
Fターム[4F201AH31]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 用途物品 (774) | 航空機、ロケット、宇宙開発 (14)
Fターム[4F201AH31]の下位に属するFターム
パラシュート、パラグライダ、気球
Fターム[4F201AH31]に分類される特許
1 - 14 / 14
樹脂組成物の製造方法
【課題】樹脂組成物中に含まれる繊維状充填材の繊維長が制御された樹脂組成物の製造方法の提供を目的とする。
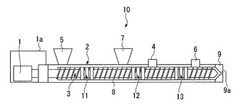
【解決手段】本発明の樹脂組成物の製造方法は、押出機を用いて樹脂(A)と繊維状充填材(B)とを溶融混練して押し出す工程を含む樹脂組成物の製造方法であって、シリンダー2と、シリンダー2に設けられたメインフィード口5と、シリンダー2のメインフィード口5より押出方向後方に設けられたサイドフィード口7と、を備えた押出機10を用い、押出機10のメインフィード口5から、前記樹脂(A)の一部量と、重量平均繊維長が1mm以上の繊維状充填材(B)の一部量と、を供給し、押出機10のサイドフィード口7から、前記樹脂(A)の残量と、前記重量平均繊維長が1mm以上の繊維状充填材(B)の残量と、を供給することを特徴とする。
(もっと読む)
熱可塑性複合材料形成用等方性ランダムマットの製造方法

【課題】強化繊維と熱可塑性樹脂からなる複合材料用の等方性ランダムマットを効率的に製造する方法を提供する。
【解決手段】複数の強化繊維からなるストランドYを長手方向に沿って連続的にスリットして複数の細幅ストランドにした状態で、切断・解繊装置14にて平均繊維長3〜100mmに連続的にカットし、カットした強化繊維束に気体を吹付けて開繊させ、これを熱可塑性樹脂供給部15からの粉粒体状又は短繊維状の熱可塑性樹脂とともに、通気性支持体16上に散布し堆積・定着させることにより、上記強化繊維と上記熱可塑性樹脂とが混在する等方性ランダムマットMを形成する。このランダムマットMを加熱加圧することにより、薄肉で物性の良好な熱可塑性複合材料となる。
(もっと読む)
複合材料の製造装置および製造方法
【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構30の移動方向Fに湾曲した押さえ手段31を備える複合材料の製造装置1。
(もっと読む)
成形材料の製造方法
【課題】
強化繊維基材とポリフェニレンエーテルエーテルケトンからなる成形材料を、より容易に、生産性よく製造する方法を提供する。
【解決手段】
強化繊維基材(A)を引き出し、連続的に供給する工程(I)、該成分(A)にポリフェニレンエーテルエーテルケトンオリゴマー(B)を複合化して複合体を得る工程(II)、該成分(B)をポリフェニレンエーテルエーテルケトン(B’)に重合させる工程(III)、および該成分(A)、該成分(B’)からなる複合体を冷却し引き取る工程(IV)を有してなる成形材料の製造方法であって、該成分(B)の融点が270℃以下である成形材料の製造方法。
(もっと読む)
プリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法
【課題】ハイサイクルプレス成形で成形した成形品の表面に凸凹部分が発生するのを抑制することができるプリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法を提供する。
【解決手段】予め本発明の裏面にフィルム状樹脂組成物(7) を貼り付けたプリフォーム(6) を用いずに成形した成形品から、成形品の表面に発生する樹脂枯れや凸凹部分の発生箇所(欠陥箇所)を特定しておき、一以上積層した原プリフォーム裏面側の前記欠陥箇所に対応する特定部位に、前記凸凹部分を覆う面積のフィルム状樹脂組成物(7) を貼り付ける。この裏面にフィルム状樹脂組成物を貼り付けたプリフォームを用いて成形品を製造する。
(もっと読む)
複雑な形状寸法を有する複合積層材を形成及び適用するための方法と装置
【課題】ダブラーのような積層を形成してマルチ輪郭を含む複雑な表面形状を有する複合構造に適用するための方法と装置の提供
【解決手段】複合積層材20がツール26上に形成されて、凹凸を有する部品の上に配置される。ツールは、部品の輪郭とほぼ一致する凹凸を有している。空間内におけるツールに対する部品の位置を表わす一組の位置データ45aが生成される。自動マニピュレータ36は、この位置データを使用して、部品の近くへとツールを動かし、凹凸を有する積層材を部品の上に配置する。
(もっと読む)
プリプレグ積層ヘッド及びこれを備えたプリプレグ自動積層装置
【課題】被積層体(ワーク)の積層対象ピースに貼り付けて積層するプリプレグシートの裁断ピースのみを積層シューで押圧することを可能にし、裁断ピースを所定位置に正確に位置決めすることを可能にするプリプレグ積層ヘッド及びこれを備えたプリプレグ自動積層装置を提供する。
【解決手段】プリプレグ積層体の長さ方向T1に交差する方向に繊維方向T2を向けてプリプレグシート8を積層するためのプリプレグ積層ヘッドを、被積層体Wの幅方向両外側にそれぞれ配設され、プリプレグシート8を被積層体W上に重ねるように案内する一対のガイドローラと、一対のガイドローラの間に繊維方向T2に進退自在に配設され、一対のガイドローラの間に案内されたプリプレグシート8を一面側から押圧して被積層体Wに貼り付けるための積層シュー31とを備えて構成する。そして、積層シュー31をプリプレグシート8の幅方向に分割して形成する。
(もっと読む)
ダーツを設けたパイプリフォームの強化材、その強化材を含むパイプリフォーム、およびパイプリフォームの強化方法
【課題】三次元のパイあるいはT型のプリフォーム(101)のための強化材(201)、その製法、ならびにその強化材を含むコンポジット構造物の提供。
【解決手段】強化材(201)は操り織りファブリックであって、幅、長さ、厚さ(t)で別れた第1面(212)および第2面(213)をもつ。操り織りファブリックの第1面は、プリフォームのダーツ構成部分に添付する。操り織りファブリック強化材は、単一の層あるいは多層のファブリックであり、プログラム可能なテークアップ機構を用いて織ることができる。
(もっと読む)
発泡材料を生成するための機器および方法
発泡材料を生成するための機器および方法。加圧ガスが、硬化剤含有成分および架橋剤含有成分を含有する複合成分混合物中に導入される。複合成分混合物は、ガス流制御弁(49、132、132a)を用いて送出されたガスと混合装置(40、120)内で直接混合され、組み合わせられる。あるいは、複合成分混合物を、第1の混合装置(24)内で混合してよく、その後、この混合物を、ガス流制御弁(49)を用いて送出されたガスと第2の混合装置(40)内で組み合わせてよい。塗布標的上に吐出されたとき、複合成分混合物中に同伴されたガスは、膨張して発泡材料(11)を形成する。 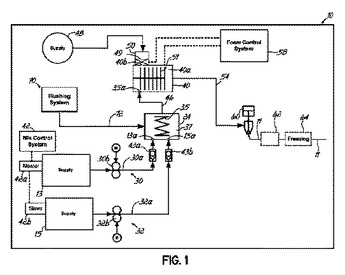 (もっと読む)
(もっと読む)
材料のプレースメント成形方法および装置
ローラアセンブリの動きとは独立して、表面に材料の薄片を供給および圧着する材料圧着ヘッド。圧着ヘッドの各ローラアセンブリは、圧縮ローラを有し、圧着ヘッドの他のローラアセンブリと独立して、6自由度で回転的または直線的に動く。ローラアセンブリは、材料の薄片が表面のパスに隣接して供給されるように、交互に配置され、表面に材料の薄片を同時に供給する。各圧縮ローラは、可鍛性があり、材料の薄片を圧縮するために、自身の外周面の周りに載置される。 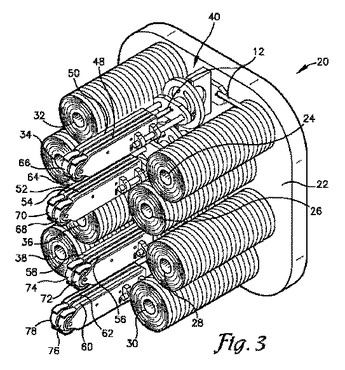 (もっと読む)
(もっと読む)
材料のプレースメント成形方法および装置
逆方向に材料を当接するために、ローラアセンブリを180度回転させること無しに、表面上の2方向に材料を分配し、かつ圧密化するローラアセンブリ。ローラアセンブリは、第1のガイド部材、第2のガイド部材、第3のガイド部材、および、圧密化ローラで成る。前記第1のガイド部材が、第1の位置にあるとき、材料の薄片は、前記第2のガイド部材に供給される。前記第1ガイド部材が、前記第2の位置にあるとき、前記材料の薄片は、前記第3のガイド部材に供給される。圧密化ローラは、可鍛性があり、材料の薄片が、均一に圧密化されるために、圧密化ローラの外周面のまわりに概略被せられる。 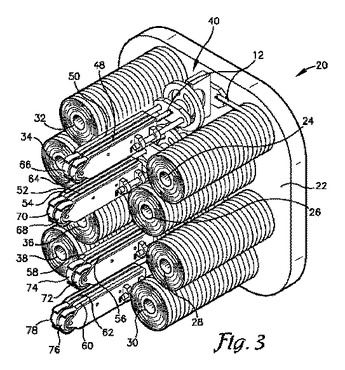 (もっと読む)
(もっと読む)
プリフォームの製造方法
【課題】マトリックス樹脂の注入成形時に樹脂の含浸性に優れ、かつ、力学特性および計量化効果を高く発現し、品質が安定したFRPを高い生産性で得られるプリフォームの提供。
【解決手段】少なくとも次の工程(A)〜(D)を経て製造することを特徴とするプリフォーム11の製造方法。(A)少なくとも強化繊維糸条によって形成され、その少なくとも一方の表面に、強化布帛以外のガラス転移点が100℃以上の熱可塑性樹脂を主成分とし、熱硬化性樹脂を副成分として、そのガラス転移点が100℃未満の樹脂材料13を予め接着している強化布帛12を、プリフォーム型に複数枚積層する積層工程、(B)積層体をプリフォーム型内に配置する配置工程、(C)積層体を加熱および加圧する加熱工程、(D)積層体を冷却する冷却工程。
(もっと読む)
粉末金属または圧縮成形技術を用いる二次加工に好適な耐熱樹脂のブレンド
本発明は、少なくとも2つのドライブレンドされた非溶融加工性樹脂微粒子を含む樹脂ブレンドであって、該少なくとも2つのドライブレンドされた非溶融加工性樹脂微粒子は圧縮成形によって成形される樹脂ブレンドに関する。本発明はまた、少なくとも2つの非溶融加工性樹脂微粒子をドライブレンディングによって混合する工程と、該混合物を圧縮成形によって成形する工程とを含む樹脂ブレンドの製造方法にも関する。本発明の別の態様は、少なくとも2つのブレンドされた非溶融加工性ポリイミド樹脂微粒子を含む樹脂ブレンドであって、該少なくとも2つのブレンドされた非溶融加工性樹脂微粒子は圧縮成形によって成形される樹脂ブレンドである。 (もっと読む)
大型バレル部構成部品の製作のためのマルチヘッド自動化複合材料積層機
回転軸を有するツールのマンドレル表面における自動化された複合材料の積層のための航空機部品製造装置は、複数の材料搬送ヘッドを支持する機械的支持構造を含む。ツールは、機械的支持構造に対して移動可能かつ回転可能である。ツールのマンドレル表面全体に複合材料の経路を敷設するようにマンドレル表面が回転する間、機械的支持構造は、マンドレル表面に対する材料搬送ヘッドの軸方向並進に備える。複数の材料搬送ヘッドの各々の位置および移動は個別に調整可能である。アーム機構は、マンドレル表面に垂直な方向の各材料搬送ヘッドの運動、マンドレル表面に垂直な軸を中心とする回転、マンドレル表面に対する周方向の周方向位置調整、および他の材料搬送ヘッドに対する軸方向位置調整をもたらす。 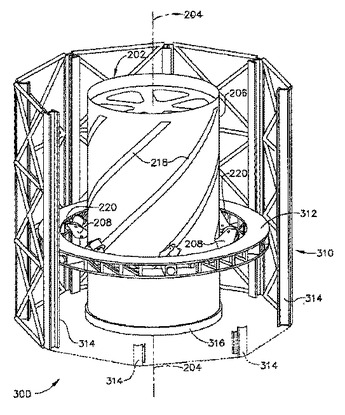 (もっと読む)
(もっと読む)
1 - 14 / 14
[ Back to top ]