
国際特許分類[B30B11/00]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | 粉体状または可塑状態の材料から特定形状物品を作るために特に適合したプレス,例.ブリケットプレス,タブレットプレス (691)
国際特許分類[B30B11/00]の下位に属する分類
モールド内の材料を押圧するためのラムを使用するもの (374)
穴付ローラを使用するもの,例.2つの穴付ローラが協働するもの (6)
周面に形状を施してあるローラを用いるもの (9)
ローラ・リング機械,すなわち,リングの中にローラを配置し,リングの内面と協働させるもの (4)
押出しプレス;それに用いるダイス (10)
物品,例.錠剤,に被覆を施すためのもの
国際特許分類[B30B11/00]に分類される特許
51 - 60 / 288
金属ブリケット連続成型装置
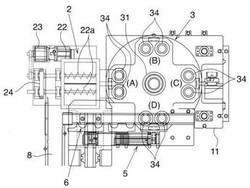
【課題】本発明は、複数の金属ブリケットを短い時間スパンで連続的に成型することができる金属ブリケット連続成型装置の提供を課題とする。
【解決手段】アルミ材料Gを収容部34に供給する供給部2と、4組の収容部34を有する回転タレット3と、アルミ材料Gを予備的に圧縮する第1圧縮部42と、アルミ材料Gを本圧縮してアルミブリケット100を成型する第2圧縮部43と、アルミブリケット100を抜き出す抜出部44とを備える。回転タレット3が回転するごとに、第1圧縮部42による予備的圧縮、第2圧縮部43による本圧縮、および抜出部44による抜き出しが順次行われることによりアルミブリケット100を連続的に成型する。
(もっと読む)
粉末圧縮成型品取出し装置及びこの装置を備えた回転式粉末圧縮成型装置

【課題】粉末圧縮成型品を一個ずつ良品と不良品とに選別し確実に取出することができる粉末圧縮成型品取出し装置を提供する。
【解決手段】取出し装置3は、転送円盤21、ガイド31、及び排出部61,68を備える。円盤21は、回転盤11の臼取付け部11a上面に一部が重なるように配設され回転盤の回転方向と順方向に回転盤の回転と同期回転され、その周部に成型品Cが一個ずつ収容されるポケット22を周方向に一定間隔で有する。ポケット外への成型品の外れを防止するガイド31を、転送円盤21の周部の一部を覆って設ける。臼上に押し出された成型品Cの転送円盤21への受け渡し位置に対し円盤21の回転方向下流側に排出部61,68を設ける。第1の排出部61でポケット22内の成型品Cに空気圧を付与してこの成型品を転送円盤21外に排出し、排出部61を通過したポケット22内の成型品Cを第2の排出部68で転送円盤21外に排出することを特徴としている。
(もっと読む)
成形用金型、サイジング用金型およびそれを用いた焼結部品の製造方法
【課題】部品外周と部品端面が交差する角部に外径方向および軸方向に飛び出す側面を有する凸部を有する製品において、焼結後の加工によるテーパ形状の除去や、金型分割筋の除去をすることのない製造方法を提供する。
【解決手段】部品外周と端面が交差する角部に外径方向及び軸方向に飛び出す側面を有する凸部が形成された焼結部品の製造方法であって、成形工程、焼結工程とサイジング工程を含み、前記成形工程における成形金型には、成形用ダイ1と成形用コア4又は成形用パンチ2,3との成形用金型分割位置が前記凸部の側面に設けられる様に設定した成形用ダイ1を用い、前記成形用金型分割位置が、前記凸部側面上の前記角部から成形軸方向に伸びた直線状であり、前記サイジング工程におけるサイジング金型には、前記成形用金型分割位置と異なる凸部側面上にサイジング金型分割位置が設けられるように設定したサイジング用ダイを用いた焼結部品の製造方法。
(もっと読む)
機能性シート及びそれを用いた金属製品の表面強化方法
【課題】緻密化・高速化・多層化できる機能性シートを及びこの機能性シートを用いた金属製品の表面強化方法を提供する。
【解決手段】ロウ材粉末と機能粉末を用い、これを粉末クラッド圧延でシート化したものである。
(もっと読む)
斜面降下中の物品の重量測定装置
【課題】微小な粉末成形品の重量を高精度に一品ごとに高速で測定可能とする。
【解決手段】斜面(シューター18)上を降下している物品(成形品8)の重量を測定するための重量測定装置であって、前記斜面の少なくとも一部を構成する斜面部21と、該斜面部上の物品を下方から吸着するための、オンオフ可能な吸着手段(電磁石24)と、該吸着手段に吸着された物品の重量を検出するための重量センサ(ロードセル26)と、物品が吸着手段の位置に来た時に、該吸着手段をオンとして物品を吸着し、物品の重量を検出した後に、該吸着手段をオフとして物品を再び降下させるための吸着制御手段(表示・制御部30)と、を備える。
(もっと読む)
粉末成形用金型とその金型の組み付け方法
【課題】上パンチと下パンチの少なくとも一方が、断面円形、又は、所定角度の相対回転前後の輪郭が重なり合う形状の外径部を有しており、その状況で上パンチと下パンチを、位相を一致させて取り付けることが要求される粉末成形用金型を、上パンチと下パンチの誤組み付けが起こらないものにすることを課題としている。
【解決手段】ダイ1と下パンチ3を固定する下パンチ押さえ16に、ダイ1と下パンチ3を互いに位置決めする位置決め要素(ガイドピン9と移動ガイド18)を対応して設け、さらに、ダイ1と上パンチ2に、その両者を互いに位置決めする位置決め治具8と照合部15を対応して設け、位置決め治具8をダイ1に着脱自在に取り付け、照合部15を上パンチ2の側面に形成した。
(もっと読む)
微小部品の粉末成形体成形方法
【課題】微小部品の粉末成形体を押し型成形法で成形するにあたって、設備費の低減や省エネルギー化を図る。
【解決手段】型開き状態の押し型4の下型6に設けられた原料貯留部63に、ディスペンサ8を用いて、流動性を有する状態の可塑性原料Pを定量供給して貯留し、次いで、押し型4を型締めしてから、原料貯留部63に貯留された原料Pを、下パンチ62を下型6に押し込んで加圧することにより、原料Pを歯車1の形状に対応したキャビティ10に充填して圧縮し、歯車1の粉末成形体1Aを成形する。
(もっと読む)
粉体造粒装置
【課題】通気性フィルタの目詰まりや摩耗を抑制することができる粉体造粒装置を提供する。
【解決手段】粉体造粒装置100は、フィードホッパ130の外側面の貫通孔131に通気性フィルタ132が配置されており、この通気性フィルタ132を介して原料粉体が真空ポンプ141で強制脱気される。このため、原料粉体の脱気はフィードホッパ130の位置で実行され、原料粉体の加圧はスクリューケーシング120の位置で実行される。従って、原料粉体が脱気される位置および通気性フィルタ132の位置では加圧されないので、通気性フィルタ132の目詰まりや摩耗を抑制することができる。
(もっと読む)
成形用パンチ金型,該成形用パンチ金型を備えた成形装置、および成形方法
【課題】成形体の形状を変えることなく金型の応力集中の抑制が可能なパンチ金型構造,成形装置、および成形方法を提供することである。
【解決手段】略筒形状を有するとともに内周側に軸方向に突出した突出部、又は半径方向の段差部または窪み部を有する筒状部材を圧粉成形するために使用するパンチ金型300であって、略筒形状を有するとともに内周面または外周面の少なくとも一部に中心方向に突出した突出部330を有し、該突出部の下面と同一面で上下2分割され、分割された面同士が機械的に締結され又は接着材により接着されていることを特徴とする筒状部材の成形用パンチ金型,成形装置、および成形方法にある。
(もっと読む)
成形体の成形方法
【課題】一端面に、隆起する傾斜面を介して頂部に至る凸部を有し、前記一端面に対向する端面に、一側面から対向する側面に亘って略平行に延在する複数の溝部を有する成形体を成形するにあたり、溝部と凸部の頂部の寸法のバラツキを抑制し、精度良く成形できる、成形体の成形方法を提供する。
【解決手段】成形体の溝部に対応する一端面から他端面に亘って略平行に延在する複数の溝部212が形成された型孔を有する固定ダイ210と、前記固定ダイに対向する側面に、前記成形体の前記凸部に対応する凹部が形成され、前記固定ダイの型孔内に摺動自在に嵌合される可動ダイ220と、前記固定ダイと前記可動ダイとにより形成される空間に摺動自在に嵌合されるとともに、端面が前記可動ダイの前記凹部に向く傾斜面とされた上パンチ300および下パンチ400とからなる成形金型装置を用いて、原料粉末を圧縮成形する。
(もっと読む)
51 - 60 / 288
[ Back to top ]