
材料のプレースメント成形方法および装置
逆方向に材料を当接するために、ローラアセンブリを180度回転させること無しに、表面上の2方向に材料を分配し、かつ圧密化するローラアセンブリ。ローラアセンブリは、第1のガイド部材、第2のガイド部材、第3のガイド部材、および、圧密化ローラで成る。前記第1のガイド部材が、第1の位置にあるとき、材料の薄片は、前記第2のガイド部材に供給される。前記第1ガイド部材が、前記第2の位置にあるとき、前記材料の薄片は、前記第3のガイド部材に供給される。圧密化ローラは、可鍛性があり、材料の薄片が、均一に圧密化されるために、圧密化ローラの外周面のまわりに概略被せられる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、構造的かつ空気力学的な航空機の部品に関する。さらに詳しくは、本発明は、自動的に複合テープを繊維プレースメント成形するような、材料を分配し、かつ圧密化することに関する。
【0002】
関連する従来技術
繊維のプレースメント成形は、プリプレグ牽引とも呼ばれ、道具表面、鋳型、主軸、または、複合的な部品を形成するために用いられるあらゆる物の表面のような物体の表面上に、樹脂が注入された複合材料を、圧密化する方法である。代表的な繊維のプレースメント成形の方法では、航空機、ミサイル、衛星、自動車などの構造物に用いるため、事前に決められた形の強、軽量部品を形成するために、複合材料の多重層を、一緒に圧密化し、および硬化させる。
【0003】
従来の繊維のプレースメント成形装置は、一方向において、表面上に材料を分配し、かつ圧密化した後、材料プレースメント成形ヘッド全体を180度回転することによって、方向を逆にする。例えば、代表的な実施例においては、材料プレースメント成形ヘッドは、一方向において、表面上に材料を分配し、かつ圧密化し、次いで、材料を切断する。この後、材料プレースメント成形ヘッドは、特定のロール・オフの距離に移動し続け、次いで、表面から引っ込む。そして、材料プレースメント成形ヘッドは、180度回転し、表面に再接近し、表面をひき寄せ、反対方向に移動しつつ、表面に材料を分配し、かつ圧密化する。代表的な複合部品では、沢山の往生する時間が必要になるので、この「引っ込む」‐「回転」‐「再接近」の方法は、材料当接プロセスに非常に沢山の時間が添加される。
【0004】
複合材料を圧密化するための従来公知の現行のローラは、端から端まで平坦である。従って、圧密化中に、テープの薄片全体に等しい圧力を供給するために、ローラは、表面に対して垂直な状態でなければならない。これは、難しい試みであり、時には、要求される複雑な外形によって、与えられ部分に達成するのが不可能である。
【発明の概要】
【発明が解決しようとする課題】
【0005】
従って、従来技術の問題や限界を被らずに材料を分配し、かつ圧密化する改良された方法が必要である。
【課題を解決するための手段】
【0006】
発明の概要
本発明は、プリプレグ牽引のように、鋳型の表面、主軸の表面、または、構成部品を形成するために用いられる表面に、材料を分配し、かつ圧密化する改良されたプレースメント成形ヘッドおよび方法を提供する。本発明のプレースメント成形ヘッドは、それぞれが、表面の一部分に材料の一部分を分配し、かつ圧密化するために動作可能な複数の移動可能なローラアセンブリと、他のローラアセンブリとは独立して、各ローラアセンブリを動かす制御システムとで成る。各ローラアセンブリは、独立して、3直線および3回転までの6自由度まで、回転的、回動的、および直線的に動く。
【0007】
各ローラアセンブリは、圧密化ローラ、第1のガイド部材、前記圧密化ローラの第1の側面の一部分に沿って材料を導くための第2のガイド部材、および、前記圧密化ローラの第2の側面の一部分に沿って材料を導くための第3のガイド部材で成る。前記第1のガイド部材は、第1の作動装置によって前記第1のガイド部材が第1の位置に偏移した際に、前記第2のガイド部材中に材料を導き、さらに、第1ガイド部材は、前記第1の作動装置によって前記第1のガイド部材が第2の位置に偏移した際に、前記材料を第3のガイド部材中に導く。前記第1のガイド部材は、前記第1の位置と前記第2の位置との間を回動するように動作可能であっても良い。
【0008】
各ローラアセンブリの圧密化ローラは、前記表面に前記材料をさらに効果的に分配し、かつ圧密化するために、自身の外周面に沿って実質的に被せられてもよい。圧密化ローラは、ゴムのような可鍛性の材料製であってもよく、圧力が前記ローラに供給される際に、前記被せられた表面に、前記表面に対して圧力をかけさせる。
【0009】
本発明のこれらまたはその他の重要な点は、以下の詳細な説明で、さらに詳しく説明する。
【図面の簡単な説明】
【0010】
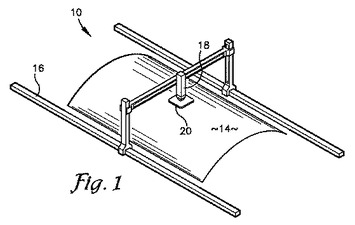
【図1】図1は、本発明の実施形態に従って構成された材料プレースメント成形システムおよびプレースメント成形ヘッドの等角図である。
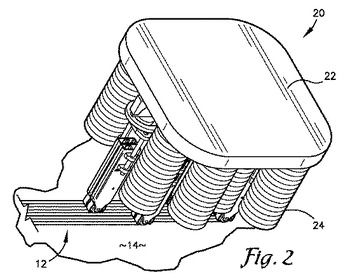
【図2】図2は、表面に材料の薄片を当接する図1のプレースメント成形ヘッドの鳥瞰図である。
【図3】図3は、図1のプレースメント成形ヘッドの等角図である。
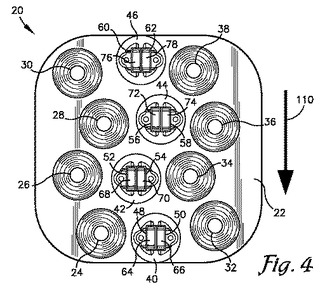
【図4】図4は、図3のプレースメント成形ヘッドの底面の平面図である。
【図5】図5は、図3のプレースメント成形ヘッドの側面の平面図である。
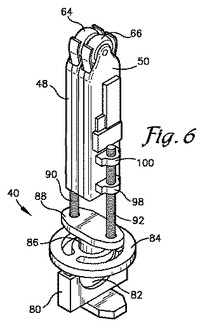
【図6】図6は、図3の1組のローラアセンブリおよびその作動装置のアセンブリの等角図である。
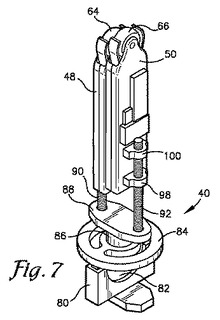
【図7】図7は、他のローラアセンブリよりもわずかに高く動作させられる1つのローラアセンブリ、図3の1組のローラアセンブリ、および、その作動装置のアセンブリの等角図である。
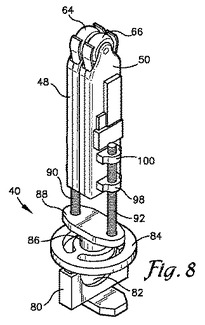
【図8】図8は、図3の1組のローラアセンブリ、および、その作動装置のアセンブリの等角図である。
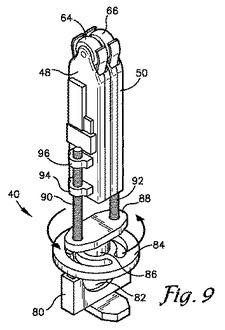
【図9】図9は、図3の1組のローラアセンブリおよびその作動装置のアセンブリの等角図であり、作動装置の回転運動を図示している。
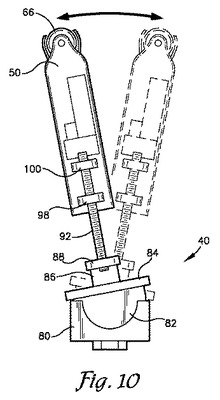
【図10】図10は、図3の1組のローラアセンブリおよびその作動装置のアセンブリの側面図であり、回動する作動装置の動きを図示した。
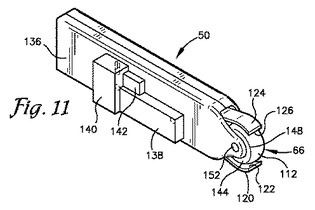
【図11】図11は、本発明の実施形態に従って構成されたローラアセンブリの等角図である。
【図12】図12は、図11のローラアセンブリの分解図である。
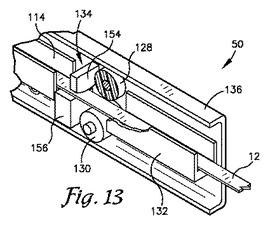
【図13】図13は、切断機構がオープン位置にある際の図11のローラアセンブリの部分断面等角図である。
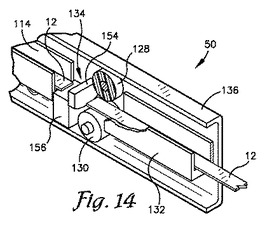
【図14】図14は、前記切断機構がクローズ位置にあり、これにより、材料を切断する、図11のローラアセンブリの部分断面等角図である。
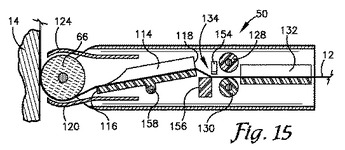
【図15】図15は、表面に沿った第1方向に当接された前記材料と、図11のローラアセンブリの断面平面図である。
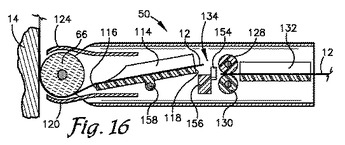
【図16】図16は、前記切断機構によって切断される前記材料と、図11のローラアセンブリの部分断面図である。
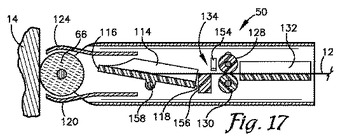
【図17】図17は、前記圧密化ローラの第2側面に供給された前記材料と、図11のローラアセンブリの断面平面図である。
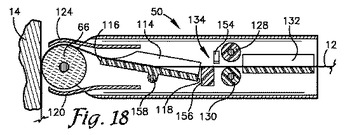
【図18】図18は、前記表面に沿って第2の方向に当接された材料と、図11のローラアセンブリの断面平面図である。
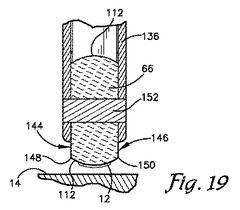
【図19】図19は、表面に対して偏移していない本発明の実施形態に従って構成された圧密化ローラの断面図である。
【図20】図20は、表面に対して圧力を供給して、材料および表面に対して偏移している図11に示す圧密化ローラの断面図である。
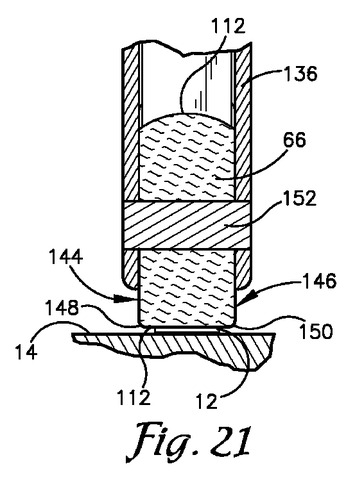
【図21】図21は、圧密化ローラの外周面を概略平らにするために、前記表面に対して十分な圧力を供給して、前記材料および表面に対して偏移している図19に示す圧密化ローラの断面図である。
【発明を実施するための最良の形態】
【0011】
詳細な説明
図1は、本発明の実施形態に従って構成される材料プレースメント成形装置10を図示する。材料プレースメント成形装置10は、図2に示される鋳型、主軸、または、合成部品を形成するためのあらゆる装置の表面14上に材料12を分配し、かつ圧密化するために用いられ、特に、航空機の合成部品を構成するための繊維プレースメント成形に適用される。図1を参照すると、材料プレースメント成形装置10は、フレーム16と、フレーム16に接続されているヘッド作動装置18と、プレースメント成形ヘッド20とで成り、ヘッド作動装置18によって作動される。
【0012】
フレーム16は、プレースメント成形ヘッド20がヘッド作動装置18やその他公知の手段によってフレーム16に対して動く、グランティ構造、あるいは、婉曲または直線的な軸に沿った構造のように、プレースメント成形ヘッド20を支持する従来公知のいかなる構造でもよい。ヘッド作動装置18は、フレームに沿って物体を動かす従来公知のいかなる作動装置でもよい。ヘッド作動装置18は、直線的および回転的にフレーム16に沿って、プレースメント成形ヘッド20を動かせばよい。
【0013】
図3−4に示すように、プレースメント成形ヘッド20の好適実施形態は、フレーム16に接続され、他の部品(支持台22に固定されているスプール24、26、28、30、32、34、36、38と、支持台22に固定されている作動装置のアセンブリ40、42、44、46と、ローラのアセンブリによって作動し、かつ、接続されており、さらに、それぞれが、圧密化ローラ64、66、68、70、72、74、76、78を有するローラアセンブリ48、50、52、54、56、58、60、62とで成る)を支持する支持台22と、プレースメント成形ヘッド20を誘導し、さらに、表面14上に材料を分配し、かつ圧密化するために、ローラアセンブリを独立して作動させる制御装置(図示しない)と、を有する。
【0014】
図2−5を参照すると、支持台22は、スプール24−38および作動装置のアセンブリ40−46を固定するための支持台である。支持台22は、通常、平らで、矩形形状であり、フレーム16またはその他の表面に沿ってプレースメント成形ヘッドを動かせる従来公知のいかなる装置に接続されていてもよい。
【0015】
スプール24−38は、一般的なものであり、図2に示すように、それぞれが、表面14に複数の長尺な材料12を分配し、かつ圧密化するローラアセンブリ48−62の少なくとも1つ中に供給される材料12の伸ばされた薄片が巻き付けられている。複数の長尺な材料12は、1/16から1インチまでの範囲の幅を有するのが好ましい。材料12は、合成材料、樹脂含浸材料テープ、引っ張られたスリットテープ、繊維プレースメント成形に用いられる従来公知のいかなる材料、または、いかなるその他の形成材料でもよい。例示する形態においては、スプールは、18インチの長さを有する。プレースメント成形ヘッド20上のスプールの数は、プレースメント成形ヘッド20のローラアセンブリの数と等しくてもよい。例えば、図3に示すように、8つのスプールは、8つのローラアセンブリに対して材料を供給する。スプール毎の材料12は、直接、ローラアセンブリに挿入されても良いし、(図示しない)再直接ローラまたは従来公知の他の方法によってローラアセンブリに送られても良い。
【0016】
各作動装置のアセンブリ40−46は、支持台22に、少なくとも1つまたは2つのローラアセンブリ48−62を接続してもよい。図6−10を参照すると、各作動装置のアセンブリは、支持台22に接続されている作動装置のマウント80、作動装置のマウント80に設置されている回動作動装置82、および、回動作動装置82に回転的または固定的に設置されている作動装置の支持台84で成ればよい。各作動装置のアセンブリは、さらに、作動装置の支持台84に接続されて回転する回転作動装置86、回転作動装置86に固定されて接続されているロッドマウント88、および、ロッドマウント88に滑降可能に接続されている第1のロッド90および第2のロッド92で成ればよい。最終的に、各作動装置のアセンブリは、4つのロッドガイド94、96、98、100、第1のロッド90に滑降可能に接続される2つのロッドガイド、および、第2のロッド92に滑降可能に接続されている2つのロッドガイドで成ってもよい。第1および第2のロッド90、92は、図4−5に示すように、ロッド90、92の長く伸びた外側表面の周りにらせん状のねじを有し、ロッド90、92の回転運動は、第1および第2のロッド90、92を、ロッドマウント88またはロッドガイド94−100に対してスライドさせる。作動装置のアセンブリは、添付の図面に描かれている実施形態に参考として描かれているが、クレームに記載された発明の範囲から外れなければ、これに鑑みて作られた他の例を用いてもよい。例えば、各作動装置のアセンブリは、ローラアセンブリを作動させるための1つのローラアセンブリの作動装置で交互に成ってもよい。
【0017】
各ローラアセンブリ48−62は、ロッドガイド94−100によって、第1のロッド90および第2のロッド92の少なくとも1つに接続されていてもよい。本発明の実施形態において、作動装置のアセンブリ40の少なくとも1つは、図6−9に示すように、第1の1組のローラアセンブリ48、50に接続されてもよい。さらに、作動装置のアセンブリ42は、第2の1組のローラアセンブリ52、54に接続され、作動装置のアセンブリ44は、第3の1組のローラアセンブリ56、58に接続され、さらに、作動装置のアセンブリ46は、第4の1組ローラアセンブリ60,62に接続されてもよい。圧密化ローラと各ローラアセンブリとの間のスペースは、図5−7に示すように、材料12の薄片の幅におおよそ等しくてもよい。例えば、圧密化ローラ64と圧密化ローラ66との間のスペースは、材料12の薄片の幅に概略等しければよい。本実施形態においては、2つのローラアセンブリが、各作動装置のアセンブリに接続されているときには、2つのロッドガイド94、96は、一方のローラアセンブリ48に接続され、2つのロッドガイド98、100は、他方のローラアセンブリ50に接続されてもよい。
【0018】
作動装置のアセンブリ40−46は、支持台22に対して、実質的に互い違いに配置されている形態でもよい。図4に示すように、作動装置のアセンブリは、前の作動装置の後ろや片側に位置する各作動装置のアセンブリと共に、ジグザグ形状に互い違いに配置されている。プレースメント成形ヘッド20の複数の圧密化ローラのうちのどの2点間の距離も、1/16インチから20インチまでの範囲であればよい。図3−5に示すこの互い違いの形状においては、図2に示すように、作動装置のアセンブリに接続されているプレースメント成形ヘッド20のローラアセンブリ48−62は、表面14の実質的に隣接しているパスに沿って、実質的に同時に材料12を分配する。材料12のパスは、少なくとも一方の材料の薄片の少なくとも一端に他の材料の薄片の一部が重なるように、部分的に重なっていてもよい。
【0019】
例えば、図3−5に示す一実施形態においては、4つの作動装置のアセンブリ40−46は、それぞれ、支持台22に、1組のローラアセンブリを接続している。この実施形態においては、第1の1組のローラアセンブリ48、50は、第2の1組のローラアセンブリ52、54に対して前方に位置し、第2の1組のローラアセンブリ52、54は、第3の1組のローラアセンブリ56、58に対して前方に位置し、第3の1組のローラアセンブリ56、58は、第4の1組のローラアセンブリ60、62に対して前方に位置する。第2の1組のローラアセンブリ52、54は、第1の1組のローラアセンブリ48、50の左側に位置し、第3の1組のローラアセンブリ56、58は、第2の1組のローラアセンブリ52、54の右側に位置し、第4の1組のローラアセンブリ60、62は、第3の1組のローラアセンブリ56、58の左側に位置する。
【0020】
仮に、プレースメント成形ヘッド20が、図4の矢印で示す方向に動いた場合、材料12の隣接パスは、次に記載する圧密化ローラ、左から右の順でここに記載すると、圧密化ローラ68、圧密化ローラ76、圧密化ローラ70、圧密化ローラ78、圧密化ローラ64、圧密化ローラ72、圧密化ローラ66、および圧密化ローラ74によって、表面14に圧密化されている。例えば、この形態においては、圧密化ローラ76によって圧密化された材料のパスの一側端は、圧密化ローラ68によって圧密化された材料のパスの側端に隣接し、一方、圧密化ローラ76によって圧密化された材料のパスのもう一方の側端は、圧密化ローラ70によって圧密化された材料のパスの側端に隣接する。
【0021】
各ローラアセンブリ48−62は、実質的に独立した方法で、実質的に独立した構成要素によって構成されればよい。図11−18に示すように、ローラアセンブリ50は、材料12を圧密化するための外周面112を有する圧密化ローラ66、圧密化ローラ66に材料12を直接送るための第1端116および第2端118を有する第1のガイド部材114、圧密化ローラ66の外周面112の第1部分に概略続く第1のガイド表面122に存在する第2のガイド部材120、および、圧密化ローラ66の外周面112の第2部分に概略続く第2のガイド表面に存在する第3のガイド部材124で成ればよい。
【0022】
図11−14に示すように、ローラアセンブリ50は、さらに、第1のガイド部材114に材料を共に供給する第1の供給ローラ128および第2の供給ローラ130と、第1および第2の供給ローラ128、130に材料を案内する第4のガイド部材132、ローラアセンブリ50の構成部品を内封する外側ケース136と、第1のガイド部材114、第1および第2の供給ローラ、128、130、および切断機構134を作動させるために外側ケース136に載置された案内作動装置138、供給作動装置140、切断作動装置142とで成ってもよい。
【0023】
図11−12に示すように、圧密化ローラ66は、第1面144、第2面146、第1面144の周面に沿う第1端部148、および、第2面146の周面に沿う第2端部150で成ってもよい。さらに、第1端部148と第2端部150との間に介在する外周面112は、圧密化ローラ66の回転軸152から最も遠い外周面の一部分が、第1端部148と第2端部150との概略中間になるように、第1端部148から第2端部150までを実質的に覆っている。圧密化ローラ66は、いかなる表面にも合成材料をプレースメント成形することができるような従来公知の可鍛性の樹脂製である。圧密化ローラ66は表面14に対して圧力をかける際に、表面14に助力を加えることができるように、表面14に対して90度またはマイナス90度揺らすようにする。
【0024】
例えば、図19において、圧密化ローラ66は、表面14に向かって動く。図20に示すように、圧密化ローラ66が90度の角度で表面14に対して圧力をかける時、圧密化ローラ66の回転軸112から最も離れた外周面112の一部分は、材料12および表面14に対して偏移している。図21に示すように、追加圧力が供給される際には、自身が概略平坦になるまで、外周面112が押し付けられ、従って、最初に材料の薄片の中心に、次いで、材料12の薄片の中心の外側から側端まで圧力が加えられ、これにより、表面14上に材料が均一に圧密化される。
【0025】
圧密化ローラ66は、特定の材料プレースメント成形装置に必要とされるサイズであればよい。例えば、圧密化ローラ66は、0.01インチと15インチとの間の幅であればよい。さらに、圧密化ローラ66は、0.01インチと2インチとの間の幅であればよい。さらに、圧密化ローラ66は、0.125インチと3インチとの間の幅であればよい。圧密化ローラは、材料12の薄片より広い幅であればよい。例えば、0.25インチの幅を有する材料の薄片が、0.75インチの幅を有するローラによって当接されてもよい。圧密化ローラ66の第1面144および第2面146は、約0.1インチから約15インチまでの範囲の直径を有してもよい。さらに、圧密化ローラ66の第1面144および第2面146は、約0.50インチから約3インチまでの範囲の直径を有してもよい。図12に示された例示する形態において、表面14上に1/4インチの材料12の薄片をプレースメント成形するために、圧密化ローラ66は、0.750インチの直径を有し、0.375インチの幅を有してもよい。
【0026】
様々な形態において、第1のガイド部材114は、圧密化ローラ66に最も近く、第1の位置と第2の位置との間を移動可能である。第1の位置において、図15−16に示すように、第1のガイド部材114の第1端116は、第2のガイド部材120に最も近くに位置する。第2の位置において、図17−18に示すように、第1のガイド部材114の第1端116は、第3のガイド部材124に最も近くに位置する。一実施形態においては、第1のガイド部材114は、回動軸158を中心に回動可能であってもよく、これにより、第1のガイド部材114は、第1の位置および第2の位置に向かって回動してもよい。第1の位置から第2の位置まで第1のガイド部材114を動かすためには、いかなる手段を用いてもよい。
【0027】
図11−12に示すように、第2のガイド部材120は、圧密化ローラ66の外周面112の第1部分に概略続く第1のガイド表面122を有し、第3のガイド部材124は、圧密化ローラ66の外周面112の第2部分に概略続く第2のガイド表面126を有する。外周面112の第1部分は、外周面112の第2部分の概略反対側にある。第2および第3のガイド部材120、124は、圧密化ローラ66の周りに、材料12を導くために湾曲な形状をしていてもよい。特に、第2および第3のガイド部材120、124のすくなくとも一部分は、圧密化ローラ66の周面の一部分に一致するように湾曲していてもよい。
【0028】
様々な形態において、図17に示すように、第1の供給ローラ128は、互いの間に介挿された材料12と共に、第2の供給ローラ130に対して偏移している。第1および第2の供給ローラ128、130の少なくとも1つが、回転するために作動した際には、材料12は、第1のガイド部材114に共に供給されてもよい。さらに、第1および第2の供給ローラ128、130の少なくとも1つが、第1および第2の供給ローラ128、130のもう一方に向かって動き、かつ、離れるように作動させてもよい。第4のガイド部材132は、第1および第2の供給ローラ128、130に材料12を導くために、静止し、第1および第2の供給ローラの最も近くに位置してもよい。
【0029】
図13−14に示すように、ローラアセンブリ50は、材料12を切断するために、切断機構134も有してもよい。切断機構134は、材料を切断するために、従来公知のいかなる切断機構を用いてもよい。一実施形態においては、切断機構134は、第1の切断部材154および第2の切断部材156を有する。オープンポジションにおいては、第1の切断部材154は、図13に示すように、第2の切断部材156から離間するように動かされる。切断機構134は、材料12を、自身を通過させるために、概略オープンポジションに位置してもよい。図14に示すように、切断機構134は、材料12を切断する必要があるときには、図11に示す切断作動装置142のような従来公知のあらゆる手段によって、接近させることができる。
【0030】
様々な形態において、切断機構134、第1の供給ローラ128、および第2の供給ローラ130は、第1のガイド部材114および第4のガイド部材132との間に位置する。さらに、切断機構134は、材料12が切断された際に、材料12の一部分が第1の供給ローラ128と第2の供給ローラ130との間に残るように、第1のガイド部材114と第1および第2の供給ローラ128、130との間に位置してもよい。
【0031】
図11−12に示すように、外側ケース136は、第1のガイド部材113、切断機構134、第1の供給ローラ128、第2の供給ローラ130、および第4のガイド部材132を内封する。外側ケース136は、第2のガイド部材120、第3のガイド部材124、および圧密化ローラ66の一部も内封してもよい。さらに、周りで圧密化ローラ66を回転させるための回転軸152は、外側ケース136に固定されていてもよい。
【0032】
案内作動装置138、供給作動装置140、および切断作動装置142は、図11に示すように、外側ケース136に載置されていてもよい。ローラアセンブリ48、50のような各ローラアセンブリ、案内、供給、および切断作動装置138、140、142は、図8−9に示すうように、2つのローラアセンブリ48、50の一方から離れて面する外周面上の各ローラアセンブリ48、50の外側ケースに載置されている。案内作動装置138は、第1の位置および第2の位置の間で、第1のガイド部材114を動かしてもよい。供給作動装置140は、第1および第2の供給ローラ128、130の少なくとも1つを回転させ、第1および第2の供給ローラ128、130の一方を、第1および第2の供給ローラ128、130の他方に向かって、または、離れるように動かしてもよい。切断作動装置142は、切断機構134を閉じたり、開いたりしてもよい。
【0033】
プレースメント成形ヘッド20の制御システムは、電気シグナルを受信および送信するために、従来公知のシステムを用いればよい。制御システムは、作動装置40−46、138−142、およびローラアセンブリ48−62と通信するようにプログラム可能である。制御システムは、他の作動アセンブリとは独立して、アセンブリを作動させ、これにより、3直線的および3回転的までの6自由度まで、各ローラアセンブリを独立して動かしてもよい。例えば、各ローラアセンブリは、各X軸、Y軸、およびZ軸に沿った両方向に直線的に、さらに、X軸、Y軸、および/またはZ軸の周りを回転的に動いてもよい。制御システムは、材料12またはローラアセンブリ内のエラーのために、個別に各ローラアセンブリをモニターする。
【0034】
例示する形態においては、制御システムは、他の作動装置アセンブリ42−46とは独立して、図10に示すように、第1軸の周りを第1の1組のローラアセンブリ48、50が回動するように、作動装置のアセンブリ40の回動作動装置82に指示を与えてもよい。回動作動装置82は、第1の1組のローラアセンブリ48、50を、第1軸を中心に前後に約60度回動させてもよい。制御システムは、図8−9に示すように、第2軸の周りを回転するために、回転作動装置86に指示を与え、これにより、プレースメント成形ヘッド20の他の組みのローラアセンブリとは異なる方向に、第1の1組のローラアセンブリ48、50を回転させてもよい。第1軸は、第2軸に対して略垂直である。
【0035】
様々な形態において、制御システムは、ローラアセンブリ48−62の少なくとも1つに、プレースメント成形ヘッド20の他のローラアセンブリ48−62とは独立して、他のローラアセンブリの少なくとも1つよりも支持台22から近くまたは遠くにスライドするように指示を与えてもよい。例えば、第1の1組のローラアセンブリ48、50の第2のロッド92は、支持台22から離れるようにローラアセンブリ50をスライドさせるために、制御システムによって指示されてもよく、これにより、図6−7に示すように、ローラアセンブリ48より支持台22から遠くに離れるようにローラアセンブリ50が展開する。次いで、制御システムは、支持台22に近い位置に戻るように、ローラアセンブリ50をスライドさせるために、第2のロッド92に指示を与えてもよい。さらに、制御システムは、略同時に、支持台22から近くまたは遠くにスライドさせるために、第1の1組のローラアセンブリ48、50の両方のローラに指示を与えてもよい。
【0036】
ローラアセンブリ48−62の独立制御および動作は、動作のマルチ方向の個別自由度が、ローラアセンブリに、表面14のタイトな円弧や複雑な形状をより良くさせるので、従来公知の材料当接方法よりもより効率的および効果的に、表面14上に材料12を均一に圧密化させる。
【0037】
ローラアセンブリ48−62の独立した制御や動作の方法は、プレースメント成形ヘッド20の複数のローラアセンブリから複数の材料12の一部分を供給するステップ;材料12の一部分が表面14上の隣接パスに当接されるように、複数のローラアッセンブリと共に、表面14に複数の材料12の一部分を略同時に当接するステップ;および、図2−3に示すように、各ローラアセンブリが、表面14に材料を分配し、かつ圧密化するために、他のローラアセンブリと独立して、6自由度において動くステップで成る。
【0038】
例えば、図6−7に示すように、本発明の方法は、表面14に材料12を当接するために、少なくとも1つの圧密化ローラを、他の圧密化ローラと独立して、プレースメント成形ヘッド20の支持台22の近くの位置とプレースメント成形ヘッド20の支持台22から離れた位置との間で動かすステップを有してもよい。図8−10に示すように、本発明の方法は、さらに、第2軸が第1軸に対して略垂直であり、第1軸の周りを少なくとも1つのローラアセンブリ50が回動するステップと、第2軸の周りを同じローラアセンブリ50が回転するステップとを有してもよい。
【0039】
本発明の方法は、さらに、ローラアセンブリ48−62の少なくとも1つを、支持台22に対して、他のローラアセンブリとは異なる角度で傾けるステップを有してもよい。本発明の方法は、さらに、ローラアセンブリの少なくとも1つを、表面14に対して−90°傾けるステップを有してもよい。加えて、本発明の方法は、隣接しているローラアセンブリ48−62またはローラアッセンブリのペアが互い違いに配置されるステップ、および、表面14の隣接パスに沿ってローラアセンブリ48−62を略同時に動かすステップで成ってもよい。
【0040】
本発明の他の方法は、ローラアセンブリ48−62またはプレースメント成形ヘッドを180度回転させること無しに、表面14の両方向に、材料12を分配し、かつ圧密化させる。この方法は、図15−18に示すように、第1の位置にローラアセンブリ40の第1のガイド部材114を動かすステップと、材料12が圧密化ローラ66の第1側面の最も近くの第2のガイド部材120と係合するように、第1のガイド部材114から材料12を供給するステップと、圧密化ローラ66が材料12を表面14に対して押圧するように、表面14に対して圧密化ローラ66を付勢するステップと、圧密化ローラおよび表面14の一方を、圧密化ローラ66および表面14の他方に対する第1の方向に動かし、これによって、図15に示すように、第1の方向に沿って、表面14上に材料12を分配し、かつ圧密化するステップとで成る。
【0041】
本発明の方法は、さらに、材料12が、圧密化ローラ66の第2側面の最も近くの第3のガイド部材120と係合するように、第1のガイド部材114から材料12を供給するステップと、圧密化ローラ66が材料12を表面14に対して押圧するように、表面14に対して圧密化ローラ66を付勢するステップと、圧密化ローラおよび表面14の一方を、圧密化ローラ66および表面14の他方に対する第2の方向に動かし、これによって、図18に示すように、第2の方向に沿って、表面14上に材料12を分配し、かつ圧密化するステップとで成る。
【0042】
本発明の方法は、さらに、互いの間に介挿された材料12と共に、互いに対して、第1の供給ローラ128および第2の供給ローラ130を編移するステップと、第1の供給ローラ128および第2の供給ローラ130の少なくとも1つを回転させて、これにより、第4のガイド部材132、開口している切断機構134、第1のガイド部材114、および第2のガイド部材120から、共同で、材料12を供給するステップとで成ってもよい。材料12が、圧密化ローラ66および表面14と係合する際には、第1の供給ローラ128および第2の供給ローラ130の一方を、第1の供給ローラ128および第2の供給ローラ130のもう一方から離れて動かすことによって、第1の供給ローラ128および第2の供給ローラ130は材料12を離してもよい。そして、材料12は、前記第1方向において、表面14に分配し、かつ圧密化されてもよい。
【0043】
図16に示すように、本発明の方法は、材料12が、第1の方向おいて、表面14のあらかじめ決められた部分に圧密化された際に、切断機構134で、材料12を切断するステップで成ってもよい。材料12を切断した後、第1の供給ローラ128および第2の供給ローラ130の少なくとも1つは、第1の供給ローラ128および第2の供給ローラ130のもう一方に向かって動かされ、図16に示すように、互いの間に介挿された材料12と共に、第1供給ローラ128が第2供給ローラ30に対して偏移している。図17に示すように、本発明の方法は、第1の供給ローラ128および第2の供給ローラ130の少なくとも1つを回転させるステップと、第1の供給ローラ128および第2の供給ローラ130の両方を、開口している切断機構134、第1のガイド部材114、そして、第3のガイド部材124に材料12を供給するために、互いに向かって回転させるステップとを含んでもよい。材料12は、一旦、圧密化ローラ66および表面14の両方に固定され、第1の供給ローラ128および第2の供給ローラ130の少なくとも一方が、第1の供給ローラ128および第2の供給ローラ130のもう一方から離間し、これにより、材料12の係合が解かれてもよい。材料12は、図18に示すように、第2の方向において、表面14上に分配し、かつ圧密化される。
【0044】
本発明は、添付の図面に描かれる実施形態を参照して説明したが、クレームに記載されている本発明の範囲から逸脱したものでなければ、これを鑑みて、同様のものやその他のものを用いることができる。例えば、様々な形態においては、上述した本発明のローラアセンブリ48−62は、様々な表面に材料をプレースメント成形するために適したいかなるローラを用いることもできる。さらに、各プレースメント成形ヘッド20のローラアセンブリ、圧密化ローラ、および、作動装置のアセンブリは、図6−21に示すように構成され作動すればよい。
従って、上述した本発明の実施形態を有し、特許証によって保護される上述および新たな特許請求の範囲は、以下である。
【技術分野】
【0001】
本発明は、構造的かつ空気力学的な航空機の部品に関する。さらに詳しくは、本発明は、自動的に複合テープを繊維プレースメント成形するような、材料を分配し、かつ圧密化することに関する。
【0002】
関連する従来技術
繊維のプレースメント成形は、プリプレグ牽引とも呼ばれ、道具表面、鋳型、主軸、または、複合的な部品を形成するために用いられるあらゆる物の表面のような物体の表面上に、樹脂が注入された複合材料を、圧密化する方法である。代表的な繊維のプレースメント成形の方法では、航空機、ミサイル、衛星、自動車などの構造物に用いるため、事前に決められた形の強、軽量部品を形成するために、複合材料の多重層を、一緒に圧密化し、および硬化させる。
【0003】
従来の繊維のプレースメント成形装置は、一方向において、表面上に材料を分配し、かつ圧密化した後、材料プレースメント成形ヘッド全体を180度回転することによって、方向を逆にする。例えば、代表的な実施例においては、材料プレースメント成形ヘッドは、一方向において、表面上に材料を分配し、かつ圧密化し、次いで、材料を切断する。この後、材料プレースメント成形ヘッドは、特定のロール・オフの距離に移動し続け、次いで、表面から引っ込む。そして、材料プレースメント成形ヘッドは、180度回転し、表面に再接近し、表面をひき寄せ、反対方向に移動しつつ、表面に材料を分配し、かつ圧密化する。代表的な複合部品では、沢山の往生する時間が必要になるので、この「引っ込む」‐「回転」‐「再接近」の方法は、材料当接プロセスに非常に沢山の時間が添加される。
【0004】
複合材料を圧密化するための従来公知の現行のローラは、端から端まで平坦である。従って、圧密化中に、テープの薄片全体に等しい圧力を供給するために、ローラは、表面に対して垂直な状態でなければならない。これは、難しい試みであり、時には、要求される複雑な外形によって、与えられ部分に達成するのが不可能である。
【発明の概要】
【発明が解決しようとする課題】
【0005】
従って、従来技術の問題や限界を被らずに材料を分配し、かつ圧密化する改良された方法が必要である。
【課題を解決するための手段】
【0006】
発明の概要
本発明は、プリプレグ牽引のように、鋳型の表面、主軸の表面、または、構成部品を形成するために用いられる表面に、材料を分配し、かつ圧密化する改良されたプレースメント成形ヘッドおよび方法を提供する。本発明のプレースメント成形ヘッドは、それぞれが、表面の一部分に材料の一部分を分配し、かつ圧密化するために動作可能な複数の移動可能なローラアセンブリと、他のローラアセンブリとは独立して、各ローラアセンブリを動かす制御システムとで成る。各ローラアセンブリは、独立して、3直線および3回転までの6自由度まで、回転的、回動的、および直線的に動く。
【0007】
各ローラアセンブリは、圧密化ローラ、第1のガイド部材、前記圧密化ローラの第1の側面の一部分に沿って材料を導くための第2のガイド部材、および、前記圧密化ローラの第2の側面の一部分に沿って材料を導くための第3のガイド部材で成る。前記第1のガイド部材は、第1の作動装置によって前記第1のガイド部材が第1の位置に偏移した際に、前記第2のガイド部材中に材料を導き、さらに、第1ガイド部材は、前記第1の作動装置によって前記第1のガイド部材が第2の位置に偏移した際に、前記材料を第3のガイド部材中に導く。前記第1のガイド部材は、前記第1の位置と前記第2の位置との間を回動するように動作可能であっても良い。
【0008】
各ローラアセンブリの圧密化ローラは、前記表面に前記材料をさらに効果的に分配し、かつ圧密化するために、自身の外周面に沿って実質的に被せられてもよい。圧密化ローラは、ゴムのような可鍛性の材料製であってもよく、圧力が前記ローラに供給される際に、前記被せられた表面に、前記表面に対して圧力をかけさせる。
【0009】
本発明のこれらまたはその他の重要な点は、以下の詳細な説明で、さらに詳しく説明する。
【図面の簡単な説明】
【0010】
【図1】図1は、本発明の実施形態に従って構成された材料プレースメント成形システムおよびプレースメント成形ヘッドの等角図である。
【図2】図2は、表面に材料の薄片を当接する図1のプレースメント成形ヘッドの鳥瞰図である。
【図3】図3は、図1のプレースメント成形ヘッドの等角図である。
【図4】図4は、図3のプレースメント成形ヘッドの底面の平面図である。
【図5】図5は、図3のプレースメント成形ヘッドの側面の平面図である。
【図6】図6は、図3の1組のローラアセンブリおよびその作動装置のアセンブリの等角図である。
【図7】図7は、他のローラアセンブリよりもわずかに高く動作させられる1つのローラアセンブリ、図3の1組のローラアセンブリ、および、その作動装置のアセンブリの等角図である。
【図8】図8は、図3の1組のローラアセンブリ、および、その作動装置のアセンブリの等角図である。
【図9】図9は、図3の1組のローラアセンブリおよびその作動装置のアセンブリの等角図であり、作動装置の回転運動を図示している。
【図10】図10は、図3の1組のローラアセンブリおよびその作動装置のアセンブリの側面図であり、回動する作動装置の動きを図示した。
【図11】図11は、本発明の実施形態に従って構成されたローラアセンブリの等角図である。
【図12】図12は、図11のローラアセンブリの分解図である。
【図13】図13は、切断機構がオープン位置にある際の図11のローラアセンブリの部分断面等角図である。
【図14】図14は、前記切断機構がクローズ位置にあり、これにより、材料を切断する、図11のローラアセンブリの部分断面等角図である。
【図15】図15は、表面に沿った第1方向に当接された前記材料と、図11のローラアセンブリの断面平面図である。
【図16】図16は、前記切断機構によって切断される前記材料と、図11のローラアセンブリの部分断面図である。
【図17】図17は、前記圧密化ローラの第2側面に供給された前記材料と、図11のローラアセンブリの断面平面図である。
【図18】図18は、前記表面に沿って第2の方向に当接された材料と、図11のローラアセンブリの断面平面図である。
【図19】図19は、表面に対して偏移していない本発明の実施形態に従って構成された圧密化ローラの断面図である。
【図20】図20は、表面に対して圧力を供給して、材料および表面に対して偏移している図11に示す圧密化ローラの断面図である。
【図21】図21は、圧密化ローラの外周面を概略平らにするために、前記表面に対して十分な圧力を供給して、前記材料および表面に対して偏移している図19に示す圧密化ローラの断面図である。
【発明を実施するための最良の形態】
【0011】
詳細な説明
図1は、本発明の実施形態に従って構成される材料プレースメント成形装置10を図示する。材料プレースメント成形装置10は、図2に示される鋳型、主軸、または、合成部品を形成するためのあらゆる装置の表面14上に材料12を分配し、かつ圧密化するために用いられ、特に、航空機の合成部品を構成するための繊維プレースメント成形に適用される。図1を参照すると、材料プレースメント成形装置10は、フレーム16と、フレーム16に接続されているヘッド作動装置18と、プレースメント成形ヘッド20とで成り、ヘッド作動装置18によって作動される。
【0012】
フレーム16は、プレースメント成形ヘッド20がヘッド作動装置18やその他公知の手段によってフレーム16に対して動く、グランティ構造、あるいは、婉曲または直線的な軸に沿った構造のように、プレースメント成形ヘッド20を支持する従来公知のいかなる構造でもよい。ヘッド作動装置18は、フレームに沿って物体を動かす従来公知のいかなる作動装置でもよい。ヘッド作動装置18は、直線的および回転的にフレーム16に沿って、プレースメント成形ヘッド20を動かせばよい。
【0013】
図3−4に示すように、プレースメント成形ヘッド20の好適実施形態は、フレーム16に接続され、他の部品(支持台22に固定されているスプール24、26、28、30、32、34、36、38と、支持台22に固定されている作動装置のアセンブリ40、42、44、46と、ローラのアセンブリによって作動し、かつ、接続されており、さらに、それぞれが、圧密化ローラ64、66、68、70、72、74、76、78を有するローラアセンブリ48、50、52、54、56、58、60、62とで成る)を支持する支持台22と、プレースメント成形ヘッド20を誘導し、さらに、表面14上に材料を分配し、かつ圧密化するために、ローラアセンブリを独立して作動させる制御装置(図示しない)と、を有する。
【0014】
図2−5を参照すると、支持台22は、スプール24−38および作動装置のアセンブリ40−46を固定するための支持台である。支持台22は、通常、平らで、矩形形状であり、フレーム16またはその他の表面に沿ってプレースメント成形ヘッドを動かせる従来公知のいかなる装置に接続されていてもよい。
【0015】
スプール24−38は、一般的なものであり、図2に示すように、それぞれが、表面14に複数の長尺な材料12を分配し、かつ圧密化するローラアセンブリ48−62の少なくとも1つ中に供給される材料12の伸ばされた薄片が巻き付けられている。複数の長尺な材料12は、1/16から1インチまでの範囲の幅を有するのが好ましい。材料12は、合成材料、樹脂含浸材料テープ、引っ張られたスリットテープ、繊維プレースメント成形に用いられる従来公知のいかなる材料、または、いかなるその他の形成材料でもよい。例示する形態においては、スプールは、18インチの長さを有する。プレースメント成形ヘッド20上のスプールの数は、プレースメント成形ヘッド20のローラアセンブリの数と等しくてもよい。例えば、図3に示すように、8つのスプールは、8つのローラアセンブリに対して材料を供給する。スプール毎の材料12は、直接、ローラアセンブリに挿入されても良いし、(図示しない)再直接ローラまたは従来公知の他の方法によってローラアセンブリに送られても良い。
【0016】
各作動装置のアセンブリ40−46は、支持台22に、少なくとも1つまたは2つのローラアセンブリ48−62を接続してもよい。図6−10を参照すると、各作動装置のアセンブリは、支持台22に接続されている作動装置のマウント80、作動装置のマウント80に設置されている回動作動装置82、および、回動作動装置82に回転的または固定的に設置されている作動装置の支持台84で成ればよい。各作動装置のアセンブリは、さらに、作動装置の支持台84に接続されて回転する回転作動装置86、回転作動装置86に固定されて接続されているロッドマウント88、および、ロッドマウント88に滑降可能に接続されている第1のロッド90および第2のロッド92で成ればよい。最終的に、各作動装置のアセンブリは、4つのロッドガイド94、96、98、100、第1のロッド90に滑降可能に接続される2つのロッドガイド、および、第2のロッド92に滑降可能に接続されている2つのロッドガイドで成ってもよい。第1および第2のロッド90、92は、図4−5に示すように、ロッド90、92の長く伸びた外側表面の周りにらせん状のねじを有し、ロッド90、92の回転運動は、第1および第2のロッド90、92を、ロッドマウント88またはロッドガイド94−100に対してスライドさせる。作動装置のアセンブリは、添付の図面に描かれている実施形態に参考として描かれているが、クレームに記載された発明の範囲から外れなければ、これに鑑みて作られた他の例を用いてもよい。例えば、各作動装置のアセンブリは、ローラアセンブリを作動させるための1つのローラアセンブリの作動装置で交互に成ってもよい。
【0017】
各ローラアセンブリ48−62は、ロッドガイド94−100によって、第1のロッド90および第2のロッド92の少なくとも1つに接続されていてもよい。本発明の実施形態において、作動装置のアセンブリ40の少なくとも1つは、図6−9に示すように、第1の1組のローラアセンブリ48、50に接続されてもよい。さらに、作動装置のアセンブリ42は、第2の1組のローラアセンブリ52、54に接続され、作動装置のアセンブリ44は、第3の1組のローラアセンブリ56、58に接続され、さらに、作動装置のアセンブリ46は、第4の1組ローラアセンブリ60,62に接続されてもよい。圧密化ローラと各ローラアセンブリとの間のスペースは、図5−7に示すように、材料12の薄片の幅におおよそ等しくてもよい。例えば、圧密化ローラ64と圧密化ローラ66との間のスペースは、材料12の薄片の幅に概略等しければよい。本実施形態においては、2つのローラアセンブリが、各作動装置のアセンブリに接続されているときには、2つのロッドガイド94、96は、一方のローラアセンブリ48に接続され、2つのロッドガイド98、100は、他方のローラアセンブリ50に接続されてもよい。
【0018】
作動装置のアセンブリ40−46は、支持台22に対して、実質的に互い違いに配置されている形態でもよい。図4に示すように、作動装置のアセンブリは、前の作動装置の後ろや片側に位置する各作動装置のアセンブリと共に、ジグザグ形状に互い違いに配置されている。プレースメント成形ヘッド20の複数の圧密化ローラのうちのどの2点間の距離も、1/16インチから20インチまでの範囲であればよい。図3−5に示すこの互い違いの形状においては、図2に示すように、作動装置のアセンブリに接続されているプレースメント成形ヘッド20のローラアセンブリ48−62は、表面14の実質的に隣接しているパスに沿って、実質的に同時に材料12を分配する。材料12のパスは、少なくとも一方の材料の薄片の少なくとも一端に他の材料の薄片の一部が重なるように、部分的に重なっていてもよい。
【0019】
例えば、図3−5に示す一実施形態においては、4つの作動装置のアセンブリ40−46は、それぞれ、支持台22に、1組のローラアセンブリを接続している。この実施形態においては、第1の1組のローラアセンブリ48、50は、第2の1組のローラアセンブリ52、54に対して前方に位置し、第2の1組のローラアセンブリ52、54は、第3の1組のローラアセンブリ56、58に対して前方に位置し、第3の1組のローラアセンブリ56、58は、第4の1組のローラアセンブリ60、62に対して前方に位置する。第2の1組のローラアセンブリ52、54は、第1の1組のローラアセンブリ48、50の左側に位置し、第3の1組のローラアセンブリ56、58は、第2の1組のローラアセンブリ52、54の右側に位置し、第4の1組のローラアセンブリ60、62は、第3の1組のローラアセンブリ56、58の左側に位置する。
【0020】
仮に、プレースメント成形ヘッド20が、図4の矢印で示す方向に動いた場合、材料12の隣接パスは、次に記載する圧密化ローラ、左から右の順でここに記載すると、圧密化ローラ68、圧密化ローラ76、圧密化ローラ70、圧密化ローラ78、圧密化ローラ64、圧密化ローラ72、圧密化ローラ66、および圧密化ローラ74によって、表面14に圧密化されている。例えば、この形態においては、圧密化ローラ76によって圧密化された材料のパスの一側端は、圧密化ローラ68によって圧密化された材料のパスの側端に隣接し、一方、圧密化ローラ76によって圧密化された材料のパスのもう一方の側端は、圧密化ローラ70によって圧密化された材料のパスの側端に隣接する。
【0021】
各ローラアセンブリ48−62は、実質的に独立した方法で、実質的に独立した構成要素によって構成されればよい。図11−18に示すように、ローラアセンブリ50は、材料12を圧密化するための外周面112を有する圧密化ローラ66、圧密化ローラ66に材料12を直接送るための第1端116および第2端118を有する第1のガイド部材114、圧密化ローラ66の外周面112の第1部分に概略続く第1のガイド表面122に存在する第2のガイド部材120、および、圧密化ローラ66の外周面112の第2部分に概略続く第2のガイド表面に存在する第3のガイド部材124で成ればよい。
【0022】
図11−14に示すように、ローラアセンブリ50は、さらに、第1のガイド部材114に材料を共に供給する第1の供給ローラ128および第2の供給ローラ130と、第1および第2の供給ローラ128、130に材料を案内する第4のガイド部材132、ローラアセンブリ50の構成部品を内封する外側ケース136と、第1のガイド部材114、第1および第2の供給ローラ、128、130、および切断機構134を作動させるために外側ケース136に載置された案内作動装置138、供給作動装置140、切断作動装置142とで成ってもよい。
【0023】
図11−12に示すように、圧密化ローラ66は、第1面144、第2面146、第1面144の周面に沿う第1端部148、および、第2面146の周面に沿う第2端部150で成ってもよい。さらに、第1端部148と第2端部150との間に介在する外周面112は、圧密化ローラ66の回転軸152から最も遠い外周面の一部分が、第1端部148と第2端部150との概略中間になるように、第1端部148から第2端部150までを実質的に覆っている。圧密化ローラ66は、いかなる表面にも合成材料をプレースメント成形することができるような従来公知の可鍛性の樹脂製である。圧密化ローラ66は表面14に対して圧力をかける際に、表面14に助力を加えることができるように、表面14に対して90度またはマイナス90度揺らすようにする。
【0024】
例えば、図19において、圧密化ローラ66は、表面14に向かって動く。図20に示すように、圧密化ローラ66が90度の角度で表面14に対して圧力をかける時、圧密化ローラ66の回転軸112から最も離れた外周面112の一部分は、材料12および表面14に対して偏移している。図21に示すように、追加圧力が供給される際には、自身が概略平坦になるまで、外周面112が押し付けられ、従って、最初に材料の薄片の中心に、次いで、材料12の薄片の中心の外側から側端まで圧力が加えられ、これにより、表面14上に材料が均一に圧密化される。
【0025】
圧密化ローラ66は、特定の材料プレースメント成形装置に必要とされるサイズであればよい。例えば、圧密化ローラ66は、0.01インチと15インチとの間の幅であればよい。さらに、圧密化ローラ66は、0.01インチと2インチとの間の幅であればよい。さらに、圧密化ローラ66は、0.125インチと3インチとの間の幅であればよい。圧密化ローラは、材料12の薄片より広い幅であればよい。例えば、0.25インチの幅を有する材料の薄片が、0.75インチの幅を有するローラによって当接されてもよい。圧密化ローラ66の第1面144および第2面146は、約0.1インチから約15インチまでの範囲の直径を有してもよい。さらに、圧密化ローラ66の第1面144および第2面146は、約0.50インチから約3インチまでの範囲の直径を有してもよい。図12に示された例示する形態において、表面14上に1/4インチの材料12の薄片をプレースメント成形するために、圧密化ローラ66は、0.750インチの直径を有し、0.375インチの幅を有してもよい。
【0026】
様々な形態において、第1のガイド部材114は、圧密化ローラ66に最も近く、第1の位置と第2の位置との間を移動可能である。第1の位置において、図15−16に示すように、第1のガイド部材114の第1端116は、第2のガイド部材120に最も近くに位置する。第2の位置において、図17−18に示すように、第1のガイド部材114の第1端116は、第3のガイド部材124に最も近くに位置する。一実施形態においては、第1のガイド部材114は、回動軸158を中心に回動可能であってもよく、これにより、第1のガイド部材114は、第1の位置および第2の位置に向かって回動してもよい。第1の位置から第2の位置まで第1のガイド部材114を動かすためには、いかなる手段を用いてもよい。
【0027】
図11−12に示すように、第2のガイド部材120は、圧密化ローラ66の外周面112の第1部分に概略続く第1のガイド表面122を有し、第3のガイド部材124は、圧密化ローラ66の外周面112の第2部分に概略続く第2のガイド表面126を有する。外周面112の第1部分は、外周面112の第2部分の概略反対側にある。第2および第3のガイド部材120、124は、圧密化ローラ66の周りに、材料12を導くために湾曲な形状をしていてもよい。特に、第2および第3のガイド部材120、124のすくなくとも一部分は、圧密化ローラ66の周面の一部分に一致するように湾曲していてもよい。
【0028】
様々な形態において、図17に示すように、第1の供給ローラ128は、互いの間に介挿された材料12と共に、第2の供給ローラ130に対して偏移している。第1および第2の供給ローラ128、130の少なくとも1つが、回転するために作動した際には、材料12は、第1のガイド部材114に共に供給されてもよい。さらに、第1および第2の供給ローラ128、130の少なくとも1つが、第1および第2の供給ローラ128、130のもう一方に向かって動き、かつ、離れるように作動させてもよい。第4のガイド部材132は、第1および第2の供給ローラ128、130に材料12を導くために、静止し、第1および第2の供給ローラの最も近くに位置してもよい。
【0029】
図13−14に示すように、ローラアセンブリ50は、材料12を切断するために、切断機構134も有してもよい。切断機構134は、材料を切断するために、従来公知のいかなる切断機構を用いてもよい。一実施形態においては、切断機構134は、第1の切断部材154および第2の切断部材156を有する。オープンポジションにおいては、第1の切断部材154は、図13に示すように、第2の切断部材156から離間するように動かされる。切断機構134は、材料12を、自身を通過させるために、概略オープンポジションに位置してもよい。図14に示すように、切断機構134は、材料12を切断する必要があるときには、図11に示す切断作動装置142のような従来公知のあらゆる手段によって、接近させることができる。
【0030】
様々な形態において、切断機構134、第1の供給ローラ128、および第2の供給ローラ130は、第1のガイド部材114および第4のガイド部材132との間に位置する。さらに、切断機構134は、材料12が切断された際に、材料12の一部分が第1の供給ローラ128と第2の供給ローラ130との間に残るように、第1のガイド部材114と第1および第2の供給ローラ128、130との間に位置してもよい。
【0031】
図11−12に示すように、外側ケース136は、第1のガイド部材113、切断機構134、第1の供給ローラ128、第2の供給ローラ130、および第4のガイド部材132を内封する。外側ケース136は、第2のガイド部材120、第3のガイド部材124、および圧密化ローラ66の一部も内封してもよい。さらに、周りで圧密化ローラ66を回転させるための回転軸152は、外側ケース136に固定されていてもよい。
【0032】
案内作動装置138、供給作動装置140、および切断作動装置142は、図11に示すように、外側ケース136に載置されていてもよい。ローラアセンブリ48、50のような各ローラアセンブリ、案内、供給、および切断作動装置138、140、142は、図8−9に示すうように、2つのローラアセンブリ48、50の一方から離れて面する外周面上の各ローラアセンブリ48、50の外側ケースに載置されている。案内作動装置138は、第1の位置および第2の位置の間で、第1のガイド部材114を動かしてもよい。供給作動装置140は、第1および第2の供給ローラ128、130の少なくとも1つを回転させ、第1および第2の供給ローラ128、130の一方を、第1および第2の供給ローラ128、130の他方に向かって、または、離れるように動かしてもよい。切断作動装置142は、切断機構134を閉じたり、開いたりしてもよい。
【0033】
プレースメント成形ヘッド20の制御システムは、電気シグナルを受信および送信するために、従来公知のシステムを用いればよい。制御システムは、作動装置40−46、138−142、およびローラアセンブリ48−62と通信するようにプログラム可能である。制御システムは、他の作動アセンブリとは独立して、アセンブリを作動させ、これにより、3直線的および3回転的までの6自由度まで、各ローラアセンブリを独立して動かしてもよい。例えば、各ローラアセンブリは、各X軸、Y軸、およびZ軸に沿った両方向に直線的に、さらに、X軸、Y軸、および/またはZ軸の周りを回転的に動いてもよい。制御システムは、材料12またはローラアセンブリ内のエラーのために、個別に各ローラアセンブリをモニターする。
【0034】
例示する形態においては、制御システムは、他の作動装置アセンブリ42−46とは独立して、図10に示すように、第1軸の周りを第1の1組のローラアセンブリ48、50が回動するように、作動装置のアセンブリ40の回動作動装置82に指示を与えてもよい。回動作動装置82は、第1の1組のローラアセンブリ48、50を、第1軸を中心に前後に約60度回動させてもよい。制御システムは、図8−9に示すように、第2軸の周りを回転するために、回転作動装置86に指示を与え、これにより、プレースメント成形ヘッド20の他の組みのローラアセンブリとは異なる方向に、第1の1組のローラアセンブリ48、50を回転させてもよい。第1軸は、第2軸に対して略垂直である。
【0035】
様々な形態において、制御システムは、ローラアセンブリ48−62の少なくとも1つに、プレースメント成形ヘッド20の他のローラアセンブリ48−62とは独立して、他のローラアセンブリの少なくとも1つよりも支持台22から近くまたは遠くにスライドするように指示を与えてもよい。例えば、第1の1組のローラアセンブリ48、50の第2のロッド92は、支持台22から離れるようにローラアセンブリ50をスライドさせるために、制御システムによって指示されてもよく、これにより、図6−7に示すように、ローラアセンブリ48より支持台22から遠くに離れるようにローラアセンブリ50が展開する。次いで、制御システムは、支持台22に近い位置に戻るように、ローラアセンブリ50をスライドさせるために、第2のロッド92に指示を与えてもよい。さらに、制御システムは、略同時に、支持台22から近くまたは遠くにスライドさせるために、第1の1組のローラアセンブリ48、50の両方のローラに指示を与えてもよい。
【0036】
ローラアセンブリ48−62の独立制御および動作は、動作のマルチ方向の個別自由度が、ローラアセンブリに、表面14のタイトな円弧や複雑な形状をより良くさせるので、従来公知の材料当接方法よりもより効率的および効果的に、表面14上に材料12を均一に圧密化させる。
【0037】
ローラアセンブリ48−62の独立した制御や動作の方法は、プレースメント成形ヘッド20の複数のローラアセンブリから複数の材料12の一部分を供給するステップ;材料12の一部分が表面14上の隣接パスに当接されるように、複数のローラアッセンブリと共に、表面14に複数の材料12の一部分を略同時に当接するステップ;および、図2−3に示すように、各ローラアセンブリが、表面14に材料を分配し、かつ圧密化するために、他のローラアセンブリと独立して、6自由度において動くステップで成る。
【0038】
例えば、図6−7に示すように、本発明の方法は、表面14に材料12を当接するために、少なくとも1つの圧密化ローラを、他の圧密化ローラと独立して、プレースメント成形ヘッド20の支持台22の近くの位置とプレースメント成形ヘッド20の支持台22から離れた位置との間で動かすステップを有してもよい。図8−10に示すように、本発明の方法は、さらに、第2軸が第1軸に対して略垂直であり、第1軸の周りを少なくとも1つのローラアセンブリ50が回動するステップと、第2軸の周りを同じローラアセンブリ50が回転するステップとを有してもよい。
【0039】
本発明の方法は、さらに、ローラアセンブリ48−62の少なくとも1つを、支持台22に対して、他のローラアセンブリとは異なる角度で傾けるステップを有してもよい。本発明の方法は、さらに、ローラアセンブリの少なくとも1つを、表面14に対して−90°傾けるステップを有してもよい。加えて、本発明の方法は、隣接しているローラアセンブリ48−62またはローラアッセンブリのペアが互い違いに配置されるステップ、および、表面14の隣接パスに沿ってローラアセンブリ48−62を略同時に動かすステップで成ってもよい。
【0040】
本発明の他の方法は、ローラアセンブリ48−62またはプレースメント成形ヘッドを180度回転させること無しに、表面14の両方向に、材料12を分配し、かつ圧密化させる。この方法は、図15−18に示すように、第1の位置にローラアセンブリ40の第1のガイド部材114を動かすステップと、材料12が圧密化ローラ66の第1側面の最も近くの第2のガイド部材120と係合するように、第1のガイド部材114から材料12を供給するステップと、圧密化ローラ66が材料12を表面14に対して押圧するように、表面14に対して圧密化ローラ66を付勢するステップと、圧密化ローラおよび表面14の一方を、圧密化ローラ66および表面14の他方に対する第1の方向に動かし、これによって、図15に示すように、第1の方向に沿って、表面14上に材料12を分配し、かつ圧密化するステップとで成る。
【0041】
本発明の方法は、さらに、材料12が、圧密化ローラ66の第2側面の最も近くの第3のガイド部材120と係合するように、第1のガイド部材114から材料12を供給するステップと、圧密化ローラ66が材料12を表面14に対して押圧するように、表面14に対して圧密化ローラ66を付勢するステップと、圧密化ローラおよび表面14の一方を、圧密化ローラ66および表面14の他方に対する第2の方向に動かし、これによって、図18に示すように、第2の方向に沿って、表面14上に材料12を分配し、かつ圧密化するステップとで成る。
【0042】
本発明の方法は、さらに、互いの間に介挿された材料12と共に、互いに対して、第1の供給ローラ128および第2の供給ローラ130を編移するステップと、第1の供給ローラ128および第2の供給ローラ130の少なくとも1つを回転させて、これにより、第4のガイド部材132、開口している切断機構134、第1のガイド部材114、および第2のガイド部材120から、共同で、材料12を供給するステップとで成ってもよい。材料12が、圧密化ローラ66および表面14と係合する際には、第1の供給ローラ128および第2の供給ローラ130の一方を、第1の供給ローラ128および第2の供給ローラ130のもう一方から離れて動かすことによって、第1の供給ローラ128および第2の供給ローラ130は材料12を離してもよい。そして、材料12は、前記第1方向において、表面14に分配し、かつ圧密化されてもよい。
【0043】
図16に示すように、本発明の方法は、材料12が、第1の方向おいて、表面14のあらかじめ決められた部分に圧密化された際に、切断機構134で、材料12を切断するステップで成ってもよい。材料12を切断した後、第1の供給ローラ128および第2の供給ローラ130の少なくとも1つは、第1の供給ローラ128および第2の供給ローラ130のもう一方に向かって動かされ、図16に示すように、互いの間に介挿された材料12と共に、第1供給ローラ128が第2供給ローラ30に対して偏移している。図17に示すように、本発明の方法は、第1の供給ローラ128および第2の供給ローラ130の少なくとも1つを回転させるステップと、第1の供給ローラ128および第2の供給ローラ130の両方を、開口している切断機構134、第1のガイド部材114、そして、第3のガイド部材124に材料12を供給するために、互いに向かって回転させるステップとを含んでもよい。材料12は、一旦、圧密化ローラ66および表面14の両方に固定され、第1の供給ローラ128および第2の供給ローラ130の少なくとも一方が、第1の供給ローラ128および第2の供給ローラ130のもう一方から離間し、これにより、材料12の係合が解かれてもよい。材料12は、図18に示すように、第2の方向において、表面14上に分配し、かつ圧密化される。
【0044】
本発明は、添付の図面に描かれる実施形態を参照して説明したが、クレームに記載されている本発明の範囲から逸脱したものでなければ、これを鑑みて、同様のものやその他のものを用いることができる。例えば、様々な形態においては、上述した本発明のローラアセンブリ48−62は、様々な表面に材料をプレースメント成形するために適したいかなるローラを用いることもできる。さらに、各プレースメント成形ヘッド20のローラアセンブリ、圧密化ローラ、および、作動装置のアセンブリは、図6−21に示すように構成され作動すればよい。
従って、上述した本発明の実施形態を有し、特許証によって保護される上述および新たな特許請求の範囲は、以下である。
【特許請求の範囲】
【請求項1】
外周面を具備する第1のローラと、
第1端と第2端とを有し、第1の位置と第2の位置との間を移動可能な第1のガイド部材と、
前記第1のローラの外周面の第1部分に概略続く第1のガイド表面が存在する第2のガイド部材と、
前記第1のローラの外周面の第2部分に概略続く第2のガイド表面が存在する第3のガイド部材と、を有し、
前記第1のガイド部材の第1端は、前記第1のガイド部材が前記第1の位置にあるとき、前記第2のガイド部材の最も近くにあり、前記第1のガイド部材が前記第2の位置にあるとき、前記第1のガイド部材の最も近くにあることを特徴とするローラアセンブリ。
【請求項2】
さらに、前記第1のガイド部材の最も近くにある切断機構を有する請求項1に記載のローラアセンブリ。
【請求項3】
さらに、第2のローラと、
前記第2のローラに対して偏移させられる第3のローラと、
前記第2および第3のローラの少なくとも1つを回転させる第1の作動装置と、を有する請求項1に記載のローラアセンブリ。
【請求項4】
前記第2および第3のローラの少なくとも一方は、前記第1の作動装置によって、前記第2および第3のローラの他方から離れるように移動可能である請求項3に記載のローラアセンブリ。
【請求項5】
前記第1のローラの外周面は、前記第1のローラの回転軸から最も離れた前記外周面の一部分が第1端と第2端との略中間となるように、前記第1端および第2端の間に実質的に被せられている請求項1に記載のローラアセンブリ。
【請求項6】
前記第1のローラは、実質的に可鍛性の材料製である請求項1に記載のローラアセンブリ。
【請求項7】
さらに、前記第2のローラおよび前記第3のローラに隣接する切断機構を有する請求項3に記載のローラアセンブリ。
【請求項8】
前記切断機構、前記第2のローラ、および前記第3のローラは、前記第1のガイド部材と前記第2のガイド部材との間に介挿される請求項7に記載のローラアセンブリ。
【請求項9】
前記第1のローラは、約0.01インチから約15インチまでの範囲の幅を有し、約0.1インチから約15インチまでの範囲の直径を有する請求項1に記載のローラアセンブリ。
【請求項10】
前記第1のローラは、約0.125インチから約3インチまでの範囲の幅を有し、約0.50インチから約3インチまでの直径を有する請求項1に記載のローラアセンブリ。
【請求項11】
前記第2および第3のガイド部材の各々の少なくとも一部分は、前記第1のローラの周面の一部分に概略一致するように湾曲している請求項1に記載のローラアセンブリ。
【請求項12】
前記第1のガイド部材は、前記第1の位置および前記第2の位置に対する回動軸を中心に回動可能である請求項1に記載のローラアセンブリ。
【請求項13】
前記外周面の第1部分は、前記外周面の第2部分の概略反端側に位置する請求項1に記載のローラアセンブリ。
【請求項14】
第1のローラと、
第1のガイド部材と、
前記第1のローラの第1側面の一部分に沿って材料を導くように動作可能である第2ガイド部材と、
前記第1のローラの第2側面の一部分に沿って材料を導くように動作可能である第3のガイド部材と、を有し、
前記第1のガイド部材が第1の位置にあるとき、前記第1のガイド部材は、前記第2ガイド部材中に材料を導き、前記第1ガイド部材が第2の位置にあるとき、前記第1ガイド部材は、前記第3のガイド部材中に材料を導くことを特徴とするローラアセンブリ。
【請求項15】
表面に材料を分配し、かつ圧密化する方法であって、
第1の位置に第1のガイド部材を動かすステップと、
前記材料が第1のローラの第1側面の最も近くの第2のガイド部材と係合するように、前記第1のガイド部材に前記材料を供給するステップと、
前記第1のローラが前記材料を前記表面に対して押圧するように、前記第1のローラを前記表面に向かって付勢するステップと、
前記第1のローラおよび前記表面の一方を、前記第1のローラおよび前記表面の他方に対する第1の方向に動かし、これにより、前記第1の方向に沿って前記表面に材料を当接するステップと、
第2の位置に前記第1のガイド部材を動かすステップと、
前記材料が第1のローラの第2側面の最も近くの第3のガイド部材と係合するように、前記第1のガイド部材に前記材料を供給するステップと、
前記第1のローラが前記材料を前記表面に対して押圧するように、前記第1のローラを前記表面に向かって付勢するステップと、
前記第1のローラおよび前記表面の一方を、前記第1のローラおよび前記表面の他方に対する第2の方向に動かし、これにより、前記第2の方向に沿って前記表面に材料を分配し、かつ圧密化するステップと、を有することを特徴とする表面に材料を分配し、かつ圧密化する方法。
【請求項16】
さらに、互いの間に介挿された前記材料と共に、互いに対して偏移された第2のローラおよび第3のローラを用いて、前記第1のガイド部材に向かって前記材料を供給し、かつ前記第2のローラおよび前記第3のローラのうちの少なくとも1つを回転させるステップを有する請求項15に記載の方法。
【請求項17】
前記第2のローラおよび前記第3のローラの少なくとも1つが、第1の作動装置によって回転され、かつ偏移される請求項16に記載の方法。
【請求項18】
さらに、前記第2のローラおよび前記第3のローラの少なくとも一方を、前記第2のローラおよび前記第3のローラの他方から離れるように動かし、それによって、それらの間に介挿されている前記材料を分配するステップを有する請求項16に記載の方法。
【請求項19】
前記第2および第3のガイド部材の各々の少なくとも一部分は、前記第1のローラの周面の一部分に概略一致するように湾曲している請求項15に記載の方法。
【請求項20】
前記第1のガイド部材は、前記第1の位置および前記第2の位置に対する回動軸を中心に回動可能である請求項15に記載の方法。
【請求項21】
さらに、前記第2の位置に前記第1のガイド部材を動かす前に、前記材料を切断するステップを有する請求項15に記載の方法。
【請求項22】
第1のローラと、
第1の位置および第2の位置の間で回動可能である第1のガイド部材と、
切断機構と、
前記第1のローラの第1側面の一部分に沿って材料を導くように動作可能である第2のガイド部材と、
前記第2のガイド部材から前記第1のローラの概略反対側に位置し、前記第1のローラの第2側面の一部分に沿って材料を導くように動作可能である第3のガイド部材と、
第4のガイド部材と、
第2のローラと、
第3のローラと、を有し、
前記第2のローラおよび前記第3のローラは、互いの間に介挿された前記材料と共に、互いに対して偏移され、第2の作動装置は、前記第2のローラおよび前記第3のローラが互いに対して偏移されている間に、前記第2のローラおよび前記第3のローラの少なくとも1つを回転させ、これにより、前記第1のローラに前記材料を供給し、
第1の作動装置は、前記第2のローラおよび前記第3のローラの間に介挿された前記材料を分離するために、前記第2のローラおよび前記第3のローラの一方を、前記第2のローラおよび前記第3のローラの他方から離れるように動かし、
前記第1のガイド部材が前記第1の位置にあるとき、前記第1のガイド部材は、前記第2ガイド部材に前記材料を導き、前記第1のガイド部材が前記第2の位置にあるとき、前記第1のガイド部材は、前記第3のガイド部材に前記材料を導くことを特徴とするローラアセンブリ。
【請求項1】
外周面を具備する第1のローラと、
第1端と第2端とを有し、第1の位置と第2の位置との間を移動可能な第1のガイド部材と、
前記第1のローラの外周面の第1部分に概略続く第1のガイド表面が存在する第2のガイド部材と、
前記第1のローラの外周面の第2部分に概略続く第2のガイド表面が存在する第3のガイド部材と、を有し、
前記第1のガイド部材の第1端は、前記第1のガイド部材が前記第1の位置にあるとき、前記第2のガイド部材の最も近くにあり、前記第1のガイド部材が前記第2の位置にあるとき、前記第1のガイド部材の最も近くにあることを特徴とするローラアセンブリ。
【請求項2】
さらに、前記第1のガイド部材の最も近くにある切断機構を有する請求項1に記載のローラアセンブリ。
【請求項3】
さらに、第2のローラと、
前記第2のローラに対して偏移させられる第3のローラと、
前記第2および第3のローラの少なくとも1つを回転させる第1の作動装置と、を有する請求項1に記載のローラアセンブリ。
【請求項4】
前記第2および第3のローラの少なくとも一方は、前記第1の作動装置によって、前記第2および第3のローラの他方から離れるように移動可能である請求項3に記載のローラアセンブリ。
【請求項5】
前記第1のローラの外周面は、前記第1のローラの回転軸から最も離れた前記外周面の一部分が第1端と第2端との略中間となるように、前記第1端および第2端の間に実質的に被せられている請求項1に記載のローラアセンブリ。
【請求項6】
前記第1のローラは、実質的に可鍛性の材料製である請求項1に記載のローラアセンブリ。
【請求項7】
さらに、前記第2のローラおよび前記第3のローラに隣接する切断機構を有する請求項3に記載のローラアセンブリ。
【請求項8】
前記切断機構、前記第2のローラ、および前記第3のローラは、前記第1のガイド部材と前記第2のガイド部材との間に介挿される請求項7に記載のローラアセンブリ。
【請求項9】
前記第1のローラは、約0.01インチから約15インチまでの範囲の幅を有し、約0.1インチから約15インチまでの範囲の直径を有する請求項1に記載のローラアセンブリ。
【請求項10】
前記第1のローラは、約0.125インチから約3インチまでの範囲の幅を有し、約0.50インチから約3インチまでの直径を有する請求項1に記載のローラアセンブリ。
【請求項11】
前記第2および第3のガイド部材の各々の少なくとも一部分は、前記第1のローラの周面の一部分に概略一致するように湾曲している請求項1に記載のローラアセンブリ。
【請求項12】
前記第1のガイド部材は、前記第1の位置および前記第2の位置に対する回動軸を中心に回動可能である請求項1に記載のローラアセンブリ。
【請求項13】
前記外周面の第1部分は、前記外周面の第2部分の概略反端側に位置する請求項1に記載のローラアセンブリ。
【請求項14】
第1のローラと、
第1のガイド部材と、
前記第1のローラの第1側面の一部分に沿って材料を導くように動作可能である第2ガイド部材と、
前記第1のローラの第2側面の一部分に沿って材料を導くように動作可能である第3のガイド部材と、を有し、
前記第1のガイド部材が第1の位置にあるとき、前記第1のガイド部材は、前記第2ガイド部材中に材料を導き、前記第1ガイド部材が第2の位置にあるとき、前記第1ガイド部材は、前記第3のガイド部材中に材料を導くことを特徴とするローラアセンブリ。
【請求項15】
表面に材料を分配し、かつ圧密化する方法であって、
第1の位置に第1のガイド部材を動かすステップと、
前記材料が第1のローラの第1側面の最も近くの第2のガイド部材と係合するように、前記第1のガイド部材に前記材料を供給するステップと、
前記第1のローラが前記材料を前記表面に対して押圧するように、前記第1のローラを前記表面に向かって付勢するステップと、
前記第1のローラおよび前記表面の一方を、前記第1のローラおよび前記表面の他方に対する第1の方向に動かし、これにより、前記第1の方向に沿って前記表面に材料を当接するステップと、
第2の位置に前記第1のガイド部材を動かすステップと、
前記材料が第1のローラの第2側面の最も近くの第3のガイド部材と係合するように、前記第1のガイド部材に前記材料を供給するステップと、
前記第1のローラが前記材料を前記表面に対して押圧するように、前記第1のローラを前記表面に向かって付勢するステップと、
前記第1のローラおよび前記表面の一方を、前記第1のローラおよび前記表面の他方に対する第2の方向に動かし、これにより、前記第2の方向に沿って前記表面に材料を分配し、かつ圧密化するステップと、を有することを特徴とする表面に材料を分配し、かつ圧密化する方法。
【請求項16】
さらに、互いの間に介挿された前記材料と共に、互いに対して偏移された第2のローラおよび第3のローラを用いて、前記第1のガイド部材に向かって前記材料を供給し、かつ前記第2のローラおよび前記第3のローラのうちの少なくとも1つを回転させるステップを有する請求項15に記載の方法。
【請求項17】
前記第2のローラおよび前記第3のローラの少なくとも1つが、第1の作動装置によって回転され、かつ偏移される請求項16に記載の方法。
【請求項18】
さらに、前記第2のローラおよび前記第3のローラの少なくとも一方を、前記第2のローラおよび前記第3のローラの他方から離れるように動かし、それによって、それらの間に介挿されている前記材料を分配するステップを有する請求項16に記載の方法。
【請求項19】
前記第2および第3のガイド部材の各々の少なくとも一部分は、前記第1のローラの周面の一部分に概略一致するように湾曲している請求項15に記載の方法。
【請求項20】
前記第1のガイド部材は、前記第1の位置および前記第2の位置に対する回動軸を中心に回動可能である請求項15に記載の方法。
【請求項21】
さらに、前記第2の位置に前記第1のガイド部材を動かす前に、前記材料を切断するステップを有する請求項15に記載の方法。
【請求項22】
第1のローラと、
第1の位置および第2の位置の間で回動可能である第1のガイド部材と、
切断機構と、
前記第1のローラの第1側面の一部分に沿って材料を導くように動作可能である第2のガイド部材と、
前記第2のガイド部材から前記第1のローラの概略反対側に位置し、前記第1のローラの第2側面の一部分に沿って材料を導くように動作可能である第3のガイド部材と、
第4のガイド部材と、
第2のローラと、
第3のローラと、を有し、
前記第2のローラおよび前記第3のローラは、互いの間に介挿された前記材料と共に、互いに対して偏移され、第2の作動装置は、前記第2のローラおよび前記第3のローラが互いに対して偏移されている間に、前記第2のローラおよび前記第3のローラの少なくとも1つを回転させ、これにより、前記第1のローラに前記材料を供給し、
第1の作動装置は、前記第2のローラおよび前記第3のローラの間に介挿された前記材料を分離するために、前記第2のローラおよび前記第3のローラの一方を、前記第2のローラおよび前記第3のローラの他方から離れるように動かし、
前記第1のガイド部材が前記第1の位置にあるとき、前記第1のガイド部材は、前記第2ガイド部材に前記材料を導き、前記第1のガイド部材が前記第2の位置にあるとき、前記第1のガイド部材は、前記第3のガイド部材に前記材料を導くことを特徴とするローラアセンブリ。
【図1】

【図2】
【図3】

【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】

【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】

【図21】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公表番号】特表2011−508708(P2011−508708A)
【公表日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願番号】特願2010−536037(P2010−536037)
【出願日】平成20年10月30日(2008.10.30)
【国際出願番号】PCT/US2008/081675
【国際公開番号】WO2009/073296
【国際公開日】平成21年6月11日(2009.6.11)
【出願人】(510150145)スピリット アエロシステムズ,アイエヌシー. (3)
【Fターム(参考)】
【公表日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願日】平成20年10月30日(2008.10.30)
【国際出願番号】PCT/US2008/081675
【国際公開番号】WO2009/073296
【国際公開日】平成21年6月11日(2009.6.11)
【出願人】(510150145)スピリット アエロシステムズ,アイエヌシー. (3)
【Fターム(参考)】
[ Back to top ]