
Fターム[4F206AA32]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリエーテル(←ポリエチレンオセサイド) (65)
Fターム[4F206AA32]に分類される特許
1 - 20 / 65
少なくとも一つの硬質部材と少なくとも一つの軟質部材を含む複合材料
【課題】高いレベルの電磁波遮蔽性を有する複合材料の提供。
【解決手段】導電性添加剤を含む弾性率が1000MPa以上である少なくとも一つの硬質部材と、導電性添加剤を含む弾性率が500MPa以下である少なくとも一つの軟質部材とが結合したプラスチック複合材料であり、前記複合材料の導電率は0.01S/cmよりも大きく、表面導電率は0.1S/cmよりも大きく、さらに、複合材料の結合強度は少なくとも0.5N/mm2である。
(もっと読む)
複合光学部品の製造方法
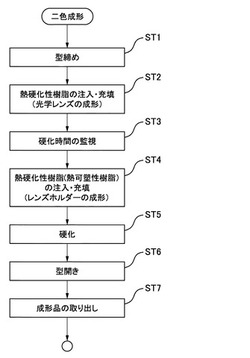
【課題】樹脂製の光学レンズと樹脂製のレンズホルダーが一体化された複合光学部品を、工数を増やすことなく、双方の部品を確実に接合した状態で精度良く製造すること。
【解決手段】光学レンズ2とレンズホルダー3を備えた複合光学部品1の製造方法では、熱硬化性樹脂である第1樹脂を用いて光学レンズ2を射出成形し(ST2)、光学レンズ2の熱硬化性樹脂の架橋反応が終了する前の段階において熱硬化性樹脂あるいは熱可塑性樹脂である第2樹脂を用いてレンズホルダー3を射出成形する(ST3、4)。レンズホルダー成形用の樹脂の射出充填後において光学レンズ2の樹脂の架橋反応が進行して、レンズホルダー3の側の樹脂との間で架橋構造による接合状態が形成される。耐熱性に優れた複合光学部品を得ることができ、光照射などの架橋の工程を別途追加することなく、双方の部品2、3を確実に接合して一体化できる。
(もっと読む)
繊維状フィラー入り樹脂からなる射出成形品の製造方法

【課題】板状の射出成形品の板面方向の特性の等方性を確保できると共に十分な特性を得ることのできる繊維状フィラー入り樹脂からなる射出成形品の製造方法を提案すること。
【解決手段】射出成形品1は四層の樹脂層2〜5が板厚方向に積層された断面構成となっており、各樹脂層2〜5ではそれぞれ繊維状フィラー6の配向方向2a〜5aが揃っており、各樹脂層2〜5の間ではそれぞれの配向方向2a〜5aが異なる方向となっている。各樹脂層に対応する個数のゲートから繊維状フィラー入り溶融樹脂を金型キャビティに注入して充填することで各樹脂層における繊維状フィラー入り溶融樹脂の流れ方向を制御して各樹脂層2〜5において繊維状フィラー6の配向方向2a〜5aを揃えている。
(もっと読む)
樹脂製メガネフレーム及びその部品の製造方法
【課題】表面に金属光沢面を形成した樹脂製メガネフレームを提供する。
【解決手段】メガネフレームの部品となるフロント部1及びツル2,2はポリフェニルサルホン又はポリエーテルイミドを使用して所定の形状に射出成形されたもので、上記フロント部1及びツル2の表面に厚さが0.05μ〜0.3μのチタン粉末を密着した蒸着膜を形成し、該蒸着膜の上に150℃〜200℃の高温で塗装した厚さ10μ〜20μの塗装膜を形成している。
(もっと読む)
転がり軸受保持器
【課題】質量を著しく増大させずに保持器音の発生を抑制できる転がり軸受用合成樹脂製保持器を提供すること。
【解決手段】引張り強度が3〜8.5GPa、引張り弾性率が220〜700GPa、伸度が1.0〜2.2%である炭素繊維に熱硬化性樹脂を含浸させた後、円環状に形成して硬化させた炭素繊維強化樹脂からなる芯材10aを、保持器の射出成形時に保持器円環部10の少なくとも1箇所にインサートすることで、円環部10の全周にわたり炭素繊維強化樹脂の芯材10aがインサートされた合成樹脂製保持器1を得る。
(もっと読む)
高熱伝導性樹脂組成物の製造方法および成形体の製造方法
【課題】熱伝導率が高い高熱伝導性樹脂組成物が得られる製造方法を提供する。
【解決手段】本発明の高熱伝導性樹脂組成物の製造方法は、下記一般式(1)または(2)で示される繰り返し単位を主として有する熱可塑性液晶樹脂、または、前記熱可塑性液晶樹脂および無機充填剤を、上記熱可塑性液晶樹脂が等方相から液晶相への相転移を経る温度条件下にて混練する工程を含むことを特徴とする製造方法である。
−A1−x−A2−OCO(CH2)mCOO− ...(1)
−A1−x−A2−COO(CH2)mOCO− ...(2)
(式中、A1およびA2は、各々独立して芳香族基等、縮合芳香族基、脂環基、脂環式複素環基から選ばれる置換基を示す。xは、各々独立して直接結合等からなる群から選ばれる2価の置換基を示す。mは2〜20の整数を示す。)
(もっと読む)
インモールド成形の製作方法及びその製作方法を使用したケース
【課題】本発明は、皮革の外観及び触感をもつケースを成形させることが可能な、インモールド射出の成形金型内に用いられるインモールド成形(In−Mold Roller)の製作方法、及びインモールド成形の製作方法によって製作されたケースを提供する。
【解決手段】インモールド成形の製作方法は、射出成形金型を提供する工程と、インモールド成形フィルムを射出成形機台上に提供する工程と、射出成形可能材料を提供する工程と、射出成形可能材料とインモールド成形フィルムを射出成形金型内に設ける工程と、射出成形で模様構造と同じ模様をもつケースを形成させる工程とからなり、射出成形金型は、キャビティ、及びキャビティと対応するコアとからなり、キャビティは模様構造を有する。
(もっと読む)
樹脂内装パネル
【課題】外観見栄えを悪化させることなく、かつ成形サイクルが短くスキン層が薄くて触感の良いパッドを備えた樹脂内装パネルを提供する。
【解決手段】側面部7の延出端に基材9が外側に向かって一体に延出する基材延出部分からなる断面略L字状のフランジ部19を基材9を露出させて形成し、フランジ部19に、側面部7延出方向に凹み、パッド13成形時に基材9とパット側成形型105との間のキャビティ114に第二樹脂R2を導入する凹状溝部21をパッド13成形時のパッド側成形型105後退量D2よりも深く形成する。
(もっと読む)
動力伝達系成形品の製造方法及び装置
【課題】 添加材を含む樹脂組成物からなる動力伝達用ホイール等の製造に際し、添加材の配向の向きを添加の目的に応じて制御できるようにすること。
【解決手段】 金型100のキャビティ13に、溶融樹脂に磁性材料からなる添加材を添加した樹脂組成物を注入して固化させる動力伝達系成形品1の製造方法であって、金型100に設けた磁場配向手段20により、金型100に注入された固化前の樹脂成形物に磁場を印加し、磁性材料からなる添加材を一定方向に配向するもの。
(もっと読む)
基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物および基板収納容器用ガスケット成形体
【課題】射出成形性、柔軟性に優れ、かつ発生する揮発性ガスが少ないことによる基板表面に付着する有機物の少ない基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物および基板収納容器用ガスケット成形体を提供する。
【解決手段】引張弾性率が30MPa以上であるポリエーテルエステルブロック共重合体(A)50〜98重量%と、水素添加されたスチレン系エラストマー(b1)および/またはオレフィン系エラストマー(b2)から選ばれた1種以上の熱可塑性エラストマー(B)2〜50重量%とからなり、前記熱可塑性エラストマー(B)を分散相とする熱可塑性エラストマー樹脂組成物であって、引張弾性率が40MPa以下であり、かつスタティックヘッドスペース法にて80℃、2時間の加熱条件で測定される揮発性ガス量が重量当たり3ppm以下であることを特徴とする基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物。
(もっと読む)
オリゴ(フェニレンオキシ)基含有環状ホスファゼン化合物およびその製造方法
【課題】高温信頼性及び機械的特性を損なわずに樹脂成形体の難燃性及び誘電特性を高める環状ホスファゼン化合物を提供する。
【解決手段】式(1)のオリゴ(フェニレンオキシ)基含有環状ホスファゼン化合物。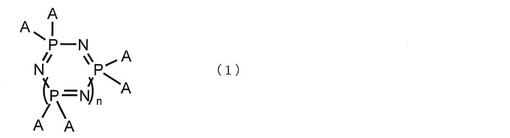
式(1)中、nは1〜6の整数を示し、Aは少なくとも一つがオリゴ(フェニレンオキシ)基置換フェニレンオキシ基であり、他が炭素数6〜20のアリールオキシ基である。
(もっと読む)
ランプリフレクタ成形体
【課題】耐熱性と剛性を兼ね備えながら表面平滑性に優れるランプリフレクタ成形体を提供すること。
【解決手段】固定金型部と可動金型部からなる金型を型締め工程、
該金型キャビティ内で熱可塑性樹脂を成形する工程、
該キャビティ内へ型内被覆組成物を注入する工程、
注入した該型内被覆組成物が脱型可能になるように硬化させる工程、
該型内被覆組成物が被覆された型内被覆成形体を金型から取り出す工程、
金型から取り出した該型内被覆成形体の一部に金属膜を被覆させる工程
により製造されるランプリフレクタ成形体において、
該熱可塑性樹脂が、ガラス繊維、カーボン繊維、無機ウィスカー及び非繊維状無機フィラーのいずれか1種を1〜50質量%含有し、PEI樹脂、PPE樹脂、PPS樹脂、ポリアリーレンスルフィド樹脂、PC樹脂、PET樹脂、PBT樹脂、PA樹脂、PP樹脂、ABS樹脂又はこれらのアロイのいずれかであるランプリフレクタ成形体。
(もっと読む)
熱可塑性樹脂組成物
【課題】射出成形した際の金型離型性に優れ、且つMD、外観不良及び剥離不良を顕著に改善する熱可塑性樹脂組成物及びその成形品を提供する。
【解決手段】ポリフェニレンエーテル系樹脂と、(A)ポリオレフィン系樹脂と、(B)非芳香族系鉱物油と、を含む熱可塑性樹脂組成物であって、前記(A)ポリオレフィン系樹脂及び前記(B)非芳香族系鉱物油の合計量が0.3〜5.0質量%である、熱可塑性樹脂組成物である。
(もっと読む)
ポリスチレン系樹脂組成物及びその成形体
【課題】シンジオタクチック構造を有するポリスチレン系樹脂の優れた耐熱性を最大限に発揮し、かつ、植物度が高く環境負荷の低い樹脂組成物及びその成形体を提供する。
【解決手段】本発明は、
(A)シンジオタクチック構造を有するポリスチレン系樹脂100質量部に対し、
(B)ポリ乳酸系樹脂1〜150質量部、
(C)酸変性したポリフェニレンエーテル樹脂0.01〜15質量部、
(D)シンジオタクチック構造を有するポリスチレン系樹脂以外の熱可塑性樹脂及びゴム状弾性体1〜80質量部、
を含むシンジオタクチックポリスチレン系樹脂組成物、並びに、該シンジオタクチックポリスチレン系樹脂組成物を成形してなる成形体、それを含む日用品、特に弁当箱、箸である。
(もっと読む)
ギアボックス用樹脂成形体
【課題】優れた静音化性能と、寸法精度、表面平滑性、及び摺動性を兼ね備えたギアボックス用樹脂成形体を提供する。
【解決手段】非晶性熱可塑性樹脂を含有し、23℃の温度条件下で、片端固定定常加振法において、半値幅法により測定した2次共振ピークの損失係数(η)が0.03〜0.10であり、かつ射出成形品の中心線表面粗さ(Ra)が0.4μm以下となる樹脂組成物により構成されているギアボックス用樹脂成形体を提供する。
(もっと読む)
半径流圧縮機のプラスチックハウジング
本発明は、吸気管(4)、圧縮機通風管(7)および出口管(5)を備える半径流圧縮機のハウジング(1)に関し、ハウジングは、繊維強化熱可塑性プラスチックポリマー合成物で作製された、少なくとも上部ハウジング部材(3)および下部ハウジング部材(2)を含むハウジング本体部(基本構造)を有し、また、部材(2および3)は、統合化した2段階射出成形工程で、作製され、ともに組み立てられ、互いに固定されている。本発明は、さらに吸気管、圧縮機通風管および出口管を備える半径流圧縮機のためのハウジングを製造する方法に関し、a)繊維強化熱可塑性プラスチックポリマー合成物を融解処理することによりポリマー融液を形成するステップと、b)少なくとも2つのキャビティを有する成形用金型にポリマー融液を射出成型することにより少なくとも上部ハウジング部材および下部ハウジング部材を有する少なくとも2つの部材を形成するステップと、c)少なくとも2つの部材を合わせて組み立てることにより吸気管、圧縮機通風管および出口管を画定するハウジング本体部を形成するステップと、d)組み立てられた少なくとも2つの部材を互いに固定するステップと、を含む。  (もっと読む)
(もっと読む)
ポリオレフィン系樹脂成形品
【課題】ポリエチレン系樹脂及びポリプロピレン系樹脂の内の少なくとも1種と、高分子型帯電防止剤とを含有するポリオレフィン系樹脂組成物が金型内に注型されてなるポリオレフィン系樹脂成形品において、高分子型帯電防止剤の使用量の低減を図りつつ帯電防止を図る。
【解決手段】ポリエチレン系樹脂及びポリプロピレン系樹脂の内の少なくとも1種と、高分子型帯電防止剤とを含有するポリオレフィン系樹脂組成物が金型内に注型されてなるポリオレフィン系樹脂成形品であって、前記ポリオレフィン系樹脂組成物には、さらに、ポリ乳酸系樹脂が含有されていることを特徴とするポリオレフィン系樹脂成形品。
(もっと読む)
ポリオレフィン系樹脂成形品
【課題】ポリエチレン系樹脂及びポリプロピレン系樹脂の内の少なくとも1種と、高分子型帯電防止剤とを含有するポリオレフィン系樹脂組成物が金型内に注型されてなるポリオレフィン系樹脂成形品において、高分子型帯電防止剤の使用量の低減を図りつつ帯電防止を図る。
【解決手段】ポリエチレン系樹脂及びポリプロピレン系樹脂の内の少なくとも1種と、高分子型帯電防止剤とを含有するポリオレフィン系樹脂組成物が金型内に注型されてなるポリオレフィン系樹脂成形品であって、前記ポリオレフィン系樹脂組成物には、さらに、アクリル系樹脂が含有されていることを特徴とするポリオレフィン系樹脂成形品。
(もっと読む)
ガラス一体樹脂成形品及びその成形法
【課題】 常用されている熱硬化性樹脂に代えてより簡易な工程で実施できる熱可塑性樹脂を使用して、その接着強度が十分なガラス部材と樹脂成形体からなるガラス一体樹脂成形品を形成する。
【解決手段】 ガラス部材を載置した金型内に樹脂を注入し当該ガラス部材の周縁に樹脂成形体を形成し当該ガラス部材と一体化して、ガラス一体樹脂成形品を得るガラス一体樹脂成形法において、当該樹脂として、熱可塑性樹脂をベース樹脂とし、これに分子中にヒドロキシ基及び/又はエポキシ基を含有する化合物を配合した樹脂組成物を使用する。熱可塑性樹脂としては、液晶ポリマー又は結晶性樹脂(ただし、液晶ポリマーを除く。)が好ましく、前記ヒドロキシ基を含有する化合物としてはフェノキシ樹脂、エポキシ基を含有する化合物としてはエポキシ樹脂が好ましい。
(もっと読む)
3次元成形回路部品の製造方法
【課題】枠型の基体の上側表面、下側表面、及び内壁の面に跨る導電性回路と、この基体の外壁の全表面に亘たるシールド層とを同時に形成する。
【解決手段】絶縁材からなる枠型の基体1の表面に導電性回路2となる部分及びシールド層3となる部分を残して被覆材6を射出成形し、触媒付与後に、この被覆材を溶出除去する。被覆材6で覆われていなかった部分に、無電解めっきを選択的に行なう。導電性回路2となる部分は、基体1の周囲壁12の上側表面12a、下側表面12b、及び内壁面12cに金型の内側面を当接させて、被覆材6で覆われないようにして形成する。シールド層3は、基体1の外壁面12dの全表面に金型の内側面を当接させて、被覆材6で覆われないようにして形成する。
(もっと読む)
1 - 20 / 65
[ Back to top ]