
国際特許分類[B29K63/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | エポキシ樹脂を成形材料として使用 (141)
国際特許分類[B29K63/00]に分類される特許
11 - 20 / 141
金属複合体の製造方法
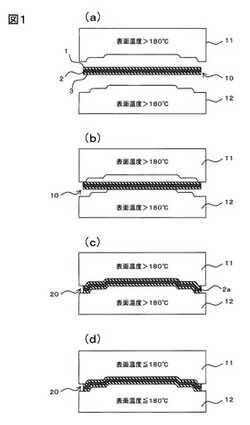
【課題】金属材同士、または金属材と他の構造部材とを樹脂硬化層を介して複合化した金属複合体の製造方法であって、加工が容易で、且つ接着強度に優れる金属複合体の製造方法を提供する。
【解決手段】特定の熱硬化性樹脂を含むシート状基材2と、該シート状基材2に接するように配置または積層された金属材1,3とを備えるプリフォーム10を加熱及び加圧により成形して、金属材1,3と樹脂硬化層とを備える金属複合体20を製造する方法であって、プリフォーム10を180℃を超える表面温度を有する成形金型11,12内に配置し、金属材1,3の表面温度が180℃を超えるまで加熱する第1の工程と、第1の工程で加熱されたプリフォーム10を加圧により金属複合体20に成形する第2の工程と、第2の工程で成形された金属複合体20を、加圧下において金属材1,3の表面温度が180℃以下となるまで冷却する第3の工程とを備える。
(もっと読む)
炭素繊維強化熱可塑性樹脂サンドイッチ成形体、およびその製造方法

【課題】リサイクル性の優れた熱可塑性樹脂をマトリクスとした軽量で、且つ、高剛性の炭素繊維強化サンドイッチ成形体を提供する。
【解決手段】炭素繊維強化熱可塑性樹脂複合材料をスキン層とし、密度が0.1〜0.8g/cm3の熱可塑性発泡樹脂層をコア層とする炭素繊維強化熱可塑性樹脂サンドイッチ成形体であって、コア層が未発泡状態の発泡粒子を含んだ熱可塑性樹脂層を得た後、熱可塑性樹脂層中の発泡粒子を膨張させて得られる。
(もっと読む)
真空吸引成形型の製造方法
【課題】ドリル加工では得られないような直径0.3mm程度の無数の微小な通気穴を下型の型内壁に穴明け可能にし、そして、表皮に毛足の長いファブリック、毛足の殆どない薄手の生地やビニール・レザーなどの表皮材が用いられる場合にも、その表皮付き一体発泡形成体が優れた外観品質を呈するところの真空吸引成形型の製造方法を提供する。
【解決手段】上下の成形型22、23が、間にキャビティ26を形成するように所定の間隔を置いて配置され、無数の線材28が、そのキャビティ26内でその上下の成形型22、23間に適宜の間隔で架設され、樹脂材料が、そのキャビティ26内に注入され、硬化されてそのキャビティ26の形状に応じた成形品に成形され、そして、その無数の線材28が、その成形後にその成形品から引き抜かれ、その成形品に無数の微小な通気穴を貫通させて真空吸引可能にする。
(もっと読む)
注型成形品の製造方法
【課題】成形時間を短縮でき、注型成形品の生産効率の向上が可能な注型成形品の製造方法を提供する。
【解決手段】注型用樹脂材料を注型型に注入して加熱硬化させる注型成形品の製造方法において、前記注型型に注入する前に前記注型用樹脂材料を加熱し、前記注型用樹脂材料の粘度がその加熱温度で最低粘度に到達した後も加熱し続けて粘度を上昇させ、前記注型用樹脂材料の粘度が前記最低粘度よりも高くかつ加熱前の注型用樹脂材料の粘度よりも低い前記注型用樹脂材料を前記注型型に注入することを特徴とする。
(もっと読む)
RTM成形用エポキシ樹脂組成物および繊維強化複合材料
【課題】樹脂調製時の作業性に優れ、強化繊維への注入時に低粘度を保持し含浸性に優れ、かつ成形時に短時間で硬化し、表面品位と寸法精度の高い繊維強化複合材料を与えるRTM成形用エポキシ樹脂組成物、繊維強化複合材料およびその製造方法を提供すること。
【解決手段】エポキシ樹脂[A]、酸無水物[B]、1位に置換基を有するイミダゾール誘導体[C]を含むエポキシ樹脂組成物で、[C]が全エポキシ樹脂100質量部に対して5〜20質量部含まれる、RTM成形用エポキシ樹脂組成物。
(もっと読む)
金属合金を含む接着複合体とその製造方法
【課題】熱硬化性樹脂の金属合金類への射出接合を行って、熱硬化性樹脂成形物と金属合金形状物との組み合わせによる耐食性、耐候性、耐熱性に優れた複合体とする。
【解決手段】(1)1〜10μm周期で高低差がその周期の半分程度までの凹凸面,72とし、(2)凹部面の内壁面を10〜500nm周期、最も好ましくは50〜100nm周期の超微細凹凸面とし、(3)表面はセラミック質の硬質相の薄層で覆われたものにするNAT処理を行った金属合金片,61に1液性エポキシ接着剤、フェノール樹脂接着剤または不飽和ポリエステル樹脂系接着剤を塗布し、この接着剤塗布済み金属合金片を射出成形金型にインサートし、そこへ接着剤と同類の熱硬化性樹脂組成物を射出することにより、接着剤層を介在させて金属合金形状物と熱硬化性樹脂組成物とを一体化した複合体とする。
(もっと読む)
ガスタンク及びその製造方法
【課題】強度と耐熱性に優れ、ガス透過性を抑制したガスタンク、及びその製造方法を提供する。
【解決手段】ガスバリア性を有する内殻と、該内殻を覆うように設けた耐圧性のFRP製外殻とを有するガスガスタンクであって、前記外殻は、(A)補強繊維束、(B)熱硬化性樹脂、並びに(C)エラストマー粒子及び/又は熱可塑性樹脂粒子からなり、かつ、(B)熱硬化性樹脂中に分散した(C)エラストマー粒子及び/又は熱可塑性樹脂粒子が(A)補強繊維束内に存在することを特徴とする。
(もっと読む)
注型品およびその製造方法
【課題】外周に接地層を有する注型品であって、絶縁層内の絶縁欠陥を調査するための電気試験を短時間で行う。
【解決手段】中心導体1と、中心導体1の周りに形成された絶縁層2と、絶縁層2の周りに設けられた接地層3とを有する注型品において、絶縁層2は、中心導体1端から接地層3までの沿面方向を形成する沿面絶縁部と、中心導体1と接地層3間の貫通方向を形成する貫通絶縁部とで構成され、沿面絶縁部と貫通絶縁部とを形成する注型金型が分離しており、沿面絶縁部を形成する注型金型を離型し、貫通絶縁部を形成する注型金型を接地して電気試験を行うことを特徴とする。
(もっと読む)
複合容器の製造方法、及び、複合容器
【課題】FW成形中に繊維層を硬化させながら巻付けることができ、FW成形後に加熱炉で硬化させることが不要な複合容器の製造方法を提供する。
【解決手段】 容器を形作るライナー5に光硬化性の樹脂が予め含浸されたトウプリプレグ11をFW法により巻付けて繊維層を形成する。そして、ライナー5へのトウプリプレグ11の巻付け中にライナー5外部から光照射部7から光を照射することで、ライナー5に巻付けられたトウプリプレグ11の樹脂をライナー5の表面に近い側から離れる側に向けて徐々に硬化させる。
(もっと読む)
粘接着シートの製造方法
【課題】 粘接着剤13が芯材15へ含浸してなる粘接着層11であっても、抱き込む気泡が少なく、低コストで製造できる粘接着シート1の製造方法を提供する。
【解決手段】 (1)第1離型紙21Aの離型層面へ、粘接着剤13を塗布法で第1粘接着層13Aを形成し、巻き取る第1積層体工程と、(2)第2離型紙21Bの離型層面へ、粘接着剤13を塗布法で第2粘接着層13Bを形成し、巻き取る第2積層体工程と、(3)第1積層体31Aの第1粘接着層13A面へ、芯材15を重ねて加熱加圧する熱ラミネーション法で、積層して巻き取る第3積層体工程と、(4)第3積層体31Cの芯材15面へ、第2積層体31Bの第2粘接着層13B面を重ねて加熱加圧する熱ラミネーション法で、積層して巻き取る粘接着シート工程とからなり、25℃における粘接着剤13の粘度が50〜1000mPa・sであることを特徴とする。
(もっと読む)
11 - 20 / 141
[ Back to top ]