
国際特許分類[B30B11/00]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | 粉体状または可塑状態の材料から特定形状物品を作るために特に適合したプレス,例.ブリケットプレス,タブレットプレス (691)
国際特許分類[B30B11/00]の下位に属する分類
モールド内の材料を押圧するためのラムを使用するもの (374)
穴付ローラを使用するもの,例.2つの穴付ローラが協働するもの (6)
周面に形状を施してあるローラを用いるもの (9)
ローラ・リング機械,すなわち,リングの中にローラを配置し,リングの内面と協働させるもの (4)
押出しプレス;それに用いるダイス (10)
物品,例.錠剤,に被覆を施すためのもの
国際特許分類[B30B11/00]に分類される特許
11 - 20 / 288
粉末成形体の搬送装置
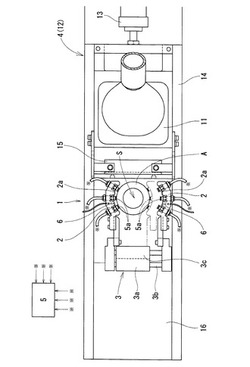
【課題】重量が大きくて真空吸着パッドによる上面の吸着保持もできない粉末成形体であっても、搬送装置によるプレス金型からの払い出しを、搬送に起因した変形や破損を生じさせずに行えるようにすることを課題としている。
【解決手段】対向一対のチャックハンド2,2と、そのチャックハンドの開閉駆動源3と、チャックハンドを取り出し部Sから払い出し部Eに移動させる移送機構4と、真空吸着装置5を有する。この装置を、例えば、真空吸着パッド5aの先端が粉末成形体Aの側面に接する位置までチャックハンド2,2を閉じ、この状態で真空吸着パッド5aにより粉末成形体Aを吸着し、その吸着による保持力にチャックハンド2,2による締め付け力を加算した力で粉末成形体を保持するように作動させて保持した粉末成形体をプレス金型上から払い出し部に移動させるようにした。
(もっと読む)
粉末供給装置

【課題】粉末成形プレス装置を構成するダイのダイキャビティに供給される原料粉末の密度の均一化を図れるようにする。
【解決手段】ダイ3の上面3a側に開口する原料粉末Pの収納空間15を有すると共に、収納空間15がダイキャビティ7に対向する供給位置Aとダイキャビティ7に対向しない退避位置Bとの間で移動可能とされた粉箱11と、粉箱11が供給位置Aに配された状態において、収納空間15とダイキャビティ7とを連通させる連通位置と、収納空間15とダイキャビティ7とを区画する遮断位置との間で移動可能とされた板状のシャッター部材13とを備え、シャッター部材13の遮断位置から連通位置に向かう移動方向を、収納空間15における原料粉末Pの収納量の多い領域側から収納量の少ない領域側に向かう方向に設定した粉末供給装置1を提供する。
(もっと読む)
粉末供給装置
【課題】粉末成形プレス装置を構成するダイのダイキャビティに充填される原料粉末の充填密度の均一化を図れるようにする。
【解決手段】ダイ3の上面3a側に開口する原料粉末Pの収納空間15を有すると共に、収納空間15がダイキャビティ7に対向する供給位置Aとダイキャビティ7に対向しない退避位置との間で移動可能とされた粉箱11と、粉箱11が供給位置Aに配された状態において、収納空間15とダイキャビティ7とを連通させる連通位置と、収納空間15とダイキャビティ7とを区画する遮断位置との間で移動可能とされた板状のシャッター部材13と、収納空間15に対して挿抜可能に設けられると共に、収納空間15に挿入された状態で収納空間15に収納された原料粉末Pの振動を抑制する制振板32とを備える粉末供給装置1を提供する。
(もっと読む)
粉末圧縮成形体の製造方法
【課題】凹凸の立体形状を有する成形体における厚み方向の硬度むら及び幅方向の硬度むらの発生が効果的に抑制された成形体を製造し得る方法を提供すること。
【解決手段】臼体2と、臼体2内に配置された下杵4の成形面42とによって形成された成形空間に、粉体を含む原料50を充填する充填工程と、臼体2内に上杵3を降下させ、原料50を圧縮成形する成形工程とを備える。下杵として、その成形面に凹部を有するものを用いる。充填工程において、原料50を成形空間内に充填しつつ、又は充填完了後に、臼体2の開口端形状よりも小さい形状のプッシャー8によって、成形空間内に充填された原料50の上部を部分的に押圧する。
(もっと読む)
圧粉成形体の成形方法
【課題】鉄損の少ない磁心が得られる圧粉成形体を成形可能な圧粉成形体の成形方法を提供する。
【解決手段】柱状の第一パンチ(下パンチ12)と筒状のダイ10とでつくるキャビティに、絶縁層を具える軟磁性粉末と潤滑剤との混合粉末3を充填し、下パンチ12と上パンチ11とで混合粉末3を加圧して、磁心に利用される圧粉成形体100を製造する。下パンチ12は、液媒に固体潤滑剤の粉末を分散させた金型用潤滑剤を充填する液溜め溝24を具える。液溜め溝24から下パンチ12の外周面12oとダイ10の内周面10iとの間に金型用潤滑剤を供給して、下パンチ12とダイ10との相対移動により、ダイ10の内周面10iに金型用潤滑剤を塗布する。混合粉末3は、潤滑剤を0.4質量%〜0.8質量%含む。成形用金型1に金型用潤滑剤を塗布すると共に、潤滑剤を含む混合粉末3を利用することで、金型1と成形体との摺接などによって絶縁層の損傷を防止できる。
(もっと読む)
微細トリミングのための研削砥石、その使用ならびにその製造方法及び装置
【課題】ディスクの形をした、トリミングのための、任意に分離のための研削砥石を提供すること。
【解決手段】この研削砥石(1)は、中心軸Xと、中心固定帯域Fと、中心軸に関して中心固定帯域の外側に延在している少なくとも1つの周辺作業帯域Zとを有しており、また、この研削砥石は、研磨材粒子から形成された少なくとも1つの層(3,5)及び砥石を取り囲んだ研磨材粒子を含有していない2つの層(2,6)を含んでいる。本発明の研削砥石は、その作業帯域Zが合計して4mm未満、好ましくは3.2mmよりも小さいかもしくはそれに等しい厚さを有することを特徴としている。
(もっと読む)
給粉方法、粉末成形方法及び粉末成形体
【課題】粉末の重量ばらつきを効果的に抑制することができる給粉方法、粉末成形方法及び粉末成形体を提供する。
【解決手段】ダイ12と、このダイ12に対して相対的に昇降可能な下パンチ13とを、ダイ12の上面12aと下パンチ13の上面13aとが略面一になるように配置する工程、下部に開口23aを有する給粉ボックス23を、前記開口23aが下パンチ13の上方に配置される給粉位置まで、ダイ12の上面12aに沿って前進移動させる工程、及び給粉ボックス23を給粉位置において進退方向に振りながら、ダイ12に対して下パンチ13を相対的に下降させることにより、給粉ボックス23内の粉末Pを前記開口23aから、ダイ12と下パンチ13とにより形成されたキャビティ15内に供給する工程を含んでいる。
(もっと読む)
攪拌フィードシュー及び粉体圧縮成形機
【課題】攪拌フィードシュー内での粉体の流動性を改善すること、並びに臼孔内への粉体の充填性の改善及び攪拌フィードシューと回転盤の盤面との間からの粉体漏れを防止する。
【解決手段】臼孔を有する少なくとも一つの臼と、この臼の上下にそれぞれ上下摺動可能に保持された上杵及び下杵と、これら上杵及び下杵を利用して臼孔内に充填された粉体を圧縮成形する粉体圧縮機構とを備える粉体圧縮成形機に備えられる攪拌フィードシューFにおいて、回転して粉体を攪拌する攪拌羽根F12と、この攪拌羽根F12を収容するハウジングF2と、このハウジングF2内に気体を流通させるための気体流通手段F6とを有する構成を採用する。
(もっと読む)
プラグの製造方法及びその装置とプラグ
【課題】粉体材料を用いてプラグを加圧成形する際に、該粉体材料への加圧力が、金型との摩擦によって消費されるのを抑制し、粉体材料への加圧力を効率良く付与して製造し、さらに成形後のプラグを金型から容易に取り出すことのできる、高い生産効率の下にプラグを製造する方法について提供する。
【解決手段】 金型3内に充填された粉体材料2に対してスタンパ5を介して加圧成形を行って免震用のプラグを成形するにあたり、前記金型3の内側面に、該金型の内側面との摩擦係数が該金型3の内側面と該粉体材料2との摩擦係数よりも小さいコーティング材10を付着させてから加圧成形を行って、該加圧成形後のプラグ6表面に前記コーティング材10を残存させる。
(もっと読む)
等方圧加圧装置のゴム型
【課題】様々な使用状況下にも適用可能で、加圧時のゴム型内壁の損傷を防止できる等方圧加圧装置のゴム型を提供する。
【解決手段】ゴム型本体1と、このゴム型本体1の上下開口部に嵌合された蓋体2とから構成され、前記ゴム型本体1及び前記蓋体2とにより画成される空間に充填された粉末状の成形原料3を、前記ゴム型本体1の外周部から圧力媒体により等方圧加圧することにより、成形原料3を加圧成形する等方圧加圧装置のゴム型において、前記ゴム型本体1の内周面1aと前記蓋体2の内面2aとの接線近傍の当該ゴム型本体1の内周部が、前記ゴム型本体1を構成する他の部分のゴム材料より硬度の高い高硬度ゴム5からなる環状ゴム部材4により構成されると共に、前記ゴム型本体1における前記環状ゴム部材4の内周面4aと、その他ゴム型本体1の内周面1aとの間に実質的に段差が無い。
(もっと読む)
11 - 20 / 288
[ Back to top ]