
国際特許分類[B29L7/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 板状物品,例.フィルムまたはシート (3,923)
国際特許分類[B29L7/00]に分類される特許
41 - 50 / 3,923
ラビングローラ及び配向フィルムの製造方法
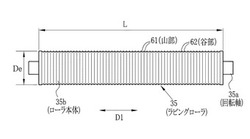
【課題】ラビング処理における異物の発生を防止する。
【解決手段】配向層となる高分子膜が層設されていない長尺のポリマーフィルム32を搬送し、このポリマーフィルム32の一方のフィルム面32aをラビングローラ35により擦ってラビング処理を行う。ラビングローラ35は、周面が金属からなる。ラビングローラは、ローラ本体35bと、このローラ本体35bの断面円形の中心に設けられた回転軸35aとを備える。ローラ本体35bの周面には、回転軸35aの長手方向に沿って山部61と谷部62とが交互に形成されている。山部61と谷部62とは、それぞれ略周方向に延びている。山部61のピッチPmは10μm以上500μm以下の範囲である。
(もっと読む)
溶液製膜方法

【課題】加工適性及びリワーク性に優れたセルロースアシレートフィルムを製造する。
【解決手段】セルロースアシレート11が溶剤12に溶解したドープ13をドラム29に流延する。流延膜32をドラム29の周面29a上でゲル化して固めてから剥ぎ取る。流延膜32の温度は、剥ぎ取り時点まで、(ドープ13のゲル化点TG−3)℃よりも低くならないように保つ。流延膜32の温度はドラム29の周面29aの温度制御により調整する。流延膜32の乾燥を促進するために、給気部35により流延膜32に気体を送る。この乾燥により、冷却によるゲル化作用を補って自己支持性の発現を促す。
(もっと読む)
延伸装置およびそれを用いたポリイミドフィルムの製造方法
【課題】フィルムをそのMD方向に延伸する際に、ネックインを良好に抑制する。
【解決手段】延伸装置は、送り出し機構と、引き取り機構と、これらの間でフィルムFの搬送経路のTD方向両端部に配置されたフィルム押えユニット40とを有する。フィルム押えユニット40は、送り出し機構と引き取り機構との間でフィルムが実質的に延伸される区間である実延伸区間の送り出し機構側の半分の区間内に少なくとも一部分が位置するように配置され、フィルムFを上下から挟む複数の上押えローラ43および複数の下押えローラ46を有する。上押えローラ43および下押えローラは46、回転軸をフィルムFのMD方向下流側に向かってフィルムFのTD方向外側に傾けた姿勢で回転自在に支持されている。
(もっと読む)
多層または単層ダイ用アウターディッケルの温度調整機能を備えたダイ及びダイへのアウターディッケルフレーム取付け機構
【課題】 ダイへのアウターディッケルの取付けが簡便で、リップ幅の調整が容易にでき、ディッケル先端への樹脂付着を防止し、巻取り工程内トラブルを解消し、高速生産性に適するダイと、ダイへのアウターディッケルフレーム取付け機構を提供する。
【解決手段】 ダイリップ幅を変更または調節する手段を備えたダイであって、前記ダイはリップ下面にアウターディッケルを有し、前記アウターディッケルは温度調節できる機能を有するダイ。ダイ前後面にダイ先端のリップに平行となるようスライド溝を設け、このスライド溝にアウターディッケルフレームを移動、固定できるようアウターディッケルフレーム断面を略ダイ断面形状とし、ダイ断面形状の上部(開放端部)の2箇所が内側に突出しスライド溝と嵌合し、ダイ断面形状の下部(閉塞部)内側をディッケルバー受け入れ部とし、ディッケルバー受け入れ部に温度調節機能を有するディッケルバーを設ける。
(もっと読む)
プラスチックフィルムおよびその製造方法
【課題】耐熱寸法安定性および耐熱変形性に十分に優れ、良好な透明性を有するプラスチックフィルムおよびその製造方法を提供すること。
【解決手段】ポリアリールケトン系樹脂を含有する二軸配向プラスチックフィルムであって、引張荷重5gf/2mm幅および昇温速度10℃/分の条件下で50℃から100℃まで昇温したときの熱膨張率が40ppm/℃以下であり、200℃での熱収縮率の絶対値が2.5%以下であるプラスチックフィルム。ポリアリールケトン系樹脂を含有する前駆体フィルムを製造した後、該前駆体フィルムに対して少なくとも熱処理を含む同時二軸延伸工程を実施するプラスチックフィルムの製造方法。
(もっと読む)
光学フィルム及びそれを備える液晶表示装置
【課題】
配向複屈折及び光弾性複屈折がともに小さく、耐屈曲性、耐クラック特性、引張り強度等の機械特性に優れる光学フィルムを提供すること。
【解決手段】
溶融樹脂を押出機のダイリップからキャストロール上に連続的に吐出して製膜された光学フィルムであって、溶融樹脂は、ホモポリマーとしたときに負の固有複屈折率を示す(メタ)アクリレートモノマー(A)75〜99質量%と、ホモポリマーとしたときに正の固有複屈折率を示す(メタ)アクリレートモノマー(B)1〜25質量%との共重合体を含有し、ダイリップからの溶融樹脂の吐出速度V1(m/分)に対する、キャストロールの表面速度V2(m/分)の比V2/V1が、1.2以上15以下である、光学フィルム。
(もっと読む)
2軸延伸熱可塑性樹脂フィルム及びその製造方法、太陽電池用バックシート、並びに太陽電池モジュール
【課題】寸法安定性及び耐加水分解性に優れた2軸延伸熱可塑性樹脂フィルムの製造方法を提供する。
【解決手段】熱可塑性樹脂シートを製膜する工程と樹脂シートを長手方向に縦延伸する工程と縦延伸後の樹脂シートを幅方向に横延伸する工程とを含み、横延伸工程は、縦延伸後の樹脂シートを予熱する工程と予熱後の樹脂シートを幅方向に横延伸する工程と延伸して得たフィルムを熱固定する工程とフィルムの緊張を緩和する工程とフィルムを冷却する工程とを含み、熱固定工程及び/又は熱緩和工程は、把持部材による把持間隔を狭めながらフィルムをその長手方向に [{(A+B)−(C+B)}/(A+B)]×100で表される収縮率を3〜8%、収縮処理時間を10〜60秒として収縮処理し、横延伸終了時点から最高到達温度に至る迄の膜面温度の平均上昇速度を0.6〜4.5℃/秒とする〔A,C:隣接把持部材間を狭める前、後の把持間隔、B:把持部材長さ〕。
(もっと読む)
ロール金型、ロール金型の製造方法、光学シート及び映像表示装置
【課題】環状突起の倒れが少ないロール金型、及び該ロール金型の製造方法と、該ロール金型を用いて製造される光学シートと、該光学シートを備えた映像表示装置とを提供する。
【解決手段】回転軸に平行な方向の両端部において環状突起22が隣接する溝側23に傾いており、回転軸に平行な方向の一方の端部と他方の端部とで環状突起の傾いている方向が反対であることを特徴とするロール金型、該ロール金型の製造方法、該ロール金型を用いて製造される光学シート、及び該光学シートを備えた映像表示装置とする。
(もっと読む)
樹脂発泡シートの製造方法
【課題】生産効率の低下を抑制しつつ、品質不良を抑制することが可能な樹脂発泡シートの製造方法を提供する。
【解決手段】押出機内で発泡剤を含んだ樹脂組成物を溶融混練しつつ前記押出機の先端部に装着されたダイから押出発泡させて発泡シートを連続的に形成させる押出工程を備えた樹脂発泡シートの製造方法であって、前記ダイの温度を前記押出工程での温度よりも高くして前記樹脂組成物を前記ダイから吐出させる予備吐出工程と、前記予備吐出工程の後、前記ダイに霧状の水を噴霧することにより前記ダイの温度を前記押出工程での温度まで低くする予備冷却工程とをさらに備え、前記予備吐出工程及び前記予備冷却工程の後、前記押出工程を実施することを特徴とする樹脂発泡シートの製造方法。
(もっと読む)
光学部材の製造方法、及び、光学部材
【課題】厚さの均一性が高く、輝度ムラや色ムラ等の表示不良が大幅に改善された良好な映像を表示可能な光学シートを提供可能な光学部材の製造方法、及び、これにより製造された光学部材を提供する。
【解決手段】少なくとも一方の面に単位レンズ151が複数配列された光学形状部152を有し、所定の形状に裁断することにより光学シート15が形成されるウェブ状の光学部材150は、熱可塑性樹脂を所定の幅のシート状に押し出す押出工程と、押し出されたシート状の部材Rを、少なくとも一方が単位光学形状を賦形可能な成形型である1対のロール53,54で加圧し、単位レンズ151を賦形する賦形工程と、賦形工程で賦形されたシート状の部材Rを、成形型となるロール54から剥離する剥離工程とを備え、賦形工程において、少なくとも一方のロール54は、中心軸方向における中央の径が両端部の径よりも大きいクラウンロールとした。
(もっと読む)
41 - 50 / 3,923
[ Back to top ]