
国際特許分類[B29L15/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 歯車または溝もしくは突起を有する類似の物品,例.調節ノブ (82)
国際特許分類[B29L15/00]に分類される特許
11 - 20 / 82
樹脂歯車およびその製造方法とその製造装置
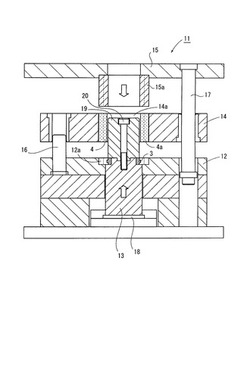
【解決手段】 歯車状のシート状樹脂Saを歯部2bが軸方向に整列するように積層して、平歯歯車状の素形体4を作成し、該素形体を平歯歯車状の保持空間14aを備えた素形体ホルダ14に収容する。
上型15に設けた平歯歯車状の押圧部材15aを下降させて素形体4を加熱圧縮するとともに、下型12に形成した上記樹脂歯車の歯部がはす歯状の成形空間に圧入して、上記素形体4の歯部4aを軸方向に対して傾斜したはす歯に変形させて、成形された樹脂歯車1の歯部2bにおける強化繊維の方向を軸方向に対して傾斜させる。
【効果】 歯面に作用する荷重によって樹脂のはく離が生じにくい樹脂歯車を得ることができ、また該樹脂歯車の製造に好適な製造装置を提供するものである。
(もっと読む)
樹脂製回転体成形用素材の製造方法、樹脂製回転体の製造方法及びこの製造方法により製造される樹脂製回転体

【課題】効率が悪く、高価な多軸駆動圧縮機を用いることなく、上または下側の片方だけが駆動する単軸圧縮機を使用しながらも、ブッシュを中心とし軸線方向上下から圧縮され金属製ブッシュと一体化した、樹脂製回転体成形用素材を製造する。
【解決手段】次の工法により製造される。(a)金型9内に金属製ブッシュ2を配置する工程。(b)金属製ブッシュの周囲に、短繊維含有スラリを注液する工程。(c)短繊維含有スラリから、分散液を分離し、繊維集合体となす工程。(d)繊維集合体を、厚み方向の一方からの駆動力を用いた押圧力と、この押圧力に抗する他方からの抗力により、圧縮する工程。
(もっと読む)
樹脂製歯車
【課題】高強度、高耐熱で高い歯形精度を保持しながら、リサイクル性を向上させ、廃棄物低減、歩留向上による低コスト化が可能な樹脂製歯車を提供する。
【解決手段】金属製ブッシュ2と、この金属製ブッシュ2の周囲に配置する第1の抄造層20とを備え、この第1の抄造層20が、短繊維と樹脂硬化物粉末22を含有し、液状樹脂を含浸し硬化させたものである。好ましくは、樹脂硬化物粉末と液状樹脂とが同一樹脂である。また、樹脂硬化物粉末が、液状樹脂の含浸硬化後の単位体積当り1〜60体積%含有されている。樹脂硬化物粉末の平均粒径は、4mm以下である。
(もっと読む)
ギヤ
【課題】コールドスラグによる歯の強度の低下を確実に防止できるギヤを提供する。
【解決手段】本ギヤ27は、環状の芯金28と、射出成形により上記芯金28をモールドした樹脂部材29と、を有している。樹脂部材29は、外周42に歯46を有している。芯金28には、射出成形プロセスの結果としてのコールドスラグ38を含む樹脂部材29の一部291が充填されたゲート対向用の凹部としての環状溝37が設けられている。環状溝37の少なくとも一端371の全体に、樹脂部材29の一部291が充填されている。
(もっと読む)
ポリアセタール樹脂組成物及びその製造方法
【課題】剛性・靭性等の機械的特性に優れ、かつ溶融状態での滞留変色性に優れたポリアセタール樹脂組成物及びその製造方法を提供すること。
【解決手段】
ポリアセタール樹脂(I)100質量部と、
平均粒径が50nm以上500nm以下であり、JIS K5101試験法によるpHが9.2以上10.0以下であり、かつ表面処理がなされていない軽質炭酸カルシウム(II)5〜50質量部と、
炭素数が12〜27の1価の脂肪酸(III−I)と、
炭素数28以上の1価の脂肪酸(III−II)と、
脂肪酸のカルシウム塩(IV)と、
脂肪族アルコールと脂肪酸のエステル(V)と、
を含有し、
前記軽質炭酸カルシウム(II)に対する前記脂肪酸(III−I)と前記脂肪酸(III−II)の合計の質量比[(III−I)+(III−II)]/(II)が0.020〜0.050であり、前記脂肪酸のカルシウム塩(IV)に対する前記脂肪酸(III)と脂肪酸(III−II)の合計の質量比[(III−I)+(III−II)]/(IV)が3〜15であり、前記軽質炭酸カルシウム(II)に対する前記脂肪族アルコールと脂肪酸のエステル(V)の質量比(V)/(II)が0.03〜0.15である、ポリアセタール樹脂組成物。
(もっと読む)
樹脂成形品の製造方法
【課題】 円環状の外周部11と軸部13とがウェブ14で一体化された樹脂歯車や樹脂プーリーなどの樹脂成形品1の製造において、樹脂成形品1の寸法精度、特に真円度を高めることが可能な製造方法を提供する。
【解決手段】 樹脂成形品1を射出成形する際のピンゲート32をウェブ成形部に設ける場合において、ゲート32が外周部寄りに設けられる場合にはピンゲート先端が成形品中心方向に向かって傾斜するように設けて、射出された樹脂が成形品中心方向に偏向して流れるようにする。あるいは、ゲート33が軸部寄りに設けられる場合にはピンゲート先端が成形品半径方向外側に向かって傾斜するように設け、射出された樹脂が成形品半径方向外側に偏向して流れるようにする。
(もっと読む)
動力伝達系成形品の製造方法及び装置
【課題】 添加材を含む樹脂組成物からなる動力伝達用ホイール等の製造に際し、添加材の配向の向きを添加の目的に応じて制御できるようにすること。
【解決手段】 金型100のキャビティ13に、溶融樹脂に磁性材料からなる添加材を添加した樹脂組成物を注入して固化させる動力伝達系成形品1の製造方法であって、金型100に設けた磁場配向手段20により、金型100に注入された固化前の樹脂成形物に磁場を印加し、磁性材料からなる添加材を一定方向に配向するもの。
(もっと読む)
抄造圧縮機
【課題】効率が悪く、高価な多軸駆動圧縮機を用いることなく、上または下側の片方だけが駆動する単軸圧縮機を使用し、且つ、ブッシュを中心とし軸線方向上下から圧縮する効果を得ることを可能とする抄造圧縮機を提供する。
【解決手段】台座21と、中空下圧縮型13と、筒状金型9と、中空上圧縮型12とを備える。中空下圧縮型13の内部には、下弾性体18により下面を支持されるブッシュ支持台10を有すると共に、内周壁に段部19が設けられている。筒状金型9の内部には、ブッシュ2の上面に設置される上支持台11を有している。中空上圧縮型12の内部には、上弾性体17により上面を支持される押下部材14を有すると共に、内周壁に段部20が設けられている。
(もっと読む)
微小部品の粉末成形体成形方法
【課題】微小部品の粉末成形体を押し型成形法で成形するにあたって、設備費の低減や省エネルギー化を図る。
【解決手段】型開き状態の押し型4の下型6に設けられた原料貯留部63に、ディスペンサ8を用いて、流動性を有する状態の可塑性原料Pを定量供給して貯留し、次いで、押し型4を型締めしてから、原料貯留部63に貯留された原料Pを、下パンチ62を下型6に押し込んで加圧することにより、原料Pを歯車1の形状に対応したキャビティ10に充填して圧縮し、歯車1の粉末成形体1Aを成形する。
(もっと読む)
分割式ヘリカルギャ金型によるヘリカルギャ製品の製造金型と、その製造方法
【課題】 従来は、製品を突出して離形する際に、製品を軸方向に突出しながら、かつ他方金型に設けた回転金型で、ヘリカルギヤの傾斜形状に合致するように自動回転させることで、寸法精度の良いヘリカルギヤを成形できる。しかし、ヘリカルギヤの突出し抵抗で回転金型を、はすば歯形の傾斜形状に合致するように回転するので、離形時において、他方金型の歯溝と、ヘリカルギヤのインボリュート面との摺設が考えられ、精度の低下と、品質の劣化が考えられる。
【解決手段】 本発明は、溶融樹脂生成部の溶融樹脂注入部と、これに連通する注入口を備えた一方金型と、成形機のガイドポストに沿って移動可能に設けた他方金型とで構成した分割式ヘリカルギャ金型による製、製造したヘリカルギャを離形する際、他方金型の後退と同期するようにして、ヘリカルギャ金型を回転する構成とした分割式ヘリカルギャ金型による製品の製造方法。
(もっと読む)
11 - 20 / 82
[ Back to top ]