成する方法であって、該方法は:基板の上で自動繊維配置ヘッドを移動させ;繊維配置ヘッドを使用して、複数の平行する複合テープストリップ(36)を基板(102)上に置き、これには、少なくとも特定のテープストリップの開始点ずらして曲線パターン(Aからf)を形成することが含まれ;単一の切刃(92)を使用して、全てのテープストリップの端部を切断することを含む。 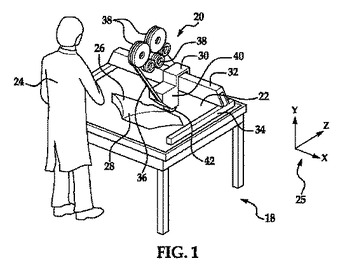 (もっと読む)
(もっと読む)
管状体の製造方法及び管状体
【課題】製造工程中において樹脂含有率を低下させうる管状体の製造方法の提供。
【解決手段】本発明は、FRP管状体の製造方法に関する。この製造方法は、マンドレル2に繊維とマトリクス樹脂とを含む繊維強化樹脂部材4を巻回して中間成形体6を得る工程、上記中間成形体6の外側に張力を付与しつつラッピングテープ8、10を巻き付けるテープ巻き付け工程、上記ラッピングテープ8、10が巻き付けられた上記中間成形体6において上記マトリクス樹脂を硬化させる硬化工程及び上記硬化工程の後に上記マンドレル2の引き抜き及び上記ラッピングテープ8、10の除去を行って硬化管状体を得る工程を含む。上記テープ巻き付け工程は、上記中間成形体6の外周面に織物テープ8を巻き付ける第一巻き付け工程及びこの第一巻き付け工程の後にゴムテープ10を巻き付ける第二巻き付け工程を含む。
(もっと読む)
大型バレル部構成部品の製作のためのマルチヘッド自動化複合材料積層機
【課題】良好な特性の航空機部品製造装置を提供する。
【解決手段】
回転軸を有するツールのマンドレル表面における自動化された複合材料の積層のための航空機部品製造装置は、複数の材料搬送ヘッドを支持する機械的支持構造を含む。ツールは、機械的支持構造に対して移動可能かつ回転可能である。ツールのマンドレル表面全体に複合材料の経路を敷設するようにマンドレル表面が回転する間、機械的支持構造は、マンドレル表面に対する材料搬送ヘッドの軸方向並進に備える。複数の材料搬送ヘッドの各々の位置および移動は個別に調整可能である。アーム機構は、マンドレル表面に垂直な方向の各材料搬送ヘッドの運動、マンドレル表面に垂直な軸を中心とする回転、マンドレル表面に対する周方向の周方向位置調整、および他の材料搬送ヘッドに対する軸方向位置調整をもたらす。
(もっと読む)
繊維強化プラスチック、その製造方法、およびその製造キット
【課題】コンクリートなどといった被着体に接着する繊維強化プラスチックを作業現場で簡単な工程で所期の設計どおりに製造する方法を提供すること。
【解決手段】補強繊維の存在下で2液硬化型樹脂を硬化させて、被着体1に接着した繊維強化プラスチック20を製造する方法であって、被着体1上に、2液硬化型樹脂の一方の成分を含有する第1のシート11および2液硬化型樹脂の他方の成分を含有する第2のシート12をこの順序で積層する工程、ならびに、得られた積層体1、11、12を加圧して2液硬化型樹脂の両成分を接触させて硬化反応を生ぜしめる工程、を有し、第1および第2のシート11、12の少なくとも一方は補強繊維からなる布状層に2液硬化型樹脂の各成分が含浸されてなるものである、上記製造方法。
(もっと読む)
材料のプレースメント成形方法および装置
逆方向に材料を当接するために、ローラアセンブリを180度回転させること無しに、表面上の2方向に材料を分配し、かつ圧密化するローラアセンブリ。ローラアセンブリは、第1のガイド部材、第2のガイド部材、第3のガイド部材、および、圧密化ローラで成る。前記第1のガイド部材が、第1の位置にあるとき、材料の薄片は、前記第2のガイド部材に供給される。前記第1ガイド部材が、前記第2の位置にあるとき、前記材料の薄片は、前記第3のガイド部材に供給される。圧密化ローラは、可鍛性があり、材料の薄片が、均一に圧密化されるために、圧密化ローラの外周面のまわりに概略被せられる。 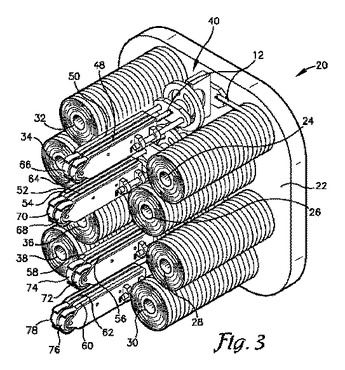 (もっと読む)
(もっと読む)
材料のプレースメント成形方法および装置
ローラアセンブリの動きとは独立して、表面に材料の薄片を供給および圧着する材料圧着ヘッド。圧着ヘッドの各ローラアセンブリは、圧縮ローラを有し、圧着ヘッドの他のローラアセンブリと独立して、6自由度で回転的または直線的に動く。ローラアセンブリは、材料の薄片が表面のパスに隣接して供給されるように、交互に配置され、表面に材料の薄片を同時に供給する。各圧縮ローラは、可鍛性があり、材料の薄片を圧縮するために、自身の外周面の周りに載置される。 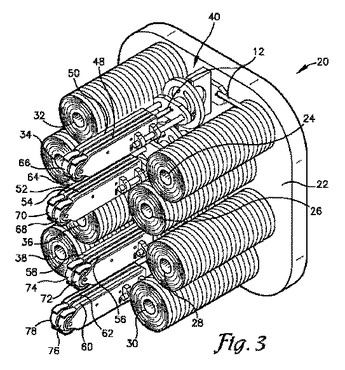 (もっと読む)
(もっと読む)
41 - 60 / 118
[ Back to top ]