
国際特許分類[B29K69/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | ポリカーボネートを成形材料として使用 (323)
国際特許分類[B29K69/00]に分類される特許
81 - 90 / 323
ルーバーフェンス
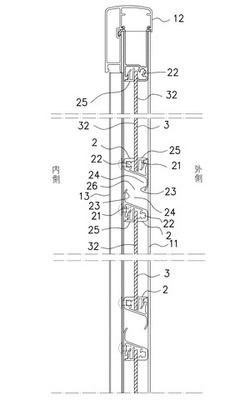
【課題】 ルーバーフェンスを可及的に薄く形成して、ルーバー機能を充分に発揮するものとする。
【解決手段】 2色押出成形によって透明基板31に目隠し部位を50度程度の傾斜角度に埋込成形して、目隠し部位32と透明部位33を上下交互に傾斜配置した成形パネル3を形成し、この成形パネル3をアルミ枠1に鉛直に直列配置してルーバーフェンスAとする。傾斜配置の目隠し部位32はその上下端で相互に僅かに重なるようにして、正背面からの透視を防止する。成形パネル3の配置はアルミ枠1の縦枠11間に架設して断面C字状等の風止板23を有する架設枠2に保持して行い、架設枠2の風止板23間に上下に連通する通風空間26を配置する。薄型のルーバー機能を有するフェンスとすることができる。
(もっと読む)
光の反射防止効果を有する成型品

【課題】優れた光の反射防止効果を有する成型品を効率良く簡便に提供することにある。更に、優れた光の反射防止効果や優れた光の透過性能を有する光の反射防止効果を有する成型品に要求される表面形状と物性を見出し、かかる特定の表面形状と物性を有する光の反射防止効果を有する成型品を提供すること。
【解決手段】表面に微細形状を有する型を用い、該型が表面に有する微細形状を熱可塑性樹脂に熱転写し成型してなる成型品であって、その表面に平均高さ100nm以上1000nm以下の凸部又は平均深さ100nm以上1000nm以下の凹部を有し、その凸部又は凹部が、少なくともある一の方向に対し平均周期50nm以上400nm以下で存在していることを特徴とする成型品。
(もっと読む)
染色光学部品の製造方法、及び染色セミフィニッシュレンズ
【課題】 効率よく染色済みの光学部品を得ることができ、光学部品の表面にハードコートを好適に密着させることのできる染色光学部品の製造方法、及び該方法を用いて得られる染色光学部品を提供する。
【解決手段】 染色光学部品の製造方法において、透明樹脂からなるフィルムの一方の面を染色する第1ステップと、第1ステップにて得られた染色済みフィルムを用いてフィルムインサート成形によりフィルムが一体成形されたセミレンズを得るステップであって,フィルムの染色面がレンズ材料と接触するようにフィルムインサート成形を行う第2ステップと、を有する。
(もっと読む)
ポリカーボネート樹脂の回転成形方法及び回転成形品
【課題】成形物表面の平滑性に優れ、成形物内に発生する気泡が少ない成形物を成形することができる回転成形方法を得る。
【解決手段】ポリカーボネート樹脂を回転成形する方法であって、粘度平均分子量が20000〜30000の範囲内である芳香族ポリカーボネート樹脂100質量部に対して、融点300℃以上400℃以下の紫外線吸収剤を0.05〜5.0質量部含むポリカーボネート樹脂組成物を上記ポリカーボネート樹脂として用い、ポリカーボネート樹脂組成物を金型内に投入した後、金型を加熱し、金型内面温度の温度上昇率及び金型内部空気温度の温度上昇率がそれぞれ1℃/分以下になった時点を温度上昇飽和時点とし、温度上昇飽和時点に到達してから少なくとも300秒加熱を維持することを特徴としている。
(もっと読む)
樹脂組成物、樹脂ワニス、複合材料及びその製造方法、プリプレグ並びに樹脂フィルム
【課題】アンカー効果に頼らずに金属層(金属膜)と樹脂基材等との接着性に優れ、表面が平滑な複合材料を得ることができる樹脂組成物を提供する。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムを提供する。
【解決手段】少なくとも一部の表面を金属化する成形体に用いられ、加熱成形工程を経て成形される成形体用の樹脂組成物であって、(A)昇華性金属化合物と、(B)有機化合物とを含有し、(B)有機化合物が、熱硬化性樹脂及び熱可塑性樹脂から選ばれる少なくとも1種である樹脂組成物である。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムである。
(もっと読む)
曲げ加工可能な光透過型電磁波シールド積層体およびその製造方法
【課題】高温の曲げ加工条件においても、接着層の揺らぎを最小限に抑え、変形および反りや剥離を生じない曲げ加工性に優れた光透過型電磁波シールド積層体を提供する。
【解決手段】
電磁波シールド層の片側または両側にポリカーボネート基材を積層してなる厚さ0.1mm〜30mmの積層体を遠赤外線ヒーター加熱装置により上下両側から放射加熱して曲げ加工する方法において、曲げ加工部の加熱幅を(1)式に示す範囲で選択加熱し、表面温度差を20℃以内に制御して140℃〜185℃に加熱したシールド積層体を曲率半径10mm以上の曲面に曲げ加工することにより、接着層の揺らぎを最小限に抑え、反りや剥離を生じない曲げ加工性に優れた光透過型電磁波シールド積層体を得ることが出来る。
加熱幅=2πR×(180°−X°)/360°×Y (1)
ここで、πは円周率、Rは曲率半径、Xは曲げ加工角度(内角)、Yは係数(1.35≦Y≦4.15)を示す。
(もっと読む)
曲げ加工可能な光透過型電磁波シールド積層体およびその製造方法
【課題】高温の曲げ加工条件においても、接着層の揺らぎと残留歪みを最小限に抑え、変形及び反りや剥離を生じない曲げ加工性に優れた光透過型電磁波シールド積層体の提供。
【解決手段】
電磁波シールド層の片側又は両側にポリカーボネート基材を積層してなる厚さ0.1mm〜30mmの積層体を遠赤外線ヒーター加熱装置により上下両側から放射加熱して曲げ加工する方法において、上段ヒーターは全面加熱し、下段ヒーターは曲げ加工部の加熱幅を(1)式に示す範囲で選択加熱し、表面温度差を20℃以内に制御して140℃〜185℃に加熱したシールド積層体を曲率半径10mm以上の曲面に曲げ加工することにより、接着層の揺らぎと残留歪みを最小限に抑え、変形及び反りや剥離を生じない曲げ加工性に優れた光透過型電磁波シールド積層体を得ることが出来る。
加熱幅=2πR×(180°−X°)/360°×Y (1)
ここで、πは円周率、Rは曲率半径、Xは曲げ加工角度(内角)、Yは係数(1.35≦Y≦4.15)を示す。
(もっと読む)
光学シート及び光学シートの製造方法
【課題】 本発明は、低位相差で皺やフレアなどの外観不良のない光学シートの製造方法及びこの製造方法で製造された光学シートを提供する。
【解決手段】 本発明の光学シートの製造方法は、押出機から押出される溶融状態のポリカーボネート樹脂シートを成形ロールと冷却ロール間に送り込んでこれらの両ロールにより挟圧しながら冷却処理を行った後、上記成形ロールの表面に上記ポリカーボネート樹脂シートを載せた状態で上記成形ロールの回転方向に搬送し、上記成形ロールの後方に配設された第一アニールロール及び第二アニールロールに順次供給して所定温度条件下にてアニーリング処理を施すことを特徴とする。
(もっと読む)
繊維強化複合材料成形品とその製造方法
【課題】特に繊維強化複合材料と熱可塑性樹脂との接合部分の端面において、接着性に優れる繊維強化複合材料成形品とその製造方法の提供。
【解決手段】強化繊維にマトリックス樹脂が含浸したシート状の繊維強化複合材料11の表面に、熱可塑性樹脂12を射出成形して接合一体化した繊維強化複合材料成形品10であって、前記熱可塑性樹脂12と接合する前記繊維強化複合材料11は、端面11aが当該繊維強化複合材料11の厚さT1方向に対して平行でない、繊維強化複合材料成形品10、および前記繊維強化複合材料11の熱可塑性樹脂12との接合部分のうち、当該繊維強化複合材料11の厚さT1方向に対して平行にならないように、端面11aを形成した後に、前記熱可塑性樹脂12を射出成形する、繊維強化複合材料成形品10の製造方法。
(もっと読む)
繊維強化複合材料成形品とその製造方法
【課題】熱可塑性樹脂を射出成形しても繊維強化複合材料が反りにくい繊維強化複合材料成形品とその製造方法の提供。
【解決手段】強化繊維にマトリックス樹脂が含浸した繊維強化複合材料10の一方の面に、格子状となるように熱可塑性樹脂20を射出成形して接合一体化した、繊維強化複合材料成形品1、およびその製造方法。
(もっと読む)
81 - 90 / 323
[ Back to top ]