
国際特許分類[B29K105/04]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 細胞質または多孔質 (1,817)
国際特許分類[B29K105/04]に分類される特許
11 - 20 / 1,817
ストラップ付き硬質ウレタン発泡体の製造方法
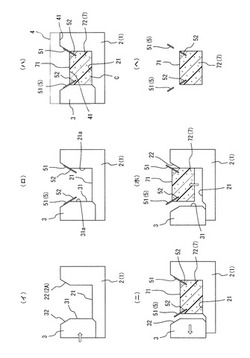
【課題】作業時間の短縮、型費削減を実現し、品質確保しながら生産性向上に貢献するストラップ付き硬質ウレタン発泡体の製造方法を提供する。
【解決手段】型開状態下、ストラップ基端部52が型閉じ時に発泡型1のキャビティC内へ配される一方、ストラップ先端部51が該キャビティC外に出るように、発泡型1にストラップ5をセットし、次いで、該キャビティC内に硬質ポリウレタンフォーム原料8を注入すると共に型閉じし、その後、硬質ポリウレタンフォーム原料8を発泡膨張させ、発泡硬化した硬質ウレタン発泡体7に前記ストラップ基端部52を埋設一体化させて、前記ストラップ先端部51が該硬質ウレタン発泡体7から突き出すようにした。
(もっと読む)
発泡成形体の成形方法及び発泡成形体

【課題】嵌合部に他部材を容易に嵌め込むことが可能な発泡成形体を提供する。
【解決手段】他部材を嵌め込むための嵌合部(104a)を有する発泡成形体(100)であり、嵌合部(104a)の発泡倍率は、発泡成形体(100)の本体部分(102)よりも高いことを特徴とする。
(もっと読む)
ブロー成形品の製造方法
【課題】
解決すべき課題は、自動車用空調ダクトのように薄肉で複雑な形状のものの発泡ブロー成形を行う場合、特許文献1に開示されているような発泡倍率が1.5%〜10%という高倍率な発泡成形法だと、元々薄肉なパリソンが局部的に大きく膨らまされる途中で破裂してしまい、成形ができないという点である。
【解決手段】
着色剤を含む熱可塑性ポリオレフィン系の樹脂主原料に粉末状界面活性剤のみを混入させてブロー成形機に投入し、成形時の熱によって上記界面活性剤に含まれる微量な水分を気化させることにより前記課題を解決した。
(もっと読む)
発泡成形体の成形方法及び発泡成形体
【課題】発泡溶融樹脂の内部に吹き込んだ気体の外部への流出を防止することが可能な発泡成形体を提供する。
【解決手段】他部材(図示せず)を嵌め込むための嵌合部(104)を有する発泡成形体(100)であり、嵌合部(104)は、発泡成形体(100)の本体部分(102)の発泡倍率よりも低い発泡倍率の発泡樹脂からなる第1の筒状部(104a)と、第1の筒状部(104a)の発泡倍率よりも低い発泡樹脂、又は、未発泡樹脂からなる第2の筒状部(104b)と、を有することを特徴とする。
(もっと読む)
ブロー成形品の製造方法
【課題】
解決すべき課題は、自動車用空調ダクトのように薄肉で複雑な形状のものの発泡ブロー成形を行う場合、特許文献1に開示されているような発泡倍率が1.5%〜10%という高倍率な発泡成形法だと、元々薄肉なパリソンが局部的に大きく膨らまされる途中で破裂してしまい、成形ができないという点である。
【解決手段】
着色剤を含む熱可塑性ポリオレフィン系の樹脂主原料に重曹のみを混入させてブロー成形機に投入し、成形時の熱によって重曹を熱分解させて主原料を発泡させることにより前記課題を解決した。
(もっと読む)
三枚構造の射出成形金型、射出成形装置及び射出成形方法
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な単層及び積層成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】固定金型12と、可動金型14と、回転金型16と、ラックアンドピニオン機構20とを備える三枚構造の射出成形金型であって、ラックアンドピニオン機構20は、ピニオン22を回転金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により回転金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
射出発泡成型用金型
【課題】射出発泡成型において、アバタと言われる円形状および楕円形状の凹みが発生することが大きな問題となっている。特に、カウンタープレッシャー製法やヒートアンドクール製法を併用した成型方法では、シルバーやスワルマークを解消することは出来るが、アバタが発生し易く、外観不良の解消することが出来ない現状がある。
【解決手段】射出発泡成型用のキャビティーおよびコア表面の全面または一部に、動摩擦係数(μk)がJIS K 7125準拠する測定方法で、熱可塑性樹脂に対する動摩擦係数(μk)が0.25以下となる薄膜を形成させることで、外観不良のアバタを無くし、美麗な射出発泡成型体を得ることが出来る。
(もっと読む)
発泡樹脂成形品
【課題】発泡により遮光性が付与されながら、発泡による外観や表面平滑性の低下が有効に抑制された発泡樹脂成形品を提供する。
【解決手段】発泡セルが分布した発泡領域を有する発泡樹脂成形品において、前記発泡領域の少なくとも一方の表層部は、セル径が15μm以下の超微細発泡セルが1×107cells/cm3以上の密度で分布している超微細発泡層1となっていることを特徴とする。
(もっと読む)
発泡樹脂の成形装置及び成形方法
【課題】エネルギーの利用効率が高く、短時間で加熱冷却ができるため成形サイクルが短縮でき、さらに品質の均一な成形品を製造する発泡樹脂の成形装置及び成形方法を提供する。
【解決手段】コア金型1Aとキャビティ金型1Bとからなり、両型の間に少なくとも1個の成形室2が形成される発泡樹脂成形装置1において、前記コア金型1A及び/又はキャビティ金型1Bがセパレーター3a、3bにより成形加熱面4a、4bと用役供給部用空間部5a、5bからなる成形ゾーン6a、6bと蒸気室8a、8bとに分離され、前記セパレーター3a、3bには水蒸気を通過させるが冷却水及び空気を実質的に通過させない通孔7a、7bが設けられていることを特徴とする発泡樹脂の成形装置1及び該成形装置1を用いた成形方法である。
(もっと読む)
ヘリウム充填発泡樹脂
【課題】重量のある製品を軽くすることができる発泡樹脂を提供する。
【解決手段】発砲可能樹脂の発砲のときに、空気ではなくヘリウムガスを使う。発砲した樹脂の外郭形状に制約はないが、製品あるいは隙間に挿入、または、充填することを考慮すると略球形状、あるいは微細で適切な大きさがよい。製品重量が軽くなることにより燃料の節約、即ち、燃料のコストダウンと燃費の向上が図れる、ヘリウムガスは不活性ガスであり燃えないので、うまく建築物の材料に使用すれば、耐火建築物を作ることが可能である、などの効果がある。
(もっと読む)
11 - 20 / 1,817
[ Back to top ]