
国際特許分類[B29K77/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | ポリアミド,例.ポリエステルアミド,を成形材料として使用 (393)
国際特許分類[B29K77/00]に分類される特許
161 - 170 / 393
配向された熱可塑性エラストマーフィルムの製造方法
【課題】透過性が低く、耐疲労性が改良された配向熱可塑性エラストマーフィルムの製造方法の提供。
【解決手段】(A)ハロゲン化イソブチレンエラストマー及び(B)ポリアミドの動的架橋されたポリマーブレンドを含んでなる透過性が低減され、耐疲労性が改良された配向熱可塑性エラストマーフィルムの製造方法であって、作製されたフィルムの平面複屈折(PBR)が0.002と等しいか又はそれより大きくなるように、ダイリップの剪断速度をフィルムの分子配向を制御するように調整して前記ポリマーブレンドをキャスト又はインフレーション成形する製造方法。
【選択図】図1 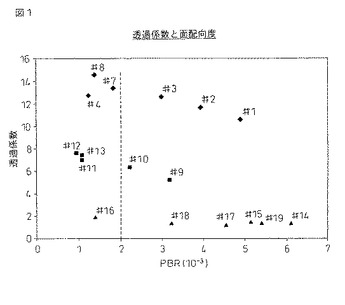 (もっと読む)
(もっと読む)
流路デバイス用基板の接合方法および流路デバイス

【課題】プラスチック材料により製造され、表面に流路を有する流路デバイス用基板の接合方法において、熱プレス、超音波による熱融着や接着剤を用いる接合方法では接合できない材料に対して、より効果的な流路デバイス用基板を接合する方法を提供すること。
【解決手段】表面に流路を有する第1の流路デバイス用基板と、第1の流路デバイス用基板の流路を有する面に密着する面を有する第2の流路デバイス用基板とを接合する方法であって、第1の流路デバイス用基板及び/又は第2の流路デバイス用基板がプラスチック材料からなり、第1の流路デバイス用基板と第2の流路デバイス用基板との間に、プラスチックフィルムを介在させて、熱融着にて接合する工程を有する流路デバイス用基板の接合方法。
(もっと読む)
積層樹脂成形体、積層樹脂成形体製造方法及び多層成形品
【課題】低薬液透過性、耐薬品性、耐バクテリア性等に優れ、層間接着力が良好な積層樹脂成形体を提供する。
【解決手段】本発明は、熱可塑性ポリマー層(A)、ポリアミド系樹脂層(B)及び熱可塑性樹脂層(C)を有する積層樹脂成形体であって、熱可塑性ポリマー層(A)、ポリアミド系樹脂層(B)及び熱可塑性樹脂層(C)は、この順に積層され、互いに強固に接着しており、熱可塑性ポリマーは、ポリアミド系樹脂と熱融着により接着するものであり、かつ、含フッ素エチレン性重合体であり、ポリアミド系樹脂は、アミン価が10〜60(当量/106g)であるものであり、熱可塑性樹脂は、官能基を有することにより熱融着によってポリアミド系樹脂と強固に接着するものであり、かつ、含フッ素エチレン性重合体であり、官能基は、カルボニル基を有するものであることを特徴とする積層樹脂成形体である。
(もっと読む)
樹脂メッキ製品とその製造方法

【課題】射出成形と浸漬メッキ処理により、短時間に金属メッキ樹脂を製造できる。
【解決手段】金属メッキ可能なABS樹脂1と金属メッキ不可能なメタクリル樹脂2を射出成形により成形し一体化樹脂3とする。この一体化樹脂3を金属メッキ溶液に一体的に浸漬しABS樹脂1の露出表面のみを金属メッキしてメッキ層4を形成する。金属メッキ後にメッキ済み一体化樹脂5のメタクリル樹脂2の露出表面のみにエラストマー樹脂6を射出成形により成形した樹脂メッキ製品7を製造する。
(もっと読む)
半導電性ポリイミド系無端管状フイルムの製造方法
【課題】よりバラツキのない安定した電気抵抗とより平滑な裏表面を有する半導電性ポリイミド系無端管状フイルムを提供すること。
【解決手段】以下の工程を含む半導電性ポリアミド系無端管状フイルムの製造方法:(1)ポリアミド酸と導電性カーボンブラックと、ポリアミド酸に対して0.5〜3.5重量%重量%のpKb≧5の塩基性有機化合物とを主成分とする成形原液を、角速度4〜6rad/sの回転速度下にある金属製円筒体内に噴霧状で成形・供給する工程;及び(2)前記成形原液が供給された金属製円筒体を加熱する工程。
(もっと読む)
環状ガスケット用成型金型
【課題】寸法精度の高いガスケットを、安価にかつ大量に製造することができる環状ガスケット用成型金型を提供する。
【解決手段】成型金型20は、固定金型21、可動金型22及びゲート金型23にてガスケット形状空間GSを形成する。ガスケット形状空間GSに溶融した樹脂を注入する樹脂注入口31を、固定金型21とゲート金型23とで環状のスリットにするとともに、環状のスリットに形成された樹脂注入口31につながる固定金型21とゲート金型23とで形成される導出通路Pが樹脂注入口31に向かって先細形状になるようした。
(もっと読む)
成形樹脂製品及びその製造方法
【課題】製造容易であると共に、耐熱性、外観意匠性に優れた安価な成形樹脂製品及びその製造方法を提供すること。
【解決手段】熱可塑性ポリエステルを主成分としたレーザー光を透過する透過材2と、ポリフェニレンスルフィドを主成分としたレーザー光を吸収する吸収材3とを重ね合せた重ね合せ部11に対し、透過材2側からレーザー光Lを照射することにより、透過材2と吸収材3とを溶着してなる成形樹脂製品。透過材2は、熱可塑性ポリエステルにポリアミド6を配合してなる。
(もっと読む)
現像剤量規制ブレードのブレード部材の製造方法および現像剤量規制ブレードの製造方法
【課題】金型を使用しないブレード部材の製造方法およびこのブレード部材を用いた現像剤量規制ブレードの製造方法を提供する。
【解決手段】電荷制御面の面転写用シートとなる面転写用溶融樹脂と、ブレード部材用溶融樹脂とを、多層インフレーション法により、共押出し、電荷制御面の面転写用シートとブレード部材層が積層された円筒体を形成し、該円筒体を押出し方向に平行に切断し、1枚以上の多層シートとした後、該多層シートをブレード部材の形状に切断する、或いは、該多層シートに支持体を帖着して得られる多層体をブレードの形状に切断する。この多層シートの製造に際し、面転写用溶融樹脂及びブレード部材用溶融樹脂の層間に粘着性低減剤を吐出しつつ行なう。
(もっと読む)
直線カット性ポリアミド系熱収縮積層フィルム及びその製造方法
【課題】
優れた直線カット性を有すると共に、高熱水収縮性や良好な厚み精度、さらに優れたガスバリア性を有し、例えば食品、薬品、工業製品等の包装袋の基材フィルムとして好適に使用できる、直線カット性ポリアミド系熱収縮積層フィルム及びその製造方法を得る。
【解決手段】
脂肪族ポリアミド重合体(A)を55〜79質量%と、芳香族ポリアミド重合体(B)を21〜45質量%とを含む(a)層と、ガスバリア樹脂(C)を90〜100質量%含む(b)層とをそれぞれ少なくとも一層有する積層フィルムであり、直線カット性(MDに直線を引き、200mm裂いたときの直線からのズレ量の絶対値)が5.0mm以下、95℃×5分における熱水収縮率がフィルムの流れ方向(MD)、フィルムの幅方向(TD)ともに15%以上、フィルムの幅方向(TD)の厚み変動率が平均厚みの10%以下であり、さらに25℃×50%RHの条件下における酸素透過率が30fmol/(m2・sec・Pa)以下であることを特徴とする直線カット性ポリアミド系熱収縮積層フィルム。
(もっと読む)
黒色のレーザー溶着用ポリアミド樹脂組成物およびこれを用いた成形品
【課題】レーザー溶着特性に優れたポリアミド樹脂組成物等を提供する。
【解決手段】(A)ポリアミド樹脂100重量部に対し、(B)強化充填材0〜100重量部、(C)着色剤を0.01〜1重量部を配合してなるポリアミド樹脂組成物であって、前記(C)着色剤が、少なくとも1種のフタロシアニン系顔料と少なくとも1種のフタロシアニン系顔料以外の顔料および/または染料の組合せであり、さらに、該樹脂組成物からなる厚み1.5mmの成形品の、波長960nmにおける光線透過率が15%以上である、黒色のレーザー溶着用ポリアミド樹脂組成物。
(もっと読む)
161 - 170 / 393
[ Back to top ]