
国際特許分類[B29K81/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 主鎖中に窒素,酸素または炭素のみを有しまたは有さないで硫黄を有する重合体を成形材料として使用 (134)
国際特許分類[B29K81/00]に分類される特許
1 - 10 / 134
溶着体の製造方法
【課題】様々な溶着方法を好ましく採用可能でありながら、特定の材料を用いなくても、樹脂成形体間の接合強度を高められる溶着技術を提供する。
【解決手段】第一樹脂成形体と第二樹脂成形体とを重ね合わせ部分に熱を発生させて溶着する場合において、第一樹脂成形体と第二樹脂成形体の少なくとも一方を、キャビティ表面の一部に断熱層が形成された金型を用い、金型温度が成形される樹脂成形体を構成する熱可塑性樹脂の冷結晶化温度(Tc1)−10℃以下の条件で製造する。上記断熱層は、キャビティ表面における第一溶着予定面及び前記第二溶着予定面の少なくとも一方と接する部分以外のキャビティの略全面に形成する。また、第一樹脂成形体及び第二樹脂成形体は、ポリアリーレンサルファイド系樹脂組成物から構成されることが好ましい。
(もっと読む)
少なくとも一つの硬質部材と少なくとも一つの軟質部材を含む複合材料
【課題】高いレベルの電磁波遮蔽性を有する複合材料の提供。
【解決手段】導電性添加剤を含む弾性率が1000MPa以上である少なくとも一つの硬質部材と、導電性添加剤を含む弾性率が500MPa以下である少なくとも一つの軟質部材とが結合したプラスチック複合材料であり、前記複合材料の導電率は0.01S/cmよりも大きく、表面導電率は0.1S/cmよりも大きく、さらに、複合材料の結合強度は少なくとも0.5N/mm2である。
(もっと読む)
ポリアリーレンスルフィド樹脂組成物及びそれよりなる複合体
【課題】 熱伝導性、金属との接合性、成形流動性、電気絶縁性に優れることから、特に電気・電子部品又は自動車電装部品などの電気部品用途に有用なポリアリーレンスルフィド樹脂組成物及びそれからなる複合体を提供する。
【解決手段】 ポリアリーレンスルフィド(A)100重量部に対し、少なくとも、エチレン−α、β−不飽和カルボン酸アルキルエステル−無水マレイン酸共重合体(b1)、エチレン−α、β−不飽和カルボン酸グリシジルエステル共重合体(b2)、エチレン−α、β−不飽和カルボン酸グリシジルエステル−酢酸ビニル共重合体(b3)、エチレン−α、β−不飽和カルボン酸グリシジルエステル−α、β−不飽和カルボン酸アルキルエステル共重合体(b4)及び無水マレイン酸グラフト変性エチレン−α−オレフィン共重合体(b5)からなる群より選択される少なくとも1種以上のエチレン系共重合体(B)5〜50重量部、エポキシ樹脂(C)1〜15重量部、並びに、シラン系カップリング剤、チタネート系カップリング剤、アルミネート系カップリング剤からなる群より選択される少なくとも1種以上の表面処理が施され、かつ、酸化マグネシウム含有率が97〜99.99重量%である高純度酸化マグネシウム粉末(d1)、ケイ素とマグネシウムの複酸化物及び/又はアルミニウムとマグネシウムの複酸化物で被覆された被覆酸化マグネシウム粉末(d2)、及び、六方晶構造を有する鱗片状窒化ホウ素粉末(d3)からなる群より選択される少なくとも1種以上の熱伝導性フィラー(D)100〜400重量部を含んでなるポリアリーレンスルフィド樹脂組成物。
(もっと読む)
積層体およびその製造方法

【課題】ポリフェニレンサルファイド樹脂フィルムとポリオレフィン樹脂フィルムとを接着剤を使用せずに接着した積層体であって、異物や残留溶剤等が滲出することがなく、優れた強度、耐熱性、耐薬品性、耐湿性、各種電気特性、ヒートシール性を有する積層体を提供する。
【解決手段】ポリフェニレンサルファイド樹脂フィルムとポリオレフィン樹脂フィルムとが積層した積層体であって、前記ポリフェニレンサルファイド樹脂フィルムおよび前記ポリオレフィン樹脂フィルムの少なくとも一部で、前記ポリフェニレンサルファイド樹脂フィルム中の原子と、前記ポリオレフィン樹脂フィルム中の原子との間に結合が形成されており、前記ポリフェニレンサルファイド樹脂フィルムおよび前記ポリオレフィン樹脂フィルムとが接着剤を介さずに接着されている。
(もっと読む)
樹脂製メガネフレーム及びその部品の製造方法
【課題】表面に金属光沢面を形成した樹脂製メガネフレームを提供する。
【解決手段】メガネフレームの部品となるフロント部1及びツル2,2はポリフェニルサルホン又はポリエーテルイミドを使用して所定の形状に射出成形されたもので、上記フロント部1及びツル2の表面に厚さが0.05μ〜0.3μのチタン粉末を密着した蒸着膜を形成し、該蒸着膜の上に150℃〜200℃の高温で塗装した厚さ10μ〜20μの塗装膜を形成している。
(もっと読む)
二軸配向ポリフェニレンスルフィドフィルム
【課題】 成形加工性や歩留まりに優れたPPSフィルムを提供する。
【解決手段】 ポリフェニレンスルフィド樹脂100重量部に対し、一般式(1)で表される環状ポリフェニレンスルフィド混合物1〜20重量部含有したポリフェニレンスルフィド樹脂組成物からなるフィルムであって、ポリフェニレンスルフィド樹脂組成物の溶融結晶化温度(Tmc)(℃)と、環状ポリフェニレンスルフィド混合物を配合する前のポリフェニレンスルフィド樹脂の溶融結晶化温度(Tmc’)(℃)が(Tmc−Tmc’)≦−1の関係にある。
【化1】
(ここで、mは、4〜20の整数)
(もっと読む)
真空成形方法および成形体
【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いた真空成形方法において、作業性と深絞り形状に優れる真空成形方法および真空成形で得られた成形体の提供。
【解決手段】
本発明は成形体を構成するための(a)強化繊維と(b)熱可塑性樹脂からなる(c)繊維強化熱可塑性樹脂組成物からなるシートと、賦形性を向上させるための(d)樹脂フイルムからなる(e)真空成形用シートを、ヒーターで加熱溶融させた後、真空引き機構を備えた金型にセットし賦形、固化させることを特徴とする繊維強化熱可塑性樹脂組成物の真空成形方法である。
(もっと読む)
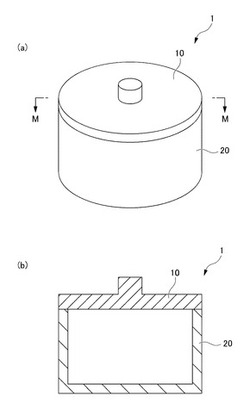
ポリスルホンペレットの製造方法
【課題】押出機内で発生するガスによる不具合を生じにくくし、生産性を向上させることができるポリスルホンペレットの製造方法を提供する。
【解決手段】ベント式の二軸押出機10を用いてポリスルホンを溶融押出し、形成されるストランドを切断してペレットを製造するポリスルホンペレットの製造方法であって、二軸押出機10として、シリンダーが、少なくともポリスルホンを供給する供給部4と、シリンダー内で生じる揮発性成分を排出する1以上のベント部5と、を有し、スクリュー3が、シリンダー内において供給部4とベント部5との間に配置される1以上の混練部8を有しており、最上流のベント部51の上流側に配置された混練部のうち、最上流のベント部に最も近い位置の混練部81が、逆ニーディングディスクを用いないスクリュー構成であるものを用いる。
(もっと読む)
射出成形品の製造方法
【課題】結晶性熱可塑性樹脂から構成される樹脂成形品に対して、予め熱処理を施さなくても、使用環境下での寸法変化を充分に抑える技術を提供する。
【解決手段】金型内表面に断熱層が形成された金型を用い、結晶性熱可塑性樹脂から構成される樹脂組成物を、射出成形する。本発明においては、溶射法で形成された多孔質ジルコニアから構成され、熱伝導率が2W/m・K以下であり、厚みが200μm以上である断熱層が形成された金型の使用が好ましい。本発明の製造方法で得られる射出成形品は、射出成形時の金型温度が、結晶性熱可塑性樹脂のガラス転移温度(Tg)+30℃以上、Tg+80℃以下であり、射出成形時の金型温度+20℃の環境で2時間放置した際の成形品の寸法変化率が0.2%以下になる。
(もっと読む)
射出成形品の製造方法及び射出成形品
【課題】バリの発生量を抑制しつつ、高結晶化度の成形品を得ることが可能であり、生産性に優れる射出成形品の製造方法を提供する。
【解決手段】金型内表面に、多孔質ジルコニアから構成される断熱層が形成された金型を用い、100℃以下の金型温度で、ポリアリーレンサルファイド系樹脂組成物を射出成形する。断熱層は、溶射法で形成されたものであることが好ましい。また、断熱層の好ましい熱伝導率は、2W/m・K以下である。また、断熱層の好ましい厚みは200μm以上である。
(もっと読む)
1 - 10 / 134
[ Back to top ]