
樹脂製メガネフレーム及びその部品の製造方法
【課題】表面に金属光沢面を形成した樹脂製メガネフレームを提供する。
【解決手段】メガネフレームの部品となるフロント部1及びツル2,2はポリフェニルサルホン又はポリエーテルイミドを使用して所定の形状に射出成形されたもので、上記フロント部1及びツル2の表面に厚さが0.05μ〜0.3μのチタン粉末を密着した蒸着膜を形成し、該蒸着膜の上に150℃〜200℃の高温で塗装した厚さ10μ〜20μの塗装膜を形成している。
【解決手段】メガネフレームの部品となるフロント部1及びツル2,2はポリフェニルサルホン又はポリエーテルイミドを使用して所定の形状に射出成形されたもので、上記フロント部1及びツル2の表面に厚さが0.05μ〜0.3μのチタン粉末を密着した蒸着膜を形成し、該蒸着膜の上に150℃〜200℃の高温で塗装した厚さ10μ〜20μの塗装膜を形成している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は樹脂製でありながら金属面に相当する光沢を有すメガネフレーム及びその部品の製造方法に関するものである。
【背景技術】
【0002】
メガネフレームには金属製フレームと樹脂製フレームとがあり、それぞれに特徴があることから人の好みに応じて使われている。近年の金属製フレームはチタンなどの弾性が高くて細い線材を用いて構成され、その為に軽くてスリムでデザイン性に優れた形態と成っている。従って、長時間着用しても比較的疲れが少ないといった利点がある。
【0003】
これに対して、樹脂製フレームの場合には、フレームを構成する各部品(フロント部、ツル)は金属製部品に比較して太くなるが、顔に掛けた場合には安定感は高い。そして、樹脂製フレームは各種装飾が施され、例えば塗装、メッキ、印刷などを施すことによりカラフルでデザイン性に優れたメガネフレームとして仕上げることが出来る。
【0004】
すなわち、一般的に樹脂製フレームの外観は金属製フレームと比較すると高級感が得られにくく、その為に塗装やメッキなどの装飾が重視されている。樹脂製フレームへのメッキ処理方法はメッキ層を密着する為に、クロム酸などで微細な凹凸ができるようエッチングを施し、次に無電解メッキで下地を作り、その後レベリング性のある硫酸銅メッキやニッケルメッキなどの電気メッキで光沢性を出すようにしている。
【0005】
最近では、乾式メッキ(イオンプレーティングやスパッタリング等)により直接樹脂フレームにメッキを施すことも可能ではある。しかし、乾式メッキでレベリング性を出すことは難しく、ほとんどフレーム素材の表面状態がそのままメッキ後の外観となってしまい、装飾性が重視される樹脂製のメガネフレームには適さない。
【0006】
また、樹脂製フレームを構成する部品は金型によって射出成形されることが多く、金型の表面状態が悪かったり、射出成形される樹脂温度及び金型温度が適していない場合、あるいは離型剤の過剰など、射出成形時の条件が悪い場合には成形される部品表面の光沢性が不十分なものとなる。さらに、射出条件が良好でも部品の形状によってはウェルドマークなどの発生を避けることができない。
【0007】
一般に樹脂製フレーム部品の表面光沢を得る為にはバフ仕上げが必要となる。バフには荒仕上げ、綿バフなどがあり、最初に綿バフに研磨剤を入れて研磨し、仕上げバフで研磨剤なしで最終仕上げを行うのが一般的である。ただし、バフ仕上げが可能な形状は限られており、複雑な形状をしている部品全体を均等に磨いて光沢化するのは困難である。
【0008】
あるいは、塗装により部品表面の平滑化を行って光沢面を得ることも可能であるが、塗装される樹脂の硬化方法により様々な制約がある。例えば、加熱して硬化する場合には母材となる樹脂製部品の耐熱温度が塗装樹脂の焼き付け温度より高くないと変形したり、ガスの発生による外観が不良となる。また、熱の影響を最小限にする塗装として光硬化型の樹脂は存在するが、紫外線照射装置および反射鏡などの特別な設備を必要とし、コスト面や手間の面でも問題が発生する。
【0009】
実用新案登録第3144446号に係る「プラスチック眼鏡の装飾テンプル」は、適度の靱性を有する長手の棒状または板状の芯金部材は、基材の表面に金属光沢を有する金属メッキ層を被覆して、かつ、この金属メッキ層の表面には透明もしくは半透明の樹脂材料からなるクリア下地層を被覆するとともに、このクリア下地層の表面の少なくとも一部には、複数色の塗料からなる装飾図柄Pを構成する塗料層を設けて、この塗料層による装飾模様Pの間隙から前記金属メッキ層の金属光沢を露出せしめる一方、プラスチック材料から成る外生地の透視面を介して前記芯金部材の装飾図柄Pが外部から視認可能な状態で、外生地の内部に封入して一体化している。
【0010】
特開2003−191373号に係る「金属光沢表面を有する樹脂成形物」は、透明シートと、この透明シートの背面に形成された金属光沢層、及びこの金属光沢層の背面に一体成形された合成樹脂とで構成されている。透明シートは、透明性を有するポリカーボネート、ポリエステルシート等の耐熱性を有するシートからなり、金属光沢層は、透明シートの背面に蒸着により形成された金属蒸着層、又はミラーインキを用いた印刷により形成され印刷層である。
【0011】
このように、メガネフレームの部品に限らず、樹脂の成形部品表面を金属光沢面として装飾性を向上させた技術は色々存在している。しかし、本発明が対象とする樹脂製のメガネフレームは超弾性を有した部品で構成された柔軟性に優れたもので、このような特性を備えた部品の表面処理には適していなく、また上記従来技術の場合には作業工数も多くなる。
【0012】
【特許文献1】実用新案登録第3144446号に係る「プラスチック眼鏡の装飾テンプル」
【特許文献2】特開2003−191373号に係る「金属光沢表面を有する樹脂成形物」
【発明の開示】
【発明が解決しようとする課題】
【0013】
このように、従来の樹脂製フレームの部品表面を光沢処理するには上記のごとき問題がある。本発明が解決しようとする課題はこの問題点であり、表面をバフ研磨することなく、また複雑な工程の前処理を必要とせず、乾式メッキでありながら高い光沢を持つ金属表面に相当する外観を備えた樹脂製メガネフレーム及びその部品の製造方法を提供する。
【課題を解決するための手段】
【0014】
本発明に係る樹脂製メガネフレームはその表面に金属光沢面を形成するものであり、薬品の蒸気処理を用い樹脂部品の表面を光沢化処理する。そして、光沢を出すために被膜を厚くすることなく、樹脂部品本来の柔軟性を保持している。合成樹脂の耐薬品性はそれ程優れていないが、その為に選択を誤ると使用中に変形したり溶解してしまうことがある。本発明は、これを逆に利用して表面の光沢化を図り、薬品に直接浸漬することなく蒸気処理を利用している。
【0015】
樹脂部品に対し使用する薬品は、蒸気の気化具合をコントロールすることで該樹脂部品の表面を光沢化するもので、マスキング等を行うことにより部分的な光沢化も可能となる。ここで、使用される薬品は特に限定されるものではないが、トルエン、キシレンなどの炭化水素類、メタノール、IPAなどのアルコール類、酢酸メチルなどのエステル類、エチルエーテルなどのエーテル類、アセトンなどのケトン類といった有機溶剤が有効である。また、単一でなく混合物としての使用も可能である。
【0016】
蒸気の移動は主に拡散によって行われるので、その速度は蒸発面と外界との蒸気圧差と拡散係数に比例する。従って蒸発面における蒸気圧が大なるほど、蒸気圧差も大きくなり速度は速くなる。一般に液体の飽和蒸気圧は温度が高いほど高いので、温度を上げると速度は速くなる。従って薬品の温度を調整することでワークへの影響をコントロールし、最表面のみ溶解し光沢化することが可能となる。
【0017】
また、薬品と使うことなくクルミチップなどを使用して乾式ガラによって表面を研磨することもある。そして、その後洗浄して表面に真空蒸着にてチタン粉末又はクロムを部品表面に密着して厚さ0.05μ〜0.3μの蒸着膜を形成する。さらに温度150℃〜200℃の高温で塗装を施して厚さ10μ〜20μの塗装膜を形成することも可能である。
【0018】
ところで、本発明が対象とする樹脂製メガネフレームの部品とは、ポフェニルサルホン、又はポリエーテルイミドを材料として高温・高圧(温度350℃〜420℃、圧力1000kg/cm2〜3000kg/cm2)のもとで射出成形されるものであり、超弾性を備えた金属フレームに相当する特性を有す。そして、この材質を射出成形した部品は耐薬品性を備え、勿論耐熱性に優れている為に、上記の温度で変形したり溶融することはない。
【発明の効果】
【0019】
本発明によれば、塗装や非常に高度な技術を伴うバフ研磨を必要とせず、またバフ研磨しにくい複雑な形状の樹脂製フレーム部品であっても、蒸着処理を行うことによってその表面を光沢化することが可能となる。また、レベリング性のある銅メッキやニッケルメッキを必要としないため、超弾性を備えた本発明の樹脂製フレーム部品の特性を損なうことなくチタン粉末又はクロムを真空蒸着して蒸着膜を形成することで、金属の光沢面が形成される。さらに、従来から行われている合成樹脂へのメッキに使用される六価クロムなどの薬品使用量が低減され、環境保全に優れた処理方法となる。
【図面の簡単な説明】
【0020】
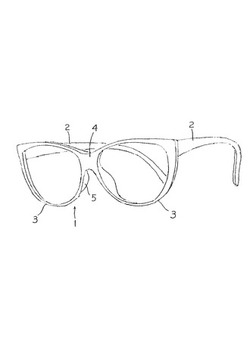
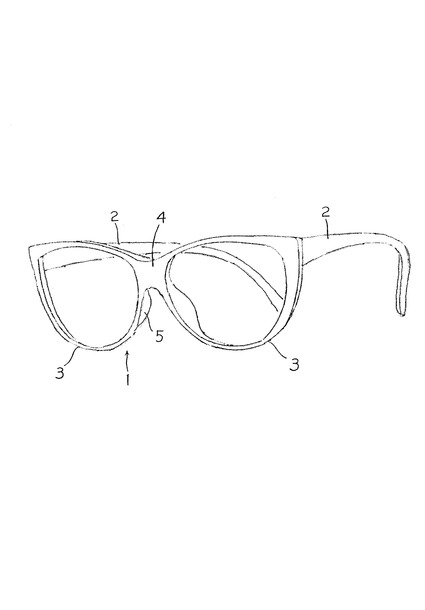
【図1】樹脂製のメガネフレームを示す外観図。
【図2】メガネフレーム部品の表面を金属光沢に処理する工程。
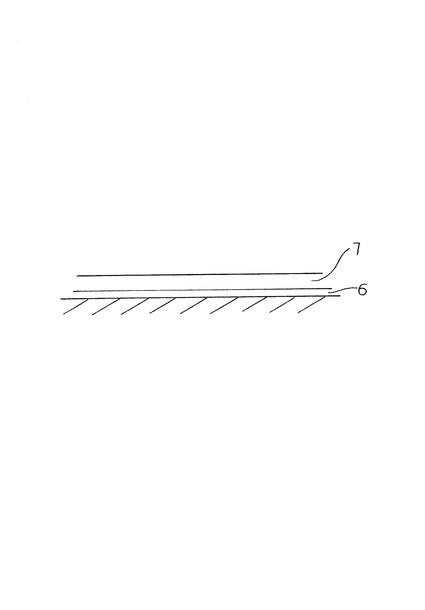
【図3】金属光沢処理した断面図拡大図。
【発明を実施するための形態】
【0021】
図1は一般的な樹脂製メガネフレームの外観図を示す実施例であり、同図の1はフロント部、2はツルをそれぞれ表している。ツル2,2はフロント部1の両側端に蝶番などの継手を介して折畳み出来るように取付けられ、またフロント部1にはレンズが嵌るリム部3,3が中央の連結部4の両側に左右対称に設けられている。そして、リム部3,3の中央側には鼻当てパット5,5が該リム部3,3と一体化して形成されている。
【0022】
本発明に係るメガネフレームは樹脂製であるが超弾性を備え、その為に一般的な図1に示しているメガネフレームよりは細くてスリムな外観を呈し、一見して金属製メガネフレームのように見える。勿論、同じ超弾性の樹脂を用いて射出成形することで、同図に示すような太目の部品を用いた樹脂製メガネフレームとすることは自由である。
【0023】
樹脂製メガネフレームは1枚のフロント部1と2本のツル2,2で構成され、該フロント部1とツル2は各々が別々の金型にて射出成形されるが、本発明の樹脂製メガネフレームはポリフェニルサルホン、又はポリエーテルイミドを材質として使用し、その為に成形された部品は超弾性、耐衝撃性、耐熱性、及び耐薬品性が高く、変形しても破損し難い。従って、金属製メガネフレームのように細いフレームとして構成することが可能となる。
【0024】
ところで、上記材質を射出成形することは極めて困難であるが、ペレットに含まれている水分を除去する為に乾燥し、乾燥したペレットを加熱する。そして射出成形温度を350℃〜420℃に設定し、樹脂の流動性を確保する。また、射出圧力を1000kg/cm2〜3000kg/cm2、好ましくは2000kg/cm2〜3000kg/cm2に加圧して成形する。
【0025】
ポリフェニルサルホンは、曲げ強度に関しては一般的な樹脂と大きな違いはないが、曲げ弾性率は24500kg/cm2(一般的な樹脂:19300kg/cm2)、アイゾット衝撃は70kg・cm/cm(一般的な樹脂:10kg・cm/cm)、熱変形温度は207℃(一般的な樹脂:80〜100℃)であり、曲げ弾性率、アイゾット衝撃、及び熱変形温度は従来の樹脂に比較して格段に高い値と成っている。そこで、該ポリフェニルサルホンを使用することで、曲げ強度、曲げ弾性、アイゾット衝撃の値は樹脂製でありながらスリムで細いメガネフレームを構成することを可能とし、アイゾット衝撃、曲げ弾性の値は超弾性のメガネフレームを構成する。
【0026】
ところが、このような物性を備えたポリフェニルサルホンは、一般的な樹脂に比較して流動性が低く、その為に高温・高圧のもとで射出成形が行なわれる。しかも、成形される予備工程としてポリフェニルサルホンを細かくしたペレットを乾燥する。乾燥の具体的な方法は問わないが、除湿乾燥機又は熱風乾燥機を使用して約150℃〜170℃の温度で2・5時間以上行なわれる。この予備乾燥は、ペレットに含まれる水分を除去し、成形品に銀条や膨れが発生することを防止するためであり、一般的な材料に比べて乾燥温度は約2倍としている。
【0027】
そして、予備乾燥工程を経て水分が除去されたペレットは約350℃〜420℃に加熱され、流動化されて成形されるが、射出成形用の金型はその表面温度が150℃〜230℃に成るように保温されている。上記成形温度並びに金型温度も従来の樹脂成形に比較して約2倍と成っている。特に成形温度は高く、ポリフェニルサルホンの流動性の向上を図っている。
【0028】
また、成形に先立って、射出成形機の加熱筒及びスクリューに別な材料が残存していないように清掃しなくてはならず、これはポリフェニルサルホンの粘度が極めて高いために異種材料の混入によって色むらや黒色が生じることを防止することにある。そして、上記成形温度のもとで成形される射出圧力は、2000kg/cm2〜3000kg/cm2が好ましく、この圧力も従来の射出成形圧力に比較して1000kg/cm2程高く、本発明では2倍の成形温度に加熱して高圧成形が行なわれる。そして、射出速度も高速の方が好ましい。
【0029】
さらに、成形されたメガネフレーム部品は靭性を向上させる為に、必要に応じて160℃〜200℃に加熱して約1時間のアニーリング処理が行なわれる。ところで、ポリフェニルサルホンを材料としてメガネフレーム部品を射出成形する場合、成形温度並びに射出圧力は高く、射出速度も高い方が好ましい訳であるが、さらには成形金型のゲートは大きく、時にはゲート数を多くしてポリフェニルサルホンの射出性を向上させている。
【0030】
図2は成形された部品の表面に金属光沢面を形成する為の処理工程を示している。ここで、成形部品とはポリフェニルサルホン又はポリエーテルイミドを材質として高温・高圧条件の下で射出成形された部品である。
(1)研磨工程
成形された状態の部品には細かいバリなどが残っている為に、手磨きで除去する。
(2)前処理
この前処理とは、クルミチップを用いて乾式ガラによる表面研磨であり、この研磨を行なうことで後工程での真空蒸着膜の密着性が向上する。
【0031】
(3)洗浄
前処理にて行なわれたクルミチップを用いた研磨の際に、表面に付着している汚れを超音波洗浄にて除去される。
(4)真空蒸着
この真空蒸着とはチタン粉末を蒸気化することで成形したフロント部1又はツル2の表面に密着する工程であり、形成される蒸着膜の厚さは0.05μ〜0.3μである。
【0032】
ところで、ポリフェニルサルホン又はポリエーテルイミドを材質として成形されたメガネフレーム部品であるフロント部1及びツル2を真空蒸着処理するに際して、使用する薬品としてはアセトンを用いた。ある大きさの容器(釜)にアセトンを適量入れ、ウォーターバスで液の温度を室温からアセトンの沸点56℃前後まで加熱・調整する。
【0033】
この容器内へメガネフレームの部品である複数のフロント部1,1・・・、ツル2,2・・・を治具に配列して取付けて所定の位置に配置し、アセトンの蒸気処理を行なう。この時の液温は58℃、処理時間は5秒であり、部品の表面状態の違いによって液温、蒸気処理時間を変更する必要はある。
真空蒸着処理によりフロント部1,1・・・、及びツル2,2・・・は、その最表面のみがゆっくり溶解することによって光沢が増し、イオンプレーティングにより直接チタン粉末をコーティングしたところ、きれいに磨かれた金属の鏡面のような外観が得られる。
【0034】
一方、上記チタン粉末の代わりにクロムを使用する場合もあり、その工程はチタン粉末を用いた場合と同じである。クロムをコーティングすることで、きれいに磨かれた金属の鏡面が形成される。
(5)高温塗装
上記の真空蒸着だけでもフロント部1及びツル2の表面は金属光沢面と成る。しかし、表面はチタン粉末又はクロムが蒸着した薄い蒸着膜であり、その色彩はシルバー色に限られる。そこで、本発明ではこの蒸着膜の上に約180℃の高温塗装を施して各種色彩(例えば、ブルー、ピンク、イエローなど)の金属光沢面が形成されるようにすることが出来る。
【0035】
本発明では、真空蒸着にて形成された薄い金属光沢膜の上に塗装することで該塗装膜も金属光沢面と成り、従来のように成形したフロント部1及びツル2に直接塗装しても本発明の金属光沢面は得られない。そして、下地と成る蒸着膜は0.05μ〜0.3μ、好ましくは0.1μが適しており、厚い蒸着膜の上に塗装しでは良好な金属光沢面を得ることは出来ない。その為に、塗装膜の厚さは10μ〜20μの範囲が好ましい。
【0036】
図3は蒸着膜6の上に塗装膜7を形成した積層構造を示す断面拡大図を表している。該蒸着膜6は基本的にシルバー色であるが、塗装膜7を形成することで色々な色彩の金属光沢を有す樹脂製フレーム部品が出来上がる。
【符号の説明】
【0037】
1 フロント部
2 ツル
3 リム部
4 連結部
5 鼻当てパット
6 蒸着膜
7 塗装膜
【技術分野】
【0001】
本発明は樹脂製でありながら金属面に相当する光沢を有すメガネフレーム及びその部品の製造方法に関するものである。
【背景技術】
【0002】
メガネフレームには金属製フレームと樹脂製フレームとがあり、それぞれに特徴があることから人の好みに応じて使われている。近年の金属製フレームはチタンなどの弾性が高くて細い線材を用いて構成され、その為に軽くてスリムでデザイン性に優れた形態と成っている。従って、長時間着用しても比較的疲れが少ないといった利点がある。
【0003】
これに対して、樹脂製フレームの場合には、フレームを構成する各部品(フロント部、ツル)は金属製部品に比較して太くなるが、顔に掛けた場合には安定感は高い。そして、樹脂製フレームは各種装飾が施され、例えば塗装、メッキ、印刷などを施すことによりカラフルでデザイン性に優れたメガネフレームとして仕上げることが出来る。
【0004】
すなわち、一般的に樹脂製フレームの外観は金属製フレームと比較すると高級感が得られにくく、その為に塗装やメッキなどの装飾が重視されている。樹脂製フレームへのメッキ処理方法はメッキ層を密着する為に、クロム酸などで微細な凹凸ができるようエッチングを施し、次に無電解メッキで下地を作り、その後レベリング性のある硫酸銅メッキやニッケルメッキなどの電気メッキで光沢性を出すようにしている。
【0005】
最近では、乾式メッキ(イオンプレーティングやスパッタリング等)により直接樹脂フレームにメッキを施すことも可能ではある。しかし、乾式メッキでレベリング性を出すことは難しく、ほとんどフレーム素材の表面状態がそのままメッキ後の外観となってしまい、装飾性が重視される樹脂製のメガネフレームには適さない。
【0006】
また、樹脂製フレームを構成する部品は金型によって射出成形されることが多く、金型の表面状態が悪かったり、射出成形される樹脂温度及び金型温度が適していない場合、あるいは離型剤の過剰など、射出成形時の条件が悪い場合には成形される部品表面の光沢性が不十分なものとなる。さらに、射出条件が良好でも部品の形状によってはウェルドマークなどの発生を避けることができない。
【0007】
一般に樹脂製フレーム部品の表面光沢を得る為にはバフ仕上げが必要となる。バフには荒仕上げ、綿バフなどがあり、最初に綿バフに研磨剤を入れて研磨し、仕上げバフで研磨剤なしで最終仕上げを行うのが一般的である。ただし、バフ仕上げが可能な形状は限られており、複雑な形状をしている部品全体を均等に磨いて光沢化するのは困難である。
【0008】
あるいは、塗装により部品表面の平滑化を行って光沢面を得ることも可能であるが、塗装される樹脂の硬化方法により様々な制約がある。例えば、加熱して硬化する場合には母材となる樹脂製部品の耐熱温度が塗装樹脂の焼き付け温度より高くないと変形したり、ガスの発生による外観が不良となる。また、熱の影響を最小限にする塗装として光硬化型の樹脂は存在するが、紫外線照射装置および反射鏡などの特別な設備を必要とし、コスト面や手間の面でも問題が発生する。
【0009】
実用新案登録第3144446号に係る「プラスチック眼鏡の装飾テンプル」は、適度の靱性を有する長手の棒状または板状の芯金部材は、基材の表面に金属光沢を有する金属メッキ層を被覆して、かつ、この金属メッキ層の表面には透明もしくは半透明の樹脂材料からなるクリア下地層を被覆するとともに、このクリア下地層の表面の少なくとも一部には、複数色の塗料からなる装飾図柄Pを構成する塗料層を設けて、この塗料層による装飾模様Pの間隙から前記金属メッキ層の金属光沢を露出せしめる一方、プラスチック材料から成る外生地の透視面を介して前記芯金部材の装飾図柄Pが外部から視認可能な状態で、外生地の内部に封入して一体化している。
【0010】
特開2003−191373号に係る「金属光沢表面を有する樹脂成形物」は、透明シートと、この透明シートの背面に形成された金属光沢層、及びこの金属光沢層の背面に一体成形された合成樹脂とで構成されている。透明シートは、透明性を有するポリカーボネート、ポリエステルシート等の耐熱性を有するシートからなり、金属光沢層は、透明シートの背面に蒸着により形成された金属蒸着層、又はミラーインキを用いた印刷により形成され印刷層である。
【0011】
このように、メガネフレームの部品に限らず、樹脂の成形部品表面を金属光沢面として装飾性を向上させた技術は色々存在している。しかし、本発明が対象とする樹脂製のメガネフレームは超弾性を有した部品で構成された柔軟性に優れたもので、このような特性を備えた部品の表面処理には適していなく、また上記従来技術の場合には作業工数も多くなる。
【0012】
【特許文献1】実用新案登録第3144446号に係る「プラスチック眼鏡の装飾テンプル」
【特許文献2】特開2003−191373号に係る「金属光沢表面を有する樹脂成形物」
【発明の開示】
【発明が解決しようとする課題】
【0013】
このように、従来の樹脂製フレームの部品表面を光沢処理するには上記のごとき問題がある。本発明が解決しようとする課題はこの問題点であり、表面をバフ研磨することなく、また複雑な工程の前処理を必要とせず、乾式メッキでありながら高い光沢を持つ金属表面に相当する外観を備えた樹脂製メガネフレーム及びその部品の製造方法を提供する。
【課題を解決するための手段】
【0014】
本発明に係る樹脂製メガネフレームはその表面に金属光沢面を形成するものであり、薬品の蒸気処理を用い樹脂部品の表面を光沢化処理する。そして、光沢を出すために被膜を厚くすることなく、樹脂部品本来の柔軟性を保持している。合成樹脂の耐薬品性はそれ程優れていないが、その為に選択を誤ると使用中に変形したり溶解してしまうことがある。本発明は、これを逆に利用して表面の光沢化を図り、薬品に直接浸漬することなく蒸気処理を利用している。
【0015】
樹脂部品に対し使用する薬品は、蒸気の気化具合をコントロールすることで該樹脂部品の表面を光沢化するもので、マスキング等を行うことにより部分的な光沢化も可能となる。ここで、使用される薬品は特に限定されるものではないが、トルエン、キシレンなどの炭化水素類、メタノール、IPAなどのアルコール類、酢酸メチルなどのエステル類、エチルエーテルなどのエーテル類、アセトンなどのケトン類といった有機溶剤が有効である。また、単一でなく混合物としての使用も可能である。
【0016】
蒸気の移動は主に拡散によって行われるので、その速度は蒸発面と外界との蒸気圧差と拡散係数に比例する。従って蒸発面における蒸気圧が大なるほど、蒸気圧差も大きくなり速度は速くなる。一般に液体の飽和蒸気圧は温度が高いほど高いので、温度を上げると速度は速くなる。従って薬品の温度を調整することでワークへの影響をコントロールし、最表面のみ溶解し光沢化することが可能となる。
【0017】
また、薬品と使うことなくクルミチップなどを使用して乾式ガラによって表面を研磨することもある。そして、その後洗浄して表面に真空蒸着にてチタン粉末又はクロムを部品表面に密着して厚さ0.05μ〜0.3μの蒸着膜を形成する。さらに温度150℃〜200℃の高温で塗装を施して厚さ10μ〜20μの塗装膜を形成することも可能である。
【0018】
ところで、本発明が対象とする樹脂製メガネフレームの部品とは、ポフェニルサルホン、又はポリエーテルイミドを材料として高温・高圧(温度350℃〜420℃、圧力1000kg/cm2〜3000kg/cm2)のもとで射出成形されるものであり、超弾性を備えた金属フレームに相当する特性を有す。そして、この材質を射出成形した部品は耐薬品性を備え、勿論耐熱性に優れている為に、上記の温度で変形したり溶融することはない。
【発明の効果】
【0019】
本発明によれば、塗装や非常に高度な技術を伴うバフ研磨を必要とせず、またバフ研磨しにくい複雑な形状の樹脂製フレーム部品であっても、蒸着処理を行うことによってその表面を光沢化することが可能となる。また、レベリング性のある銅メッキやニッケルメッキを必要としないため、超弾性を備えた本発明の樹脂製フレーム部品の特性を損なうことなくチタン粉末又はクロムを真空蒸着して蒸着膜を形成することで、金属の光沢面が形成される。さらに、従来から行われている合成樹脂へのメッキに使用される六価クロムなどの薬品使用量が低減され、環境保全に優れた処理方法となる。
【図面の簡単な説明】
【0020】
【図1】樹脂製のメガネフレームを示す外観図。
【図2】メガネフレーム部品の表面を金属光沢に処理する工程。
【図3】金属光沢処理した断面図拡大図。
【発明を実施するための形態】
【0021】
図1は一般的な樹脂製メガネフレームの外観図を示す実施例であり、同図の1はフロント部、2はツルをそれぞれ表している。ツル2,2はフロント部1の両側端に蝶番などの継手を介して折畳み出来るように取付けられ、またフロント部1にはレンズが嵌るリム部3,3が中央の連結部4の両側に左右対称に設けられている。そして、リム部3,3の中央側には鼻当てパット5,5が該リム部3,3と一体化して形成されている。
【0022】
本発明に係るメガネフレームは樹脂製であるが超弾性を備え、その為に一般的な図1に示しているメガネフレームよりは細くてスリムな外観を呈し、一見して金属製メガネフレームのように見える。勿論、同じ超弾性の樹脂を用いて射出成形することで、同図に示すような太目の部品を用いた樹脂製メガネフレームとすることは自由である。
【0023】
樹脂製メガネフレームは1枚のフロント部1と2本のツル2,2で構成され、該フロント部1とツル2は各々が別々の金型にて射出成形されるが、本発明の樹脂製メガネフレームはポリフェニルサルホン、又はポリエーテルイミドを材質として使用し、その為に成形された部品は超弾性、耐衝撃性、耐熱性、及び耐薬品性が高く、変形しても破損し難い。従って、金属製メガネフレームのように細いフレームとして構成することが可能となる。
【0024】
ところで、上記材質を射出成形することは極めて困難であるが、ペレットに含まれている水分を除去する為に乾燥し、乾燥したペレットを加熱する。そして射出成形温度を350℃〜420℃に設定し、樹脂の流動性を確保する。また、射出圧力を1000kg/cm2〜3000kg/cm2、好ましくは2000kg/cm2〜3000kg/cm2に加圧して成形する。
【0025】
ポリフェニルサルホンは、曲げ強度に関しては一般的な樹脂と大きな違いはないが、曲げ弾性率は24500kg/cm2(一般的な樹脂:19300kg/cm2)、アイゾット衝撃は70kg・cm/cm(一般的な樹脂:10kg・cm/cm)、熱変形温度は207℃(一般的な樹脂:80〜100℃)であり、曲げ弾性率、アイゾット衝撃、及び熱変形温度は従来の樹脂に比較して格段に高い値と成っている。そこで、該ポリフェニルサルホンを使用することで、曲げ強度、曲げ弾性、アイゾット衝撃の値は樹脂製でありながらスリムで細いメガネフレームを構成することを可能とし、アイゾット衝撃、曲げ弾性の値は超弾性のメガネフレームを構成する。
【0026】
ところが、このような物性を備えたポリフェニルサルホンは、一般的な樹脂に比較して流動性が低く、その為に高温・高圧のもとで射出成形が行なわれる。しかも、成形される予備工程としてポリフェニルサルホンを細かくしたペレットを乾燥する。乾燥の具体的な方法は問わないが、除湿乾燥機又は熱風乾燥機を使用して約150℃〜170℃の温度で2・5時間以上行なわれる。この予備乾燥は、ペレットに含まれる水分を除去し、成形品に銀条や膨れが発生することを防止するためであり、一般的な材料に比べて乾燥温度は約2倍としている。
【0027】
そして、予備乾燥工程を経て水分が除去されたペレットは約350℃〜420℃に加熱され、流動化されて成形されるが、射出成形用の金型はその表面温度が150℃〜230℃に成るように保温されている。上記成形温度並びに金型温度も従来の樹脂成形に比較して約2倍と成っている。特に成形温度は高く、ポリフェニルサルホンの流動性の向上を図っている。
【0028】
また、成形に先立って、射出成形機の加熱筒及びスクリューに別な材料が残存していないように清掃しなくてはならず、これはポリフェニルサルホンの粘度が極めて高いために異種材料の混入によって色むらや黒色が生じることを防止することにある。そして、上記成形温度のもとで成形される射出圧力は、2000kg/cm2〜3000kg/cm2が好ましく、この圧力も従来の射出成形圧力に比較して1000kg/cm2程高く、本発明では2倍の成形温度に加熱して高圧成形が行なわれる。そして、射出速度も高速の方が好ましい。
【0029】
さらに、成形されたメガネフレーム部品は靭性を向上させる為に、必要に応じて160℃〜200℃に加熱して約1時間のアニーリング処理が行なわれる。ところで、ポリフェニルサルホンを材料としてメガネフレーム部品を射出成形する場合、成形温度並びに射出圧力は高く、射出速度も高い方が好ましい訳であるが、さらには成形金型のゲートは大きく、時にはゲート数を多くしてポリフェニルサルホンの射出性を向上させている。
【0030】
図2は成形された部品の表面に金属光沢面を形成する為の処理工程を示している。ここで、成形部品とはポリフェニルサルホン又はポリエーテルイミドを材質として高温・高圧条件の下で射出成形された部品である。
(1)研磨工程
成形された状態の部品には細かいバリなどが残っている為に、手磨きで除去する。
(2)前処理
この前処理とは、クルミチップを用いて乾式ガラによる表面研磨であり、この研磨を行なうことで後工程での真空蒸着膜の密着性が向上する。
【0031】
(3)洗浄
前処理にて行なわれたクルミチップを用いた研磨の際に、表面に付着している汚れを超音波洗浄にて除去される。
(4)真空蒸着
この真空蒸着とはチタン粉末を蒸気化することで成形したフロント部1又はツル2の表面に密着する工程であり、形成される蒸着膜の厚さは0.05μ〜0.3μである。
【0032】
ところで、ポリフェニルサルホン又はポリエーテルイミドを材質として成形されたメガネフレーム部品であるフロント部1及びツル2を真空蒸着処理するに際して、使用する薬品としてはアセトンを用いた。ある大きさの容器(釜)にアセトンを適量入れ、ウォーターバスで液の温度を室温からアセトンの沸点56℃前後まで加熱・調整する。
【0033】
この容器内へメガネフレームの部品である複数のフロント部1,1・・・、ツル2,2・・・を治具に配列して取付けて所定の位置に配置し、アセトンの蒸気処理を行なう。この時の液温は58℃、処理時間は5秒であり、部品の表面状態の違いによって液温、蒸気処理時間を変更する必要はある。
真空蒸着処理によりフロント部1,1・・・、及びツル2,2・・・は、その最表面のみがゆっくり溶解することによって光沢が増し、イオンプレーティングにより直接チタン粉末をコーティングしたところ、きれいに磨かれた金属の鏡面のような外観が得られる。
【0034】
一方、上記チタン粉末の代わりにクロムを使用する場合もあり、その工程はチタン粉末を用いた場合と同じである。クロムをコーティングすることで、きれいに磨かれた金属の鏡面が形成される。
(5)高温塗装
上記の真空蒸着だけでもフロント部1及びツル2の表面は金属光沢面と成る。しかし、表面はチタン粉末又はクロムが蒸着した薄い蒸着膜であり、その色彩はシルバー色に限られる。そこで、本発明ではこの蒸着膜の上に約180℃の高温塗装を施して各種色彩(例えば、ブルー、ピンク、イエローなど)の金属光沢面が形成されるようにすることが出来る。
【0035】
本発明では、真空蒸着にて形成された薄い金属光沢膜の上に塗装することで該塗装膜も金属光沢面と成り、従来のように成形したフロント部1及びツル2に直接塗装しても本発明の金属光沢面は得られない。そして、下地と成る蒸着膜は0.05μ〜0.3μ、好ましくは0.1μが適しており、厚い蒸着膜の上に塗装しでは良好な金属光沢面を得ることは出来ない。その為に、塗装膜の厚さは10μ〜20μの範囲が好ましい。
【0036】
図3は蒸着膜6の上に塗装膜7を形成した積層構造を示す断面拡大図を表している。該蒸着膜6は基本的にシルバー色であるが、塗装膜7を形成することで色々な色彩の金属光沢を有す樹脂製フレーム部品が出来上がる。
【符号の説明】
【0037】
1 フロント部
2 ツル
3 リム部
4 連結部
5 鼻当てパット
6 蒸着膜
7 塗装膜
【特許請求の範囲】
【請求項1】
樹脂製メガネフレームを構成する部品の製造方法において、材質となる樹脂としてポリフェニルサルホン又はポリエーテルイミドを使用し、ポリフェニルサルホン又はポリエーテルイミドのペレットの水分を除去する為にペレットを乾燥し、乾燥した該ペレットを350℃〜420℃に加熱して圧力1000kg/cm2〜3000kg/cm2にて射出成形したことを特徴とする樹脂製メガネフレーム部品の製造方法。
【請求項2】
樹脂製メガネフレームを構成する部品の製造方法において、材質となる樹脂としてポリフェニルサルホン又はポリエーテルイミドを使用し、ポリフェニルサルホン又はポリエーテルイミドのペレットの水分を除去する為にペレットを乾燥し、乾燥した該ペレットを350℃〜420℃に加熱して圧力1000kg/cm2〜3000kg/cm2にて射出成形し、上記成形部品を研磨し、またクルミチップを使用して乾式ガラによって表面を研磨し、その後洗浄して表面に真空蒸着にてチタン粉末又はクロムを部品表面に密着して厚さ0.05μ〜0.3μの蒸着膜を形成したことを特徴とする樹脂製メガネフレーム部品の製造方法。
【請求項3】
樹脂製メガネフレームを構成する部品の製造方法において、材質となる樹脂としてポリフェニルサルホン又はポリエーテルイミドを使用し、ポリフェニルサルホン又はポリエーテルイミドのペレットの水分を除去する為にペレットを乾燥し、乾燥した該ペレットを350℃〜420℃に加熱して圧力1000kg/cm2〜3000kg/cm2にて射出成形し、上記成形部品を研磨し、またクルミチップを使用して乾式ガラによって表面を研磨し、その後洗浄して表面に真空蒸着にてチタン粉末又はクロムを部品表面に密着して厚さ0.05μ〜0.3μの蒸着膜を形成し、さらに温度150℃〜200℃の高温で塗装を施して厚さ10μ〜20μの塗装膜を形成したことを特徴とする樹脂製メガネフレーム部品の製造方法。
【請求項4】
射出成形する金型の温度を150℃〜230℃に保温した請求項1、請求項2、又は請求項3記載の樹脂製メガネフレーム部品の製造方法。
【請求項5】
成形部品の表面研磨手段として、トルエン、キシレンなどの炭化水素類、メタノール、IPAなどのアルコール類、酢酸メチルなどのエステル類、エチルエーテルなどのエーテル類、アセトンなどのケトン類といった有機溶剤を用いて蒸気処理する請求項2、請求項3、又は請求項4記載の樹脂製メガネフレーム部品の製造方法。
【請求項6】
樹脂製メガネフレームにおいて、その部品となるフロント部及びツルはポリフェニルサルホン又はポリエーテルイミドを使用して所定の形状に射出成形されたもので、上記フロント部及びツルの表面に厚さが0.05μ〜0.3μのチタン粉末又はクロムを密着した蒸着膜を形成したことを特徴とする樹脂製メガネフレーム。
【請求項7】
樹脂製メガネフレームにおいて、その部品となるフロント部及びツルはポリフェニルサルホン又はポリエーテルイミドを使用して所定の形状に射出成形されたもので、上記フロント部及びツルの表面に厚さが0.05μ〜0.3μのチタン粉末又はクロムを密着した蒸着膜を形成し、上記蒸着膜の上に150℃〜200℃の高温で塗装した厚さ10μ〜20μの塗装膜を形成したことを特徴とする樹脂製メガネフレーム。
【請求項1】
樹脂製メガネフレームを構成する部品の製造方法において、材質となる樹脂としてポリフェニルサルホン又はポリエーテルイミドを使用し、ポリフェニルサルホン又はポリエーテルイミドのペレットの水分を除去する為にペレットを乾燥し、乾燥した該ペレットを350℃〜420℃に加熱して圧力1000kg/cm2〜3000kg/cm2にて射出成形したことを特徴とする樹脂製メガネフレーム部品の製造方法。
【請求項2】
樹脂製メガネフレームを構成する部品の製造方法において、材質となる樹脂としてポリフェニルサルホン又はポリエーテルイミドを使用し、ポリフェニルサルホン又はポリエーテルイミドのペレットの水分を除去する為にペレットを乾燥し、乾燥した該ペレットを350℃〜420℃に加熱して圧力1000kg/cm2〜3000kg/cm2にて射出成形し、上記成形部品を研磨し、またクルミチップを使用して乾式ガラによって表面を研磨し、その後洗浄して表面に真空蒸着にてチタン粉末又はクロムを部品表面に密着して厚さ0.05μ〜0.3μの蒸着膜を形成したことを特徴とする樹脂製メガネフレーム部品の製造方法。
【請求項3】
樹脂製メガネフレームを構成する部品の製造方法において、材質となる樹脂としてポリフェニルサルホン又はポリエーテルイミドを使用し、ポリフェニルサルホン又はポリエーテルイミドのペレットの水分を除去する為にペレットを乾燥し、乾燥した該ペレットを350℃〜420℃に加熱して圧力1000kg/cm2〜3000kg/cm2にて射出成形し、上記成形部品を研磨し、またクルミチップを使用して乾式ガラによって表面を研磨し、その後洗浄して表面に真空蒸着にてチタン粉末又はクロムを部品表面に密着して厚さ0.05μ〜0.3μの蒸着膜を形成し、さらに温度150℃〜200℃の高温で塗装を施して厚さ10μ〜20μの塗装膜を形成したことを特徴とする樹脂製メガネフレーム部品の製造方法。
【請求項4】
射出成形する金型の温度を150℃〜230℃に保温した請求項1、請求項2、又は請求項3記載の樹脂製メガネフレーム部品の製造方法。
【請求項5】
成形部品の表面研磨手段として、トルエン、キシレンなどの炭化水素類、メタノール、IPAなどのアルコール類、酢酸メチルなどのエステル類、エチルエーテルなどのエーテル類、アセトンなどのケトン類といった有機溶剤を用いて蒸気処理する請求項2、請求項3、又は請求項4記載の樹脂製メガネフレーム部品の製造方法。
【請求項6】
樹脂製メガネフレームにおいて、その部品となるフロント部及びツルはポリフェニルサルホン又はポリエーテルイミドを使用して所定の形状に射出成形されたもので、上記フロント部及びツルの表面に厚さが0.05μ〜0.3μのチタン粉末又はクロムを密着した蒸着膜を形成したことを特徴とする樹脂製メガネフレーム。
【請求項7】
樹脂製メガネフレームにおいて、その部品となるフロント部及びツルはポリフェニルサルホン又はポリエーテルイミドを使用して所定の形状に射出成形されたもので、上記フロント部及びツルの表面に厚さが0.05μ〜0.3μのチタン粉末又はクロムを密着した蒸着膜を形成し、上記蒸着膜の上に150℃〜200℃の高温で塗装した厚さ10μ〜20μの塗装膜を形成したことを特徴とする樹脂製メガネフレーム。
【図1】


【図2】

【図3】
【図2】
【図3】
【公開番号】特開2012−237973(P2012−237973A)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願番号】特願2012−43632(P2012−43632)
【出願日】平成24年2月29日(2012.2.29)
【出願人】(599030046)有限会社ミラクル (3)
【Fターム(参考)】
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願日】平成24年2月29日(2012.2.29)
【出願人】(599030046)有限会社ミラクル (3)
【Fターム(参考)】
[ Back to top ]