
国際特許分類[B29L15/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 歯車または溝もしくは突起を有する類似の物品,例.調節ノブ (82)
国際特許分類[B29L15/00]に分類される特許
31 - 40 / 82
射出成形歯車
【課題】突き出しピン形状を備えた射出成形歯車における寸法精度の向上を図る
【解決手段】合成樹脂製の射出成形歯車であって、中央孔を形成する円筒状のボス、歯部の底部に円筒状の歯底部を備え、ボスと歯底部を連絡する直線上のリブが放射状に設けられた射出成形歯車において、リブとリブの中間であって、歯底部と接続することなくボス側から延出した突き出しピンの形状を設けた射出成形歯車。
(もっと読む)
合成樹脂成形品

【課題】 円盤状歯車などの合成樹脂成形品において、ボス部の一部にキー受容部やキー溝などの異形部が形成された合成樹脂成形品であっても高い寸法精度で射出成形により製造することを可能とする。
【解決手段】 外周部に形成された円環状のリムと、内周部に前記リムと同心に設けられたボスと、リムとボスを接続するウェブと、半径方向に延設されたリブとが一体に成形された合成樹脂成形品であって、前記ボスには周方向にわたって断面形状が変化した異形部が形成されると共に、異形部に接続するリブ6aが、その他のリブ6bに対して異なる肉厚や間隔で設けられた合成樹脂成形品とする。
(もっと読む)
射出成形樹脂歯車の成形方法及び射出成形樹脂歯車
【課題】ウェルドラインを歯の歯先面に生じさせる。
【解決手段】インサート6をキャビティ22内の所定位置に収容した後、ピンポイントゲート26からウェブを形作るためのキャビティ部分32に溶融樹脂を射出する。そのキャビ部分32から歯を形作るキャビティ部分34へ向かう溶融樹脂の流れをキャビティ22内に出っ張る突起33によって絞り、ウェブ側のキャビティ部分32から歯側のキャビティ部分34へ向かう溶融樹脂の流れの流動速度を略均一化し、この流動速度が略均一化した溶融樹脂の流れを、インサート6に形成した溶融樹脂誘導路でキャビティ22内の歯の歯底面40に対応する部分へ案内し、歯を形作るインサート6の外周面に樹脂を被覆すると共に、歯の歯先面にウェルドラインを形成するようにした。
(もっと読む)
ウォームホイールギヤ成形用の金型製造方法及びウォームホイールギヤ成形用の金型
【課題】高精度の樹脂成形が可能で、成形されたウォームホイールギヤを容易に抜き出すことが可能な金型の製造方法を得る。
【解決手段】第1加工ステップにおいて、金型材料20Mの第1開口A1から挿入した工具30によって、ウォームホイールギヤのギヤ領域に対応するギヤ領域成形部20Gを切削加工する。次に、第2加工ステップにおいて、金型材料20Mの第2開口A2から挿入した工具30によって、ギヤ領域の歯幅方向に連設されるヘリカル領域に対応するヘリカル領域成形部20Hを切削加工する。
(もっと読む)
はすば歯車用成形装置
【課題】 製造コストが安価でありながら高精度な成形が可能な成形装置を提供する。
【解決手段】 基台21にコア本体22を固定するとともに、このコア本体22の周囲に側面型部材26を設ける。側面型部材26は、筒部26aと、この筒部26aの上部に設けるとともに内側に向かって張り出した環状凸部24を有し、上記環状凸部24の張り出し面には軸線に対して傾斜した溝からなる歯形26dを形成する。上記基台21と上記筒部26aとの対向面のいずれかであって、コア本体22の外方にガイド溝28を形成するとともに、このガイド溝28には転動体30を転動可能に組み込む。しかも、上記転動体30にはガイド溝28から突出する方向の弾性力を付与させる。
(もっと読む)
繊維強化樹脂製歯車
【課題】切削加工によって歯部を形成した場合であっても、強度的に有利な歯部を有する繊維強化樹脂製歯車を提供する。
【解決手段】繊維強化樹脂製歯車11は、外周部に歯部14が形成された繊維強化樹脂部13を備えている。そして、繊維強化樹脂部13は、4軸三次元組み紐組織である帯状のブレーディング繊維構造体が螺旋状に巻かれて積層されることでなる環状の三次元ブレーディング繊維構造体を強化材として使用している。
(もっと読む)
繊維強化樹脂製歯車
【課題】製造時に歯形を形成することが容易な繊維強化樹脂製歯車を提供することにある。
【解決手段】繊維強化樹脂製歯車11は、芯金12と、芯金12の外周を囲むように設けられるとともに外周部に複数の歯形部13が形成された繊維強化樹脂部14とから構成されている。繊維強化樹脂部14は、歯車11の歯形部13の歯すじ方向に対して平行に配列された複数の連続繊維16からなる連続繊維群を強化材として有する繊維強化樹脂層17を備えている。
(もっと読む)
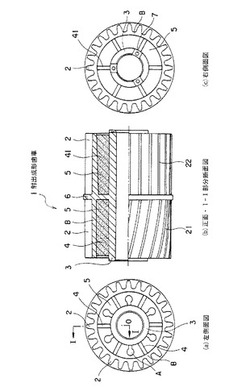
回転伝達手段及び回転伝達手段の射出成形金型
【課題】ウエルドラインに起因する歯の強度低下を抑えることができると共に樹脂材料の利用効率を低下させることがない回転動力伝達手段、及びこの回転動力伝達手段の射出成形金型を提供する。
【解決手段】射出成形金型16を使用して成形された射出成形歯車1は、第1歯車部2に比較して大きなトルクを伝達することになる第2歯車部3において、歯11の歯先から歯幅方向に沿って延びる軸方向ウェルドラインが形成され、大きな応力が作用する歯11の歯元にウェルドラインが位置することがないため、ウェルドラインに起因する歯11の強度低下を抑えることができる。また、3個のゲート(ピンポイントゲート)によって射出成形されるため、リング状ゲートを使用して射出成形される場合に比較し、無駄にする樹脂材料が少なくなり、樹脂材料の利用効率が向上する。
(もっと読む)
樹脂歯車及び減速機構付き電動モータ
【課題】溶融樹脂の流れをスムーズにしてリムの真円度を高める。
【解決手段】ウォームホイール25は、回転軸26に連結されるハブ27と、外周に歯28を形成したリム29と、リム29とハブ27に跨って形成したウェブ30とを備えた樹脂歯車である。ウェブ30の両面には、ハブ27と同芯に配置した複数の環状リブ31と、略等間隔で配置した複数の放射状リブ33とを設けてある。放射状リブ33は、環状リブ31との交差箇所で段違いに形成され、ウェブ30の両面間で周方向に略半ピッチだけオフセットして配置されている。ウェブ30の両面でリム29と最外側の環状リブ31の間に周回溝32を形成してある。ハブ27には回転軸26をインサート成形してある。
(もっと読む)
射出成形ギヤ
【課題】ウェブの肉厚に関わらず、ピンポイントゲートからキャビティ内に射出された溶融樹脂の流動速度を均一化することができ、溶融樹脂の合流部に生じるウェルドラインを十分に減少させることができるようにして、高強度で且つ高精度の射出成形ギヤを提供する。
【解決手段】ウェブ7の側面11側で且つピンポイントゲート12と歯部8との間の位置には、ウェブ7の肉厚を部分的に厚くする樹脂流動規制用突起3がウェブ7の側面11から出っ張るように形成されている。樹脂流動規制用突起3は、ピンポイントゲート12から半径方向外方へ延びる径方向線14上の突起高さが最も高く、径方向線14上の位置からウェブ7の周方向に沿って離れるにしたがって突起高さが漸減するように形成されている。
(もっと読む)
31 - 40 / 82
[ Back to top ]