
国際特許分類[B29K69/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | ポリカーボネートを成形材料として使用 (323)
国際特許分類[B29K69/00]に分類される特許
51 - 60 / 323
光学シートの製造方法
【課題】 本発明は、表面に直線状の配列パターンの精度に優れた光学シートの製造方法を提供する。
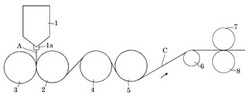
【解決手段】 本発明の光学シートの製造方法は、押出機1から押出される溶融状態の熱可塑性樹脂シートAを成形ロール2と冷却ロール3との間に送り込んでこれらの両ロール2、3により挟圧して冷却しながら、上記熱可塑性樹脂シートAの一面に直線状の配列パターンを形成した後、上記熱可塑性樹脂シートAを上記成形ロール2の周面温度に載せた状態で搬送し、上記成形ロール2の後方に配設されたアニールロール4に供給してアニーリング処理を施す光学シートの製造方法であって、上記成形ロール2と上記アニールロール4との間の上記熱可塑性樹脂シートAの張力がシート断面積1cm2当り150〜250Nであることを特徴とする。
(もっと読む)
金属調樹脂組成物及び金属調樹脂成形品

【課題】アルミフレークの偏在による色ムラの発生のない、所望の外観を有する金属調樹脂成形品と、それを有利に成形可能な金属調樹脂組成物とを提供する。
【解決手段】ABS系樹脂とポリカーボネートとを混合してなるアロイ樹脂に対して、平均粒径が5〜30μmのアルミフレークと粒度が5〜500μmのパール調顔料とを、それぞれ0.1〜5重量%の割合で配合して、金属調樹脂組成物を得た。そして、そのような金属調樹脂組成物を用いた射出成形品にて、金属調樹脂成形品10を構成した。
(もっと読む)
組立体の製造方法
【課題】部品同士が緩みの抑制された状態で組み付けられる組立体を製造する方法の提供。
【解決手段】
非締結部材20に設けられる係止穴21に、締結部材40に設けられる係止爪41を挿入し、係止穴21に係止させることにより、締結部材40を非締結部材20に組み付けて組立体100を製造する方法であって、係止穴21の内周壁面24a及び係止爪41の外周壁面44aを荷重たわみ温度の異なる材料によって形成し、荷重たわみ温度が高いPC樹脂によって形成される内周壁面24aに、荷重たわみ温度が低いABS樹脂によって形成される外周壁面44aに向かって突出する突起部25を設け、係止爪41を係止穴21に係止させて突起部25を外周壁面44aに接触させた状態で、外周壁面44aを昇温させることにより外周壁面44aに突起部25を補完する形状の補完凹部45を形成することを特徴とする。
(もっと読む)
三次元成形加飾フィルムの製造方法、加飾成形品及びその製造方法
【課題】射出成形樹脂と密着性の高い加飾フィルムの製造方法を提供すること。
【解決手段】基材上に、接着剤として「該接着剤の軟化温度−射出成形時の金型温度」の値が25〜65℃であり、かつ「射出成形時の樹脂温度−該接着剤の軟化温度」の値が90〜190℃である接着剤を用いて接着剤層を積層する工程を含む三次元成形加飾フィルムの製造方法である。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】樹脂シートの転写ロールへのトラレ現象を抑制し、樹脂シートの表面に凹凸形状を高い転写率で転写できる表面形状転写樹脂シートの製造方法を提供する。
【解決手段】本発明の製造方法は、樹脂を加熱溶融状態でダイ8から連続的に押し出して連続樹脂シート2を得る押し出し工程と、連続樹脂シート2を第一押圧ロール11と第二押圧ロール12とで挟み込む第一押圧工程と、第一押圧工程の後に、連続樹脂シートを第二押圧ロール12に密着させた状態で搬送する第一搬送工程とを含み、第二押圧ロール12は、その表面に転写型22を備え、該転写型22は複数の凹溝を有し、第一搬送工程において、搬送中の連続樹脂シートにおける第二押圧ロール12に密着している領域の少なくとも一部を冷却することを特徴とする。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】樹脂シートの表面に凹凸形状を高い転写率で転写できる表面形状転写樹脂シートの製造方法を提供する。
【解決手段】本発明の製造方法は、樹脂をダイ8から連続的に押し出して連続樹脂シート2を得る押出工程と、連続樹脂シート2を第一押圧ロール11と第二押圧ロール12とで挟み込む第一押圧工程とを含み、第二押圧ロール12の表面に転写型を備え、該転写型は複数の凹溝を有し、凹溝のピッチ間隔が30〜500μmであり、凹溝の溝深さが3〜500μmであり、第一押圧工程において、第一押圧ロール11と第二押圧ロール12との間に樹脂のメルトバンク3を形成し、該バンクの高さEを、連続樹脂シートの厚さFの3倍以上に設定し、第二押圧ロール12の温度を、樹脂のガラス転移温度Tg(℃)に対して10℃〜50℃高い温度に設定することを特徴とする。
(もっと読む)
熱可塑性樹脂組成物及び成形体
【課題】ポリカーボネート樹脂及びその組成物の溶融流動性を改良する。
【解決手段】ポリカーボネート樹脂に芳香族ビニル単量体単位(a1)、(メタ)アクリル酸エステル単量体単位(a2)、その他の単量体単位(a3)から成りその質量平均分子量が5000〜150000である重合体(A)から成る流動性向上剤を含有し、溶融状態で、面間距離x1が5mm以下の平行な2つの面の間隙を通過させることで形成したことを特徴とする熱可塑性樹脂組成物。
(もっと読む)
金属メッシュ強化された採光ドーム形状の成形体
金属メッシュ強化プラスチックから成る採光ドーム形状の成形体、並びに該成形体の製造法。 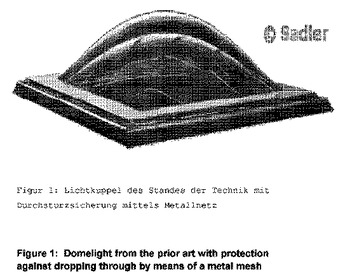 (もっと読む)
(もっと読む)
レンズの製造方法
【課題】光学歪みが殆ど生じていないレンズを作製することが可能な製造方法を提供する。
【解決手段】本発明に係るレンズの製造方法は、樹脂製のレンズを、該レンズとなるレンズ中間体に対してプレス成型を施して製造する方法であって、第1工程と第2工程とを有している。ここで、第1工程では、プレス成型用の金型内にレンズ中間体を嵌めた後、金型にプレス圧力を加えずにレンズ中間体の温度を、該レンズ中間体を構成している樹脂材のガラス転移温度Tgより高い第1所定温度T1まで上昇させる。第2工程では、第1工程の実行後、レンズ中間体の温度をガラス転移温度Tg以上の温度に維持した状態で金型にプレス圧力を加え、その後、該金型にプレス圧力を加えた状態でレンズ中間体の温度をガラス転移温度Tgより低い第2所定温度T2まで低下させる。
(もっと読む)
透明熱可塑性樹脂シートの製造方法
【課題】トルク変動やスクリュ鳴きが発生せずに、安定して低異物の透明熱可塑性樹脂シートを製造する方法を提供する。
【解決手段】溶融押出機を用いて透明熱可塑性樹脂を溶融押出し、押出された溶融物を押出成形してシートを製造する方法において、下記(i)〜(iii)の条件を満足するシートの製造方法。
(i)溶融押出機のスクリュが2個以上のエレメントで構成されており、かかるエレメントの接合部端面の表面粗さが、JISB0601に定義された中心線平均粗さ(Ra)1.6a以下、最大高さ(Rmax)6.3S以下であること
(ii)溶融押出機のスクリュが2個以上のエレメントで構成されており、スクリュのニーディングゾーンまでのかかるエレメントのうち、スクリュピッチ(フライト間距離とスクリュの直径比)が1.5以上のものがエレメント全体の4割以上であること
(iii)溶融押出機の樹脂溶融部より上流側のスクリュエレメントの材質がステンレスであり、35%塩酸浸漬試験の試験結果が、350g/m2・h以下であること
(もっと読む)
51 - 60 / 323
[ Back to top ]