
国際特許分類[B29L15/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 歯車または溝もしくは突起を有する類似の物品,例.調節ノブ (82)
国際特許分類[B29L15/00]に分類される特許
21 - 30 / 82
樹脂成形品
【課題】 射出成形により製造される樹脂歯車や樹脂プーリーなどの樹脂成形品において、成形品外周部の精度が高い樹脂成形品を提供する。
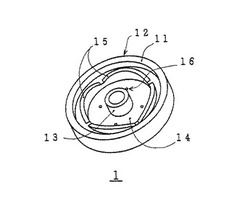
【解決手段】 樹脂の射出成形により一体に成形され、円環状の外周部11と回転軸となる軸部13とがウェブ14によって連結された樹脂成形品において、ウェブ14には、複数のゲート痕16,16が軸部を囲むように円状に配置され、
ウェブ14のゲート痕16よりも外周側には、円周方向に沿ってリブ15が立設され、
リブ15は、ゲート痕に対応する周方向位置(AG位置)におけるリブ高さが、ゲート痕とゲート痕の間に対応する周方向位置(AI位置)におけるリブ高さよりも高く形成されている。
(もっと読む)
繊維強化樹脂歯車
【課題】本発明の目的は、歯車の噛み合い時に生ずる騒音の減少効果に優れ、かつ機械的強度を兼ね備えた繊維強化樹脂歯車を提供する。
【解決手段】繊維補強材により補強された、樹脂からなる繊維強化樹脂歯車であって、該繊維補強材が、強化繊維A及びBからなり、該強化繊維Aが、引張弾性率が5〜50GPa、25℃における損失正接(tanδ)が0.040以上のパラ型芳香族ポリアミド繊維、該強化繊維Bが、引張弾性率が54GPa以上のパラ型芳香族ポリアミド繊維であり、強化繊維A:強化繊維Bの重量比率が3:97〜56:44であることを特徴とする繊維強化樹脂歯車とする。
(もっと読む)
円環状外周部を有する樹脂成形品

【課題】 樹脂歯車や樹脂プーリーなどを射出成形により製造する際に、金型を型開きする工程で、所望する側の金型に成形品を確実に残留させられるようにして、これら樹脂成形品の生産を円滑に行えるようにする。
【解決手段】 樹脂の射出成形により、円環状の外周部が回転軸となる軸部とウェブ14によって一体に成形された樹脂成形品であって、外周部たるリム11は、ウェブ14よりも回転軸方向の厚みが厚く形成されると共に、成形品のゲート痕16が存在する側とは反対側において、リム11の内周面に離型時にアンダーカットとなるようなリング状の突条15が設けられている。リング状の突条は軸部の外周面や、リブの側面に設けても良く、螺旋状の突条としても良い。
(もっと読む)
樹脂製日車、日車用金型および樹脂製日車の製造方法
【課題】歯の部分における気泡の残留がなく精度よく日付を表示する。
【解決手段】中央孔2を有するリング板状に形成された本体5と、該本体5の中央孔2の内周縁に周方向に等間隔をあけて配置され半径方向内方に延びる複数の歯4と、本体5の表面側に設けられ、日付を表す数字が表示される日付表示部3と、本体5の裏面側に周方向に間隔をあけて複数設けられたゲート跡7とを一体的に備え、周方向に隣接する任意の2つのゲート跡7が、歯4の歯底部6を基準として周方向に等角度となるように配置されている樹脂製日車1を提供する。
(もっと読む)
樹脂製回転体成形用半加工品の製造方法及び樹脂製回転体の製造方法ならびに樹脂製歯車
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体を少ない工数で、作業性よく製造する。
【解決手段】エアにより、補強繊維を分散及び/又は混合する第1のステップと、ブッシュ2の外周部の周囲に補強繊維を集積させてブッシュ2の外周部を囲む補強繊維集積体8Bを形成する第2のステップと、補強繊維集積体8Bを回転軸の軸線方向に圧縮して補強用繊維基材5を形成する第3のステップとからなる。そして、第1のステップから第3のステップまでを、ブッシュと補強繊維集積体を収容している同一装置7内で連続して行う。
(もっと読む)
歯車とその製造方法
【課題】歯の強度を高めた繊維強化樹脂製の歯車とその歯車の製造方法を提供する。
【解決手段】歯2の凹凸面を構成する表面31と表面31の凹凸に沿った形状の裏面35とによって作り出される波型の断面を有すると共に、繊維Fが歯並び方向且つ波型に沿って配向している繊維強化樹脂製Pの歯型構成部3と、歯型構成部3を裏面35から保持する基部4とを備えた歯車1とする。また、形成する歯車1の歯2の凹凸面の形状を内側面に備えた上型に対して歯2の凹凸面に沿った形状を有する基部4を設置し、上型及び基部4によって形成された波型の断面の空間に、繊維強化樹脂Pを歯並び方向且つ波型に沿うよう射出し、歯型構成部3を基部4に対して一体成形して歯車1を製造する。
(もっと読む)
成形金型
【課題】アンダーカット部を有する成形品を容易に製造可能な成形金型を提供する。
【解決手段】射出成形機に組み込まれる成形金型は、カセット装着孔を有する固定金型および可動金型と、これらのカセット装着孔211,221に装着されるカセット金型100を具備した。また、カセット金型100は、固定側カセット装着孔211に装着されて、第一歯車に対応する第一キャビティを有する固定側カセット金型300と、可動側カセット装着孔221に装着されて、第二歯車に対応する第二キャビティを有する可動側カセット金型400と、可動側カセット金型400に設けられるとともに、固定側カセット金型300および可動側カセット金型400の間で、可動部の進退方向と略直交する方向にスライド移動可能に設けられ、アンダーカット部に対応する第三キャビティを構成する一対のスライドコア500と、を備えた。
(もっと読む)
樹脂製回転体成形用半加工品の製造方法及び樹脂製回転体の製造方法ならびに樹脂製歯車
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体を作業性よく製造する。
【解決手段】抄造法により、ブッシュ2の外周部の周囲に補強繊維を集積させてブッシュ2の外周部を囲む補強繊維集積体8を形成する第1のステップと、補強繊維集積体8を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する第2のステップとからなる。そして、第1のステップと第2のステップとを、ブッシュと補強繊維集積体を収容している同一装置7内で連続して行う。
(もっと読む)
カメラモジュール用液晶ポリエステル樹脂組成物
【課題】耐熱性、剛性、強度、成形性と、表面脱落物特性とのバランスに優れた表面実装(SMT)可能なカメラモジュール用樹脂組成物の提供。
【解決手段】液晶ポリエステル100質量部に対し、数平均粒径10〜50μmのタルク15〜60質量部、数平均繊維長が100〜200μmのガラス繊維25〜50質量部、カーボンブラック2〜10質量部とからなり、せん断速度100sec−1、370℃で測定される溶融粘度が10〜100Pa・S、荷重たわみ温度が220℃以上の範囲にある液晶ポリエステル樹脂組成物を用いる。
(もっと読む)
樹脂製回転体の製造方法および成形金型
【課題】成形金型にリング状補強繊維基材を配置して樹脂製回転体を製造するにあたり、ボイド、カスレのない樹脂製回転体の製造を可能とする。
【解決手段】金属製ブッシュ3とリング状補強繊維基材2とを成形金型1に収容し、センタピン13で金属製ブッシュ3の位置決めをした状態で成形金型1を型締めし、減圧状態にした成形金型に液状樹脂を注入してリング状補強繊維基材2に浸透させ、液状樹脂を加熱硬化させて樹脂製回転体を製造する。このとき、上方から成形金型に注入した液状樹脂を金属製ブッシュとセンタピンとの間隙131を通して成形金型底面に誘導し、次いで、前記液状樹脂を金属製ブッシュと成形金型底面との間隙132において、センタピンを中心として放射状に流す。そして、リング状補強繊維基材に達した液状樹脂を、リング状補強繊維基材に下方から上方へ浸透させる。
(もっと読む)
21 - 30 / 82
[ Back to top ]