
国際特許分類[B30B11/00]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | 粉体状または可塑状態の材料から特定形状物品を作るために特に適合したプレス,例.ブリケットプレス,タブレットプレス (691)
国際特許分類[B30B11/00]の下位に属する分類
モールド内の材料を押圧するためのラムを使用するもの (374)
穴付ローラを使用するもの,例.2つの穴付ローラが協働するもの (6)
周面に形状を施してあるローラを用いるもの (9)
ローラ・リング機械,すなわち,リングの中にローラを配置し,リングの内面と協働させるもの (4)
押出しプレス;それに用いるダイス (10)
物品,例.錠剤,に被覆を施すためのもの
国際特許分類[B30B11/00]に分類される特許
101 - 110 / 288
ペレット、ペレットの製造方法、及びヒューム処理装置
【課題】金属材料の加工時に発生するヒュームに由来する微粉末を固化する方法及び装置を提供する。
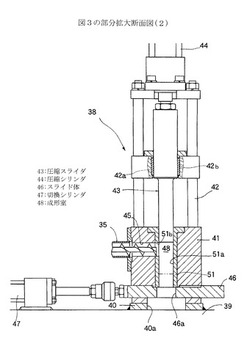
【解決手段】金属材料の加工時に発生するヒュームから捕集した微粉末をスクリューコンベア35で供給路45から成形室48内に供給し、供給された微粉末が所定量に達したときに圧縮シリンダ44を作動させて圧縮スライダ43を下降させることにより微粉末を圧縮、減容、固化し、その後、圧縮スライダを上昇させて再びスクリューコンベアにより微粉末を成形室内にさらに供給して圧縮スライダを下降させて圧縮、減容、固化する操作を繰り返すことにより成形品を形成させ、成形品が所定の大きさに達したことが検出されたときに切換シリンダ47を作動させてスライド体46の排出孔46aをシリンダスリーブ51の成形孔51aと連通する位置に移動させ、圧縮スライダを下降させて成形品を排出する、金属材料の加工時に副生する微粉末の固化方法及び装置。
(もっと読む)
焼結部品の製造方法と成形用金型

【課題】焼結部品の一端面に複数本の足とともに形成される寸法管理が必要な座面などの被管理面を精度良く成形できるようにしてその被管理面の全数寸法検査や寸法矯正のためのサイジングなどを不要となす。そのための製造方法と成形用金型を提供することを課題としている。
【解決手段】端面視で中央に穴22を有し、その穴22周りに配置されるn本(n≧2)の足を一端面に有し、さらに、各足間又は各足の根元近傍に寸法管理が必要な被管理面を有する粉末の成形体を成形し、その成形体を焼結して焼結部品を得る。このときの成形体の被管理面の成形を、成形面5が金型中心を頂点とする円錐面の一部で構成された下1パンチ3−1を用いて行う。
(もっと読む)
ピストン式等方圧加圧装置
【課題】圧力容器内の圧媒の圧縮により被処理物を等方圧で加圧処理するピストン式等方圧加圧装置において、前記ピストンを圧力容器に挿入する際の芯調整とシール部の潤滑が容易に行われるピストン式等方圧加圧装置を提供する。
【解決手段】加圧シリンダ5内の加圧ピストン6の伸長によりピストン3を圧力容器1に挿入して、被処理物を等方圧で加圧処理するピストン式等方圧加圧装置において、前記加圧ピストン6とピストン3は密着分離自在とされ、前記ピストン3はピストンホルダ7を介してピストン3の軸心調整のための変位を許容する様に支持され、前記ピストン3が加圧ピストン6と非接触の状態で、ピストン3の自重を支持する反力を発生させる自重支持手段10を前記ピストンホルダ7内に備え、前記ピストン3を圧力容器1内に挿入する際に受ける抵抗によって、前記ピストン3の軸心C2が圧力容器1の軸心C1に一致する様に自動調芯されてなる。
(もっと読む)
粉体の圧縮成型装置
【課題】粉体の種類等に応じて適切な圧縮成型を行うことができ、高品質の成型体を安定的に効率良く提供し得る粉体の圧縮成型装置を提供すること。
【解決手段】本発明の圧縮成型装置は、鉛直方向に延びる貫通口10を有する臼体11と、該貫通口10に鉛直方向の下方側から挿入され且つ該貫通口10内を上下動可能に配され且つ容器3の下面の一部と接触した状態で該容器3を下方から支持する容器支持体12とを備え、貫通口10と容器支持体12とによって容器3の収容空間Sが画成可能になされている。本発明の圧縮成型装置は、更に、容器3内の粉体に超音波振動を付与する下杵20aと、上杵20bとを備えている。容器支持体12に、該容器支持体12の鉛直方向の全長に亘って下杵20aの移動路15が形成されており、該下杵20aが該移動路15を移動して、容器3の下面の前記一部以外の部位に接触可能になされている。
(もっと読む)
切削工具の切刃部材の製造方法および該製造方法に用いられる圧粉体のプレス成形金型
【課題】例えばすくい面から突出するチップブレーカを有する縦刃式スローアウェイチップに製造される圧粉体を、チップ本体の厚さ方向に対応する方向にパンチを離接させて成形する。
【解決手段】互いに対向して相対的に離接させられるパンチ21,22と、これらパンチ21,22の周囲を取り囲んでキャビティー23を画成するダイ24とを備えたプレス成形金型を用いて、キャビティー23に投入した原料粉末をパンチ21,22によって圧縮して圧粉体をプレス成形するに際し、ダイ24にキャビティー23の外側に向けて後退する凹部26を形成して、この凹部26にパンチ21,22によって圧縮される原料粉末を充密させることにより、圧粉体のダイ24により成形される部分に、パンチ21,22が離間する方向側に隣接する部分に対して相対的に凸となる突出部を成形する。
(もっと読む)
粉末化粧料の成型装置
【課題】FP成型と同等以上の品質が得られ、色替え等の手間も少なく、少人数で稼動でき、小ロットから大ロットまですべてに対応可能で、金型不要で低コストで且つ、コンパクトな製造ラインからなる湿式成型方法及び装置及びこれらによって得られる高品質な製品を提供する。
【解決手段】被充填容器である中皿を含む被充填空間の開口部を閉塞しつつ空間に流動性の充填物を、中皿1の容積を上回って充填する閉塞増量充填工程と、予め洩出防止プレス枠を開口部の縁に沿って装着した後に、枠内において摺動自在に配置されたプレスヘッドによって充填物表面を押圧して、増量充填分を含めて中皿内に収めるプレス工程とを含むことを特徴とする。
(もっと読む)
成形金型装置およびそれを用いた雌ねじ部付き軸孔を有する成形体の成形方法
【課題】雌ねじ部付き軸孔を有した成形体用の成形金型装置および成形方法を実現する。
【解決手段】ダイキャビティに原料粉末を充填し、上パンチ側と下パンチ側により原料粉末を圧縮成形する雌ねじ部付き軸孔を有した成形体用の成形金型装置であって、コアロッド20の外周に形成されたねじ部20aと、上パンチ側のうちコアロッドと摺接する上パンチを分割形成した上内パンチ42及びそれを囲む上外パンチ40と、上内パンチの内周面に形成されてねじ部20aに対し摺動自在に嵌合する雌ねじ部42aと、上内パンチを支持した状態で回動する回転駆動手段(44,45等)と、下パンチ側のうちコアロッドと摺接する下パンチを分割形成した下内パンチ34及びそれを囲む下外パンチ32と、下内パンチの内周面に形成されてねじ部20aに対し摺動自在に嵌合する雌ねじ部34aと、下内パンチを支持した状態で回動する回転駆動手段(35,36等)とを備えている。
(もっと読む)
粉末成形用金型
【課題】成形圧によるミドルパンチ7bの撓みを抑制する。
【解決手段】筒状体1とフランジ2とからなる焼結製品Pを成形する粉末成形金型であって、ダイス5と、一対のパンチ6、7からなる。そのロアパンチ7は、インナーパンチ7aと、凹み3を形成するミドルパンチ7b及びアウターパンチ7cからなる。各パンチ支持用フランジ8a、8b、8cは筒状体の外面全周に亘る円環状とする。長尺状のミドルパンチに成形圧が加わると、その剛性及びフランジのホルダー9bによる支持力により成形圧に抗するが、そのフランジが円環状で、インナーパンチの外周面全周に引っかかる(圧接する)ため、十分な抗力を果たしてミドルパンチは振れ(撓み)難く、各パンチ間のムシレや焼付けも生じ難く、各パンチの寿命が向上し、成形体の亀裂、メクレ等の不具合も減少する。このパンチの寿命向上によって焼結製品の低廉化が図れ、不具合の減少によって焼結製品の品質向上を図り得る。
(もっと読む)
切削工具の切刃部材の製造方法および該製造方法に用いられる圧粉体のプレス成形金型
【課題】例えばすくい面から突出するチップブレーカを有する縦刃式スローアウェイチップに製造される圧粉体を、チップ本体の厚さ方向に対応する方向にパンチを離接させて成形する。
【解決手段】互いに対向して相対的に離接させられるパンチ21,22と、これらパンチ21,22の周囲を取り囲んでキャビティー23を画成するダイ24とを備えたプレス成形金型を用いて、キャビティー23に投入した原料粉末をパンチ21,22によって圧縮して圧粉体をプレス成形するに際し、ダイ24にキャビティー23の外側に向けて後退する凹部26を形成して、この凹部26にパンチ21,22によって圧縮される原料粉末を充密させることにより、圧粉体のダイ24により成形される部分に、パンチ21,22が離間する方向側に隣接する部分に対して相対的に凸となる突出部を成形する。
(もっと読む)
ローラーコンパクター
【課題】ローラーコンパクターの水平スクリューに自然脱気された粉末原料を定量的に、かつ安定的に落下供給し、さらに、前記軸シール部材が、原料により劣化することを防止すると同時に、原料側にシール部材の摩耗粉や潤滑剤が混入する可能性を排除した手段を提供する。
【解決手段】水平軸回転羽根7を内蔵する原料ホッパー6と、該原料ホッパーの取付壁面11を貫通し、先端部に前記水平軸回転羽根7が固定されている水平軸8と、前記取付壁面の外側に設けられ、前記水平軸を保持する軸受部9と、該軸受部に設けられている軸シール部材18と、前記原料ホッパーから供給される粉末原料Gを圧密ロール2,2’に送り込む水平スクリュー4、4‘と、を備えたローターコンパクター1において、前記水平軸8を貫通して隔壁15を挿着し、原料ホッパー6内を原料収容部19と、前記取付壁面側の狭間部17とに仕切る。
(もっと読む)
101 - 110 / 288
[ Back to top ]