
国際特許分類[B29K105/16]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 充填材 (212)
国際特許分類[B29K105/16]の下位に属する分類
配向されたもの (5)
国際特許分類[B29K105/16]に分類される特許
51 - 60 / 207
絶縁シートの製造方法
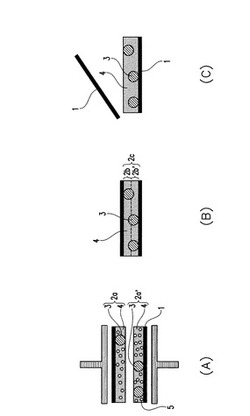
【課題】熱伝導性及び絶縁性が比較的高い絶縁シートの製造方法を提供する。
【解決手段】無機フィラー3とポリマー成分4とを備えるポリマー組成物をシート状に成形してポリマーシート2a、2a’を形成するポリマーシート形成工程と、少なくとも2枚の該ポリマーシート2a、2a’を積層して熱プレスし2層以上のポリマー層2b、2b’を有する積層体2cを形成する熱プレス工程とからなる絶縁シートの製造方法であって、ポリマーシート形成工程ではポリマー層2b、2b’の無機フィラー3を該ポリマー層2b、2b’から突き出させ得るように、最大粒径が該ポリマー層2b、2b’の厚さよりも大きな無機フィラー3を用い、熱プレス工程ではポリマー層2b、2b’から無機フィラー3を突き出させて、該無機フィラー3を積層体2cを形成するポリマー層2b、2b’に挿入させる。
(もっと読む)
樹脂成形体の製造方法

【課題】基板11上に実装された電子部品12を埋め込む際に、樹脂層10を簡単に形成することができると共に、ボイドBの発生を防止することができる樹脂成形体4の製造方法を提供する。
【解決手段】溶剤を含有する樹脂ワニスをキャリア基材2に塗工して樹脂薄膜体1を形成し、この樹脂薄膜体1をキャリア基材2から剥離した後、粉砕して樹脂粉砕体3を形成し、この樹脂粉砕体3を圧縮成形してB−ステージ状態の成形体にすることにより樹脂成形体4の製造を行う。成形体は好ましくはシートである。
(もっと読む)
シンタクチックフォームの製造方法
【課題】圧壊強度の向上を図る上で有利なシンタクチックフォームの製造方法を提供する。
【解決手段】熱硬化性樹脂が含浸されたマイクロバルーンMが収容されたモールド20を加熱用のオーブンに入れ、該オーブンの雰囲気温度を制御することにより、モールド20内のマイクロバルーンMに含浸された熱硬化性樹脂を加熱硬化させることでシンタクチックフォームを得る。この際、オーブン内の雰囲気温度Taを0度以上80度以下の第1温度で1時間以上保持する第1加熱工程P1と、第1加熱工程P2ののち、オーブン内の雰囲気温度Tbを第1温度T1の温度よりも高い第2温度T2まで上昇させたのちこの第2温度T2を熱硬化性樹脂が硬化するに足る時間保持する第2加熱工程P2とによって熱硬化性樹脂を加熱硬化させるようにした。
(もっと読む)
射出成形用複合材料とその製造方法ならびに射出成形品
【課題】射出成形時の流動性に優れた射出成形用複合材料およびその複合材料を用いてなる射出成形品を提供する。
【解決手段】本発明によると、スルホン酸基を有しないポリブチレンテレフタレート(成分A)と、繊維状無機充填材(成分B)と、有機化層状珪酸塩(成分C)とを溶融混練してなり、上記成分Cが層剥離して分散された状態にある複合材料が提供される。上記複合材料には、該複合材料が再度加熱溶融される場合に上記分散状態にある成分Cが凝集することを防止する凝集防止剤として、炭素数16〜32のモノカルボン酸のアルカリ金属塩(成分D)が配合されている。上記複合材料は、成分A、成分B、成分Cおよび成分Dの合計を100質量%として、成分Aを60〜75質量%、成分Bを15〜35質量%、成分Cを1〜10質量%、成分Dを0.5〜5質量%の割合で含む。
(もっと読む)
軟質シートの製造方法
【課題】効率的な軟質シートの製造方法、特に圧延工程が短縮化された軟質シートの製造方法を提供すること。
【解決手段】前記軟質シートの原料である混合物と、この溶融物が通過する断面穴を有するダイとを用意し、当該混合物を当該ダイの断面穴へ通過させることにより長尺物を成形する押出工程と、前記押出工程により成形された長尺物を切断して所定の切断物を得る切断工程と、前記切断工程により得られた所定の切断物を圧延して均一な性状のシートを成形する圧延工程とを有し、前記混合物の材料がフッ素樹脂に無機質充填材を配合した組成物であり、前記押出工程により成形された長尺物の断面形状が環状であることを特徴とする軟質シートの製造方法。
(もっと読む)
抽出済み茶葉の再処理加工方法およびその加工製品
【課題】有料産業廃棄物である抽出済み茶葉などを、再処理加工をし、無公害で、無薬品処理の高質パルプ素材を生成し、該高質パルプ素材に基づいて新たな加工製品として製品化しようとするものである。
【解決手段】抽出済み茶葉を主成分とし、前記抽出済み茶葉を乾燥する乾燥工程と、乾燥した抽出済み茶葉を粉砕してミル化あるいはナノ化する粉砕工程とを含むものからなり、前記ミル化あるいはナノ化した粉砕粉末をパルプ化してパルプ素材とすることを特徴とする抽出済み茶葉の再処理加工方法、並びに、抽出済み茶葉を湿潤状態のまま、あるいは乾燥させた後、粉砕してミル化あるいはナノ化し、前記ミル化あるいはナノ化した粉砕粉末をパルプ化してパルプ素材とし、該パルプ素材より形成される抽出済み茶葉を主成分とする加工製品。
(もっと読む)
ポリアミド樹脂成形品の製造方法
【課題】ポリアミド樹脂および無機充填材を含む原料を直接、射出成形機に投入し、そのまま射出成形するポリアミド樹脂成形品の製造方法において、外観不良や流動性不良、機械特性の低下がないポリアミド樹脂成形品の製造方法を提供する。
【解決手段】ポリアミド樹脂(A)および無機充填材(B)を含む原料を射出成形機に直接供給し、射出成形機内で溶融混練後、射出成形して成形品を得るポリアミド樹脂成形品の製造方法であり、前記ポリアミド樹脂(A)が、水分率が0.2重量%以下であり、かつアミノ基濃度が4.0×10−5〜5.7×10−5eq/gであることを特徴とする。
(もっと読む)
電子機器筐体の製造方法及び電子機器筐体
【課題】金属板に樹脂を一体成形する際の樹脂の流動性を確保しつつ、成形後に生じる筐体の反りを防止することのできる電子機器筐体の製造方法及び電子機器筐体を提供すること。
【解決手段】金属板40を金型60a,60b内に設置し、金型60a,60b内に樹脂50を射出することによって金属板40の少なくとも一面全体に樹脂50を一体に成形する方法において、樹脂50にケイ酸塩ガラスからなる繊維状のフィラーを含有させる。その際、フィラーに含まれる二酸化ケイ素の量を調整し、樹脂50の成形収縮率SRを一体成形における金属板40の収縮率SMよりも小さく設定する。
(もっと読む)
ガラス含有フィルム及びシート
【課題】本発明は、ガラス配合率40〜70重量%で球状ガラス粉末が含有されているガラス含有成形用組成物を用いて、押出成形法で作製されたガラス含有フィルム及びシートの構造とその光学的特性を提供することを目的とする。
【解決手段】熱可塑性樹脂中に球状ガラス粉末が含有されているガラス含有成形用組成物を用いて押出成形法で作製されてなるガラス含有フィルム及びシートであって、
前記ガラス含有フィルム及びシートの球状ガラス粉末が、40〜70重量%のガラス配合率で含有しており、その表面が前記熱可塑性樹脂からなる平坦部と、その熱可塑性樹脂に被覆された多数の球状ガラス粉末により形成される球状凸部とからなり、この平坦部及び球状凸部が表面粗さを形成していることを特徴とする。
(もっと読む)
粒子材料を結合させることによる物品の製造方法
粒子材料を結合させて連続するパネルまたはシートなどの物品を製造するための方法および装置を提供する。粒子状の供給材料が熱硬化性の結合剤と混合され、混合物21が金型25へと供給され、圧縮される。混合物は電極28、29の間に圧縮されて保持され、結合剤を誘導的または誘電的に加熱して硬化させるために、高周波(RF)場が電極間に印加される。金型25への進入に先立ち、混合物は最初に取り入れ領域32へと供給され、金型における混合物の形状と実質的に同じ形状に成形される。その結果、取り入れ領域32における混合物の加熱に起因する結合剤の硬化が、混合物が所望の最終形状にある状態で生じる。取り入れ領域の形状および寸法、混合物の前進の距離など、作業パラメータも開示される。 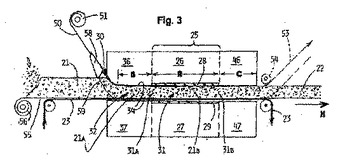 (もっと読む)
(もっと読む)
51 - 60 / 207
[ Back to top ]