
国際特許分類[B30B11/00]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | 粉体状または可塑状態の材料から特定形状物品を作るために特に適合したプレス,例.ブリケットプレス,タブレットプレス (691)
国際特許分類[B30B11/00]の下位に属する分類
モールド内の材料を押圧するためのラムを使用するもの (374)
穴付ローラを使用するもの,例.2つの穴付ローラが協働するもの (6)
周面に形状を施してあるローラを用いるもの (9)
ローラ・リング機械,すなわち,リングの中にローラを配置し,リングの内面と協働させるもの (4)
押出しプレス;それに用いるダイス (10)
物品,例.錠剤,に被覆を施すためのもの
国際特許分類[B30B11/00]に分類される特許
81 - 90 / 288
ペレット成型機のダイ壁面潤滑方法
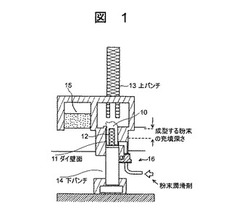
【課題】レシプロ型ペレット成型機のダイ壁面に少量の潤滑剤を均一に塗布できる、ペレット成型機のダイ壁面潤滑方法を提供すること。
【解決手段】ダイ内に原料である粉末等を供給し、上パンチと下パンチを挟み合わせてダイ内の粉末等をペレット化するレシプロ型のペレット成型機のダイ壁面潤滑方法であり、粉末潤滑剤は、予め一定量だけ切り出され、ダイの下方または上方から噴霧され、反対側のダイの上方または下方から吸引回収される。粉末潤滑剤としては、ステアリン酸亜鉛が使用される。
(もっと読む)
切削工具の切刃部材の製造方法および該製造方法に用いられる圧粉体のプレス成形金型

【課題】例えばすくい面から突出するチップブレーカを有する縦刃式スローアウェイチップに製造される圧粉体を、チップ本体の厚さ方向に対応する方向にパンチを離接させて成形する。
【解決手段】互いに対向して相対的に離接させられるパンチ21,22と、これらパンチ21,22の周囲を取り囲んでキャビティー23を画成するダイ24とを備えたプレス成形金型を用いて、キャビティー23に投入した原料粉末をパンチ21,22によって圧縮して圧粉体をプレス成形するに際し、ダイ24にキャビティー23の外側に向けて後退する凹部26を形成して、この凹部26にパンチ21,22によって圧縮される原料粉末を充密させることにより、圧粉体のダイ24により成形される部分に、パンチ21,22が離間する方向側に隣接する部分に対して相対的に凸となる突出部を成形する。
(もっと読む)
スローアウェイチップの製造方法および該製造方法に用いられる圧粉体のプレス成形金型
【課題】縦刃式のスローアウェイチップの圧粉体を、ダイとチップ本体の厚さ方向に対応する方向に対向して離接する上下パンチを備えたプレス成形金型を用いて成形するのに、チップ本体のコーナ稜線部が凸曲面状であったりしてもコーナ部の形状を損なうことなく、パンチのプレス面周縁部の破損を防ぐ。
【解決手段】縦刃式のスローアウェイチップの厚さ方向に対応する方向に互いに対向して相対的に離接させられるパンチ21,22と、接近したこれらパンチ21,22の周囲を取り囲むように配設されてキャビティー23を画成するダイ24とを備えたプレス成形金型を用いて、キャビティー23に投入した原料粉末をパンチ21,22によって圧縮して圧粉体をプレス成形するに際し、この圧粉体においてチップ本体のコーナ稜線部に対応する部分の少なくとも一部を、プレス成形金型のうちダイ24側で成形する。
(もっと読む)
プレス治具
部品(12)を圧縮し、該部品をモールドから取り出す際に、インサート(17)を下降させて薄い内側可撓管(16)の上部を解放することで、該可撓管が、前記部品の、モールドからの取り出し位置で拡張でき、それによって、部品の、モールドから既に取り出された部分の領域での内部応力を部分的に解放できるようにすることにより、応力集中を防止する。 (もっと読む)
切削工具の切刃部材の製造方法および該製造方法に用いられる圧粉体のプレス成形金型
【課題】より複雑な形状の切削工具の切刃部材でも、原料粉末のプレス成形による圧粉体から極めて高精度に製造する。
【解決手段】互いに対向して相対的に離接させられる複数の主パンチ11,12と、接近したこれら主パンチ11,12の周囲を取り囲むように配設されるダイ13とを備えたプレス成形金型を用いて、接近した主パンチ11,12の間に画成されるキャビティー14に投入した原料粉末を圧縮することにより、切削工具の切刃部材に製造される圧粉体をプレス成形するのに際し、ダイ13に、主パンチ11,12の離接方向とは異なる方向からキャビティー14に対して離接させられる副パンチ15を設け、この副パンチ15のキャビティー14に向けての接近と主パンチ11,12同士の接近とにより原料粉末を圧縮する。
(もっと読む)
粉末圧縮成形装置及び粉末圧縮成形方法
【課題】複雑形状の圧縮成形体を得る場合において、密度ムラの少ない均質な圧縮成形体を得ることができる粉末圧縮成形装置及びその装置を用いた粉末圧縮成形方法を提供することを目的とする。
【解決手段】貫通孔1Aを有するダイス1と、貫通孔1Aに挿入される上パンチ2及び下パンチ3とを備え、上パンチ1及び下パンチ3が移動することにより貫通孔1A内にキャビティーCを形成し、形成されるキャビティーCに原料粉末5を保持し、原料粉末を圧縮して圧縮成形体を成形するための粉末圧縮成形装置であり、貫通孔1A内壁からダイス1の外部にまで連通する、キャビティーC内へ原料粉末5を供給するための粉末供給孔4が形成されている粉末圧縮成形装置による。
(もっと読む)
粉末成形体吸着ヘッドの清掃方法およびその装置
【課題】複数列並んだ吸着ヘッドなどであっても、付着した粉末を簡単な装置により容易に除去できる清掃手段を実現する。
【解決手段】吸着ヘッド21を清掃装置1のケーシング11に載置し、気流噴射手段により吸着ヘッドの下面に向けて下方から旋回気流を噴射するとともに、吸引ダクト14などの集塵手段により除去した粉末を吹き飛ばして回収する。製品取り出し装置の1サイクル毎にこれを行うことにより、簡単な作業で粉末の付着をなくし、品質を向上させることができる。
(もっと読む)
粉末フィーダ
【課題】フィーダボックスの前進時に生じる粉末密度の偏りを抑制するとともに、フィーダボックス内での粉末の流動状態やフィーダボックスの動きに抵抗を生じさせず、円滑な粉末供給を可能とする。
【解決手段】フィーダボックス11と、フィーダボックス11の内部空間を進退方向に並ぶ複数の隔室17に仕切る仕切板20とを備える粉末フィーダである。仕切板20を揺動軸14を支点として揺動可能に支持し、かつ、ストッパ機構30により仕切板20の直立状態から後方への揺動は規制する。フィーダボックス11の前進開始時には、直立機構40によって各仕切板20を直立させ、この後の前進時には、ストッパ機構30により仕切板20の直立状態を保持して前進時の粉末Pの偏りを防ぐ。粉末充填時や後退時には粉末Pの流動状態に応じて仕切板20が自由に揺動して円滑な粉末充填を可能とする。
(もっと読む)
粉末成形金型装置
【課題】キャビティの粉末充填密度を均一とし、密度の偏りで生じる軸振れを防ぐ。
【解決手段】ダイス10のダイス孔11の開口に対して進退自在に設けたフィーダボックス51内に、フィーダボックス51がダイス孔11の開口に進出した粉末充填位置に配された時に、ダイス孔11の開口の中心の両側に並列した状態となるように一対の箱状の振動部材55を収容し、これら振動部材55をエアシリンダ61で振動させることにより、充填粉末Pを振動させて密度の均一化を図る。
(もっと読む)
粉末成形プレス機の上下パンチの清掃方法およびその装置
【課題】粉末成形プレス機の上下パンチの平面形状が直線状で、かつそれらが複数列並んだりしている場合に好適な、上下パンチの清掃方法およびその装置を提供する。
【解決手段】製品を取り出した後、上パンチ2、下パンチ3が開いた状態においてこれらの中間に上下方向にブラシを備えたパンチクリーナ4を挿入し、このパンチクリーナを上昇させるか、あるいは上パンチを下降させ、ブラシを上パンチに接触させたまま振動および/または水平移動させて上パンチ下面に付着した粉末を除去し、パンチクリーナを下降させるか、あるいは下パンチを上昇させ、ブラシを下パンチに接触させたまま振動および/または水平移動させて下パンチ上面に付着した粉末を除去する。
(もっと読む)
81 - 90 / 288
[ Back to top ]