
Fターム[4F205HK25]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形操作、装置 (1,357) | 成形装置 (334) | 構成要素 (301) | 加圧装置 (75) | ローラ、ベルトによる加圧 (43)
Fターム[4F205HK25]に分類される特許
1 - 20 / 43
複合材料の製造装置および製造方法
【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
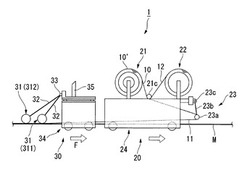
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は幅方向におけるプリプレグ11の中央部を両端部よりも先に型Mに押し付けるように配置された円柱状の押さえ手段31,31を2つ以上備える複合材料の製造装置1。
(もっと読む)
複合材料の製造装置および製造方法

【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構30の移動方向Fに湾曲した押さえ手段31を備える複合材料の製造装置1。
(もっと読む)
繊維強化樹脂シートの製造装置及びその製造方法
【課題】マトリクス樹脂を強化繊維基材に良好に含浸することができる繊維強化樹脂シートの製造方法及びその製造装置を提供する。
【解決手段】一対の押圧部材の間に、強化繊維が一方向に引き揃えられた強化繊維基材Fと、流動可能な状態のマトリクス樹脂Pとを供給し、一対の押圧部材11、12で、強化繊維基材Fとマトリクス樹脂Pとを押圧することにより、強化繊維基材Fにマトリクス樹脂Mを含浸させる繊維強化樹脂シートの製造方法である。一対の押圧部材11、12のうち少なくとも一方の押圧部材11として、表面に複数の突起11aが形成された押圧部材を用い、一対の押圧部材11、12の間において、強化繊維基材Fを押圧することにより、複数の突起11aで強化繊維をほぐしながら、マトリクス樹脂Pを強化繊維基材Fに含浸させる。
(もっと読む)
高圧タンクの製造装置および高圧タンクの製造方法
【課題】ライナへの繊維の巻き付けの際に、できるだけ繊維の損傷等を抑制しつつ、繊維の段差を低減することができる高圧タンクの製造装置を提供する。
【解決手段】ライナ22とライナ22の外面に繊維を巻き付けて構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、ライナ22の外面への繊維の巻き付けの際のライナ22の回転とは逆方向へ同期させた回転で回転可能であり、ライナ22の外面に巻き付けた繊維を加圧する加圧ローラ14を備える高圧タンクの製造装置である。
(もっと読む)
コード入り帯状ゴム部材の製造方法および装置
【課題】補強コード12間における一側帯状ゴム20と他側帯状ゴムとの接着力を効果的に向上させる。
【解決手段】隣接する周方向溝24間のプレスロール23外周にそれぞれ副周方向溝25を形成したので、周方向溝24から突出した補強コード12の残部12bを一側帯状ゴム20に押し込む際、一側帯状ゴム20の一部は流動して副周方向溝25に侵入する。この結果、一側帯状ゴム20が隣接する補強コード12間に深く侵入するようになり、これにより、その後、隣接する補強コード12間に侵入してくる他側帯状ゴムとの圧着界面における接着力が効果的に向上する。
(もっと読む)
ゴム−スチールコード複合体の製造方法
【課題】扁平コードをインシュレーション方式でゴム被覆する際における、コード断面の配列方向のバラツキを防止して、コード断面が同一方向に揃ったゴム−スチールコード複合体を得ることができるゴム−スチールコード複合体の製造方法を提供する。
【解決手段】略楕円形状の断面を有する扁平スチールコード1の複数本を引き揃えて、インシュレーション装置11でゴム被覆することによりゴム−スチールコード複合体10を製造する方法である。インシュレーション装置11の入口側に回転自在なロール12を配置して、扁平スチールコード1をロール12を介してインシュレーション装置11内に誘導する。
(もっと読む)
強化繊維基材積層装置およびこの積層方法
【課題】シート状の強化繊維基材を湾曲や屈曲した形状の型上に積層する際に生じるしわの防止と、労働負荷の軽減と、作業の効率化とが可能な強化繊維基材積層装置およびこの積層方法を提供することを目的とする。
【解決手段】型15上に積層させる強化繊維基材シート14を繰り出すシート繰り出し手段と、型15上に強化繊維基材シート14を圧接させる圧接手段3と、を有する強化繊維基材積層装置1において、圧接手段3は、強化繊維基材シート14よりも狭い幅を有し、シート繰り出し手段は、圧接手段3との間を負荷しながら強化繊維基材シート14を供給することを特徴とする。
(もっと読む)
プリプレグ巻回方法及び装置
【課題】プリプレグをしわや層間の隙間無く多重円筒状に効率的に巻回できるプリプレグ巻回方法及び装置を提供する。
【解決手段】定盤10と、この定盤10に対して接離移動可能なマンドレル20と、マンドレル20に対して接離移動可能で平行な軸線を有する押圧ロール30とを準備するステップ;定盤10上に、熱硬化性樹脂シート中に強化繊維を含浸させてなるプリプレグPを載置するステップ;プリプレグPの先端をマンドレル20に巻き付け、該マンドレル20と定盤10及び押圧ロール30との間に該プリプレグを挟んだ状態で、該定盤10とマンドレル20及びマンドレル20と押圧ロール30との間に押圧力を作用させるステップ;及びマンドレル20の軸線と交差せずに直交する方向の相対移動力を与えることにより、該マンドレル20及び押圧ロール30を回転させて該マンドレル20にプリプレグPを巻回するステップ;を有する巻回方法。
(もっと読む)
ゴム−スチールフィラメント複合体の製造方法および装置
【課題】スチールフィラメント片15が均一に分布し、かつ、その配向方向がランダムであるゴム−スチールフィラメント複合体12を容易かつ安価に製造する。
【解決手段】下側ゴムシート13上に多数本のスチールフィラメント片15を予め散布してスチールフィラメント片層16を成形するようにしたので、散布後のスチールフィラメント片15は倒伏した状態で平坦な下側ゴムシート13により下方から支持され、この結果、スチールフィラメント片15の配向方向(延在方向)を容易にランダムとすることができるとともに、その分布を容易に均一とすることができる。
(もっと読む)
炭素繊維強化樹脂材及びその製造方法
【課題】簡便な設備により小ロットの製品をスピーディに低コストで製作できる炭素繊維強化樹脂材の製造方法する。
【解決手段】モールド15に合せて切断した布状の炭素繊維片13をゲルコート材を塗布されたモールド面に積層させる繊維配置工程と、積層された炭素繊維片に接合樹脂11を充?するかもしくは接合樹脂によりモールド面に貼り付けて賦形する樹脂賦形工程と、モールド面上に配置された炭素繊維片と接合樹脂からなる複合樹脂層23の表面に加熱空気を吹き付けて樹脂軟化温度に部分加熱された樹脂面を加圧してその内部気泡を押し出す気泡除去工程と、全体が室温に冷却された複合樹脂層を樹脂養生温度まで再加熱して所定時間保持させる加熱養生工程と、を有する炭素繊維強化樹脂材の製造方法。
(もっと読む)
ドライ繊維プリフォームの自動生産のための方法及び装置
本発明は、樹脂浸透法による負荷担持複合部材製造用として意図される長尺織布プリフォームを製造するための装置及び方法に関する。
より具体的には、本発明の主題である装置及び方法は、例えば、航空機機体フレーム又はフレームセグメントの実現のために意図される事実上円形のプリフォーム製造用として設計される。
本発明は、同一平面には無い少なくとも二つのウィングを含む形状を有するプリフォームを製造するために、長尺形状の長さ全体に亘って、少量の結合剤を含む繊維性バンドをゆっくりと連続的に積層するための方法を提供する。
(もっと読む)
温度調整システムを備える可撓性の圧縮ローラを含む繊維塗布装置
本発明は、複合材料からなる部材を製造するための繊維塗布装置であって、樹脂が予備含浸された少なくとも1つの扁平繊維からなるバンドを塗布面に塗布するための圧縮ローラ(2)と、バンドに向かって熱放射を出力可能な加熱システムとを備えた繊維塗布装置に関する。圧縮ローラは、複数の放射状の孔(41)を設けられた剛性の中心チューブ(3)と、当該中心チューブに取り付けられており、複数の放射状の孔と円筒の外面(33)とを流体連通させることが可能な流体連通手段(32、34、35)を備えた弾性変形可能な可撓性材料からなる円筒(3)とを備えている。上記の装置は、中心チューブの内部通路(42)に温度調整流体を封入可能な温度調整手段を備えている。 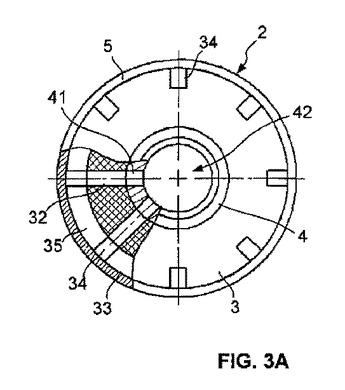 (もっと読む)
(もっと読む)
ゴムシートの製造装置及び製造方法
【課題】均一な間隔を持った無撚り束コード入りゴムシートを製造すること。
【解決手段】コード供給装置から供給されるコードCにゴムG、G2をトッピングしてコード入りゴムシートSを製造する装置であって、供給される前記コードを水平に並べて複数本毎に束ねた無撚り束状コードを形成すると共に、形成された束状コード間の間隔が一定になるように位置規制して案内するガイド溝20Aを有するガイドローラ20と、ガイド部材から給送される束状コードにゴムG1、G2をトッピングする圧延ローラ30B、31Bと、を有する。
(もっと読む)
繊維強化熱可塑性材料に加圧する加圧装置、繊維配設装置、および繊維強化熱可塑性材料の配設方法
鋳型に対して繊維強化熱可塑性材料を加圧する加圧装置が記載されている。加圧装置(1)は、メインボディ(7)とメインボディの表面に設けられた加圧層(9)とを備えている。この場合において加圧層(9)は、有機材料、好ましくは、セラミック材料を用いて具現化され、鋳型の輪郭に適合するような構造をしているために、柔軟性を備えている。加圧装置の耐熱性が高まり、処理後の繊維強化熱可塑性材料の特性が改善される。 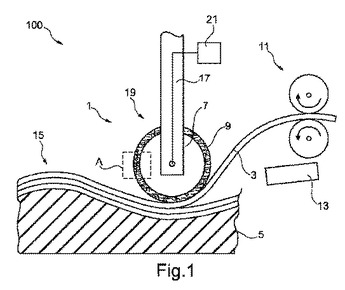 (もっと読む)
(もっと読む)
傾斜したスティフナー、傾斜したスティフナーを形成するための装置及び方法
丸みを帯びた肩部を有するC字形断面部品を形成するための金型(30)が、丸みを帯びた凸状部分各々によって反対向きの平面状端面に接続される円筒外面を有する円筒体(36)を有する内型(32)と、丸みを帯びた凹状部分(48、50)各々によって対向する端フランジ(46)に接続される円筒中心部分(44)を有する外型(34)とを具備し、ここで、内型の一部分が、形成されるべきC字形断面部品の所望の断面に対応する空洞部を画定するために外型の端フランジ(46)間に配置され且つ端フランジから離間されるように構成され、丸みを帯びた凸状部分及び丸みを帯びた凹状部分が、内型及び外型各々の外周回りで変化する曲率半径を有し、丸みを帯びた凸状部分及び丸みを帯びた凹状部分の、内型及び外型が互いに近接している箇所の曲率半径が、内型及び外型が回転されるとき、変化するように内型及び外型が回転可能である。 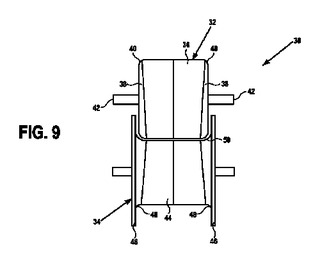 (もっと読む)
(もっと読む)
複合材でつくられるノズルまたは末広ノズル要素の製造方法
製造すべきノズルまたは末広ノズル要素の表面に求められる幾何構造を複製する表面を有する型(40)に繊維テクスチャの複数のパネルを合わせることによって、および相互接触する縁部で複数のパネルを連結することによって繊維プリフォーム(50)を得て、樹脂を含む固化成形組成物で含浸された繊維プリフォームに行われる形成操作によって固化成形された繊維強化材を形成するにあたり、型(40)と含浸された繊維プリフォームに当てたシェル(52、54)との間で形成操作を行い、少なくとも35%の繊維体積分率を有し、少なくとも軸方向寸法のほとんどにわたって多くとも5mmの厚さを有する固化成形された繊維強化材を得る。樹脂を熱分解させた後に気相中での化学浸透によって固化成形された繊維強化材の緻密化を継続して、緻密化の後に、製造すべきノズルまたは末広ノズル要素の形状および壁厚を実際に有する部品を得るようにする。 (もっと読む)
傾斜したスティフナー、傾斜したスティフナーを形成するための装置及び方法
スティフナー(24)が細長いウェブ(30)要素と少なくとも一つの細長い脚(28)要素とを有し、ウェブ要素及び脚要素は、湾曲したエルボ部によって接続され、ここで、湾曲したエルボ部の半径は、スティフナーの第2位置(E)よりも第1位置(C)で大きい。ロール成形型(32)が第1ローラー(34)及び第2ローラー(36)を具備し、第1ローラーは、第2ローラーの円周面内の対応する成形凹部内に配置されるべく構成された成形区域を有し、第1ローラー及び第2ローラーは、ローラー間を通過させられる細長い部材(20)上に付与されるべき所望の形状に対応する、ローラー間の隙間(40)を画成し、ここで、所望の形状はウェブ部分と脚部分との間の湾曲したエルボ部を含む、ロール成形型において、湾曲したエルボ部に対応する、ローラー間の隙間の曲率半径が最小値と最大値との間で変化するように、第2ローラー内の凹部の形状と、第1ローラーの対応する区域の形状とは、ローラーの円周の一部分の回りで変化する。ロール成形型を通して細長い部材を送り込み、且つ、細長い部材の一部分が型のローラー間に送り込まれているとき、第1位置と第2位置との間で型のローラーを回転させることによって、スティフナーは成形され、これによって、スティフナーに形成される湾曲したエルボ部の曲率半径が変化される。 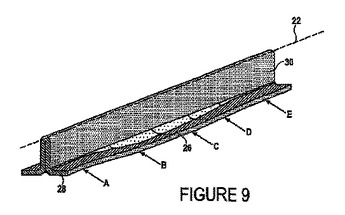 (もっと読む)
(もっと読む)
複合構造物の製造方法および装置
複数のテープを基板上にレイアップする複合テープ付与機械によって、複合部品を形成する。該テープの横向き位置は、テープがレイアップされている際に調整することができる。 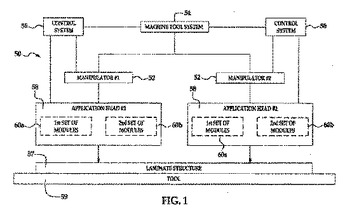 (もっと読む)
(もっと読む)
複合材料の要素を製造するための装置及び方法
本発明は、積層され且つ予め切断された未重合の積層体(21,22)に始まる、高分子樹脂を予め含浸させた強化繊維を含む複合材料の3次元ビーム型要素を製造するための装置において、ローラ列(17)をそれ自身に備えるヘッド(15)を備え、前記ヘッド(15)は固定台板に沿って長手方向に移動可能であり、前記ヘッド(15)が移動すると、前記ローラ列が未重合の前記積層体(21,22)に対して作用してそれらを圧縮・成形し、それによって、前記積層体(21,22)がその後の一体化が可能な状態になるように、前記積層体(21,22)をそれらの最終形状に一気に成形する装置に関する。また、本発明は複合材料の3次元ビーム型要素を製造するための方法に関する。 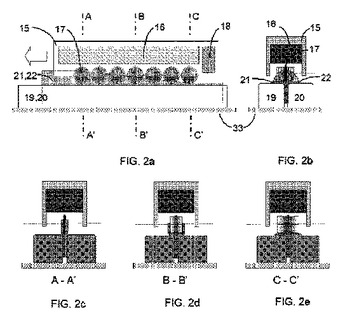 (もっと読む)
(もっと読む)
複雑性が緩和された自動繊維配置装置及び方法
複合積層体を基板上に形成する方法であって、該方法は:基板の上で自動繊維配置ヘッドを移動させ;繊維配置ヘッドを使用して、複数の平行する複合テープストリップ(36)を基板(102)上に置き、これには、少なくとも特定のテープストリップの開始点ずらして曲線パターン(Aからf)を形成することが含まれ;単一の切刃(92)を使用して、全てのテープストリップの端部を切断することを含む。 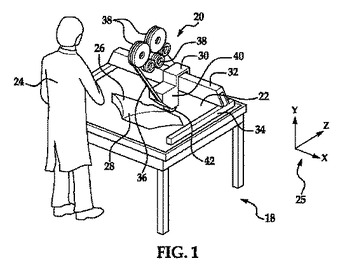 (もっと読む)
(もっと読む)
1 - 20 / 43
[ Back to top ]