
国際特許分類[B30B11/00]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | 粉体状または可塑状態の材料から特定形状物品を作るために特に適合したプレス,例.ブリケットプレス,タブレットプレス (691)
国際特許分類[B30B11/00]の下位に属する分類
モールド内の材料を押圧するためのラムを使用するもの (374)
穴付ローラを使用するもの,例.2つの穴付ローラが協働するもの (6)
周面に形状を施してあるローラを用いるもの (9)
ローラ・リング機械,すなわち,リングの中にローラを配置し,リングの内面と協働させるもの (4)
押出しプレス;それに用いるダイス (10)
物品,例.錠剤,に被覆を施すためのもの
国際特許分類[B30B11/00]に分類される特許
21 - 30 / 288
金属粉末の見掛密度測定方法および測定装置、混合粉末の製造方法および製造装置、ならびに粉末成形体の製造方法および製造装置
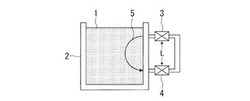
【課題】 混合粉末を製造するプロセスや、粉末成形体の製造プロセスを中断することなく、オンライン且つ非接触な方法により、金属粉末の見掛密度を高精度に測定することが可能な見掛密度測定方法を提供する。
【解決手段】金属粉末を容器に収容し、該容器の外部に配置した励磁コイルを用いて前記金属粉末に交流磁束を印加し、前記金属粉末中を透過した交流磁束を前記容器の外部に配置した検出コイルで検出し、検出された交流磁束の振幅と、前記金属粉末の見掛密度と交流磁束の振幅との相関関係について予め作成した検量線とを用いて、前記金属粉末の見掛密度を求める見掛密度測定方法により、混合粉末を製造するプロセスや、粉末成形体の製造プロセスを中断することなく、オンライン且つ非接触な方法により、金属粉末の見掛密度を高精度に測定することを可能とする。
(もっと読む)
粉末成形品製造方法及び粉末成形品製造装置

【課題】除去加工工程等を行うことなくプレス成形のみで成形可能な粉末成形品製造方法及び粉末成形品製造装置を提供する。
【解決手段】内径側にアンダーカット形状を有する粉末成形品Sを成形する粉末成形品製造装置および粉末成形品製造方法である。自由状態において内径側に膨出する膨出部10を有するアンダーカット型をダイ1に挿入した後、ダイ1とアンダーカット型2とで構成される原料充填空間Aに、原料粉末S1を充填する。次に、アンダーカット型2の膨出部10を外径側へ膨出させた状態で原料粉末S1を加圧することによって、内径側にアンダーカット形状を有する粉末成形品Sを成形する。その後、アンダーカット型2の膨出部10を内径側へ膨出する元の状態に戻した後、ダイ1とアンダーカット型2とから粉末成形品Sを取り出す。
(もっと読む)
粉末成形用金型
【課題】粉末成形体の足部の密度が低下するのを防止することができる粉末成形用金型を提供する。
【解決手段】足部W2を有する粉末成形体Wを加圧成形する粉末成形用金型1は、金属粉末が充填される大孔部2aを有するダイ2と、大孔部2a内の上方に昇降可能に配設された上パンチ3と、前記大孔部2a内の下方に昇降可能に配設され、金属粉末が充填されるように当該大孔部2aに連通する小孔部4aを有する第1下パンチ4と、前記小孔部4aの下方において当該小孔部4aに対して昇降可能に配設され、前記足部W2を成形するための第2下パンチ5とを備えている。前記上パンチ3は、大孔部2a内に昇降可能に配設された上パンチ本体部31と、この上パンチ本体部31の下面31aから小孔部4aの上部開口4a1に向けて突出する突出部32とを有している。
(もっと読む)
粉末成形プレスに用いられる粉末供給装置
【課題】成形粉末の擦り切り残しを最少化して、擦り切り残しにより生じる各成形品の重量のばらつきをできるだけ小さくできるような粉末成形プレスに用いられる粉末供給装置を提供する。
【解決手段】粉末成形プレスに用いられ、ダイプレート11に形成されたキャビティへ粉末を供給する粉末供給装置であって、ダイプレート11上を往復動する底のない粉末貯留容器1と、粉末貯留容器1に上下に摺動自在にかつ弾性手段4によりダイプレート11側へ押し付けられるように取付けられた粉末を擦り切るための粉末擦り切り手段3と、を備え、粉末擦り切り手段3の下端部3aが、粉末貯留容器1側に向いたくさび形に形成されていることを特徴とする粉末供給装置10。
(もっと読む)
粉体圧縮成形機及び成形物の製造方法
【課題】簡単な構成により球体錠又は楕円体錠等を成形可能な粉体圧縮成形機を実現する。
【解決手段】少なくとも1つの臼孔4aが設けられた回転盤3と、臼孔4aの上下に上下摺動移動可能に保持される上杵5及び下杵6とを備え、臼孔4a内に粉体を充填圧縮成形する粉体圧縮成形機において、臼孔4aが、筒状の中心孔4aaと、この中心孔4aaの終端の周縁部に形成した成形面4abとを有し、上杵5が、中心部に設けられ臼孔4aの中心孔4aa内を摺動可能であるとともに下杵6との間で粉体を圧縮するための押圧面51aを有する中心杵51と、この中心杵51の外周に設けられ中心杵51が摺動進退可能な中心杵挿通孔54bを中心部に有するとともに圧縮成形時に成形面4abと連続な面となることが可能な成形面54aを有する外杵52とを有し、臼孔4aの成形面4abが圧縮成形時に下杵6の押圧面6aと連続な面となることが可能な構成とする。
(もっと読む)
切削工具の切刃部材の製造方法および該製造方法に用いられる圧粉体のプレス成形金型
【課題】例えばすくい面から突出するチップブレーカを有する縦刃式スローアウェイチップに製造される圧粉体を、チップ本体の厚さ方向に対応する方向にパンチを離接させて成形する。
【解決手段】互いに対向して相対的に離接させられるパンチ21,22と、これらパンチ21,22の周囲を取り囲んでキャビティー23を画成するダイ24とを備えたプレス成形金型を用いて、キャビティー23に投入した原料粉末をパンチ21,22によって圧縮して圧粉体をプレス成形するに際し、ダイ24にキャビティー23の外側に向けて後退する凹部26を形成して、この凹部26にパンチ21,22によって圧縮される原料粉末を充密させることにより、圧粉体のダイ24により成形される部分に、パンチ21,22が離間する方向側に隣接する部分に対して相対的に凸となる突出部を成形する。
(もっと読む)
固形粉末成型体の製造方法
【課題】簡便に硬度が均一な固形粉末成型体を製造することができる固形粉末成型体の製造方法を提供すること。
【解決手段】本発明の固形粉末成型体の製造方法は、皿状の容器5内に収容された粉体原料を杵によって超音波振動を印加しながらプレス成型する工程を含んでいる。杵は容器5を挟む一対の上杵6及び下杵7からなる。容器5と下杵7との間に、10〜35℃において、反発弾性率が15%以下であり且つショアA硬度が50〜80度である弾性体8を介在させてプレス成型する。
(もっと読む)
粉体圧縮成形体の製造方法
【課題】割れや欠けの発生を抑制し得る粉体圧縮成形体の製造方法を提供すること。
【解決手段】上杵3の成形面32の周縁部32aと下杵4の成形面42の周縁部42aとの間に所定の間隙Gが生じるように両杵3,4を突き合わせて、原料を圧縮成形する圧縮成形工程を備える粉体圧縮成形体10の製造方法である。上杵3の成形面32の周縁部32aと下杵4の成形面42の周縁部42aとの間の間隙Gに原料を介在させ、該間隙Gに介在させた該原料も圧縮する。上杵3の成形面32及び下杵4の成形面42のうちの少なくとも一方が凹部を有し、その成形面32,42の周縁部32a,42aの少なくとも一部が、1.5mm以下の幅の平面部Pを含んでいる上杵3又は下杵4を使用する。
(もっと読む)
粉体圧縮成形体の製造方法
【課題】立体デザイン性に富んだ粉体圧縮成形体を杵から容易に取り出すことができる粉体圧縮成形体の製造方法を提供すること。
【解決手段】本発明の製造方法は、粉体圧縮成形体を製造する方法である。本発明の製造方法は、貫通口21を有する臼体2と、貫通口21内に上杵3及び下杵4を備える。下杵4は、上面に凹部41と、その中央部分に凹部貫通口42とを有する。本発明の製造方法は、凹部貫通口42の下方側から挿入されるコア5を備える。本発明の製造方法は、原料を充填する充填工程と、下杵4及びコア5と上杵3とを突き合わせて粉体圧縮成形体10を形成する圧縮形成工程と、粉体圧縮成形体10を臼体2の貫通口21から排出する排出工程とを備える。排出工程においては、コア5を上方に移動させ、コア5の上面で粉体圧縮成形体10を突き上げて臼体2から排出する。
(もっと読む)
粉体圧縮成形機
【課題】医薬品の錠剤等を製造する工場内での占有スペースの削減を図る。
【解決手段】上下方向に貫通した臼孔を有するテーブル3aと、臼孔内に充填された粉体を圧縮成形する下杵及び上杵の対と、臼孔から取り出された成形品を前記テーブル3aから回収する成形品回収機構19と、成形品回収機構19を介して回収した成形品を一時貯留する成形品貯留部20と、成形品貯留部20と接続し一時貯留された成形品を搬送するエア搬送通路21と、テーブル3a、下杵及び上杵、成形品回収機構19、成形品貯留部20、並びに搬送通路21の成形品貯留部20に接続している接続端を収容する筐体1とを備える粉体圧縮成形機を構成した。搬送通路21は、成形品をエアで搬送しながらこれに付着した粉塵を除去するものとすることが好ましい。
(もっと読む)
21 - 30 / 288
[ Back to top ]