
国際特許分類[B30B13/00]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | 先行メイングループ1/00から12/00のどのプレスの使用にも限定されないプレス方法 (149)
国際特許分類[B30B13/00]に分類される特許
31 - 40 / 149
鉄筋加工設備
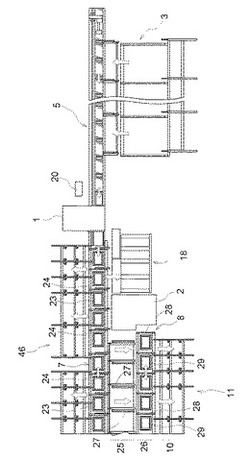
【課題】設備の長大化を防止し、その設備に要する人員を少なく出来るようにする。
【解決手段】鉄筋切断機1と鉄筋曲げ機2を設けて、鉄筋切断機1に未処理鉄筋を供給する鉄筋供給装置5と、鉄筋切断機1から切断後の第1加工鉄筋を取り出して遠ざける第1搬送コンベア7と、第1加工鉄筋を鉄筋曲げ機2に搬送する第2搬送コンベア8と、鉄筋曲げ機2から曲げ加工された第2加工鉄筋を取り出して排出ゾーン10へ排出する第3搬送コンベア11とを設け、鉄筋供給装置5と鉄筋切断機1と第1搬送コンベア7とを鉄筋の長手方向に並べ、鉄筋曲げ機2を鉄筋切断機1の横側に配置し、第1搬送コンベア7から第1加工鉄筋を鉄筋曲げ機2に横搬送するように第2搬送コンベア8を形成し、第2加工鉄筋を鉄筋曲げ機2の横側で第1搬送コンベア7とは反対側に配置した排出ゾーン10へ搬送するように第3搬送コンベア11を形成してある。
(もっと読む)
複数工程用プレス機およびプレス加工方法

【課題】加工時間が長い加工工程を含む多種類の加工工程を一つのプレス機で実行することが可能なプレス機およびそのプレス機を使用した加工方法を提供する。
【解決手段】帯状材料に複数工程のプレス加工を施す複数工程用プレス機であって、少なくともその一つの工程において、帯状材料が停止した状態で、パンチが帯状材料に向かって進行し帯状材料に当接して帯状材料に第1段階の加工を実行した後、パンチの進行が反転してパンチが帯状材料に対して離れるように後退して、さらにパンチの進行が再度反転してパンチが帯状材料に向かって再度進行し帯状材料の第1段階の加工箇所に当接して帯状材料に第2段階の加工を実行することを可能にするように、カムのプロフィールが形成されていることを特徴とする複数工程用プレス機。
(もっと読む)
タンデムプレスラインの制御方法及びそれにより制御されたタンデムプレスライン
【課題】十分にワークをプレスでき、均一な品質のプレス製品が得られるタンデムプレスラインの制御方法及びそれにより制御されたタンデムプレスラインを提供すること。
【解決手段】本発明は、複数のプレス装置が配列され、隣合うプレス装置同士の間にワークを搬送するためのロボットがそれぞれ配置されたタンデムプレスラインの制御方法において、プレス装置及びロボットにスレーブカムをそれぞれ設け、プレス装置及びロボットが互いに干渉しないようにスレーブカムに位相差を設けると共に、すべてのスレーブカムをマスターカムに追従させて駆動させるタンデムプレスラインの制御方法である。
(もっと読む)
順送プレス装置
【課題】プレス領域に板材を挿通させる通線作業時に、ストリッパーが下降時にダイスに対して傾くことを抑え、この傾きに起因する金型の破損を防止可能とする順送プレス装置を提供する。
【解決手段】連続的に送られる板材11を、ダイスとストリッパー14とで挟持しつつ複数の工程に係るパンチ13でプレス加工するものであって、前記板材11と同じ厚さの対を成す挿入部材19を、前記プレス領域を挟む両外側のうち前記ダイスと前記ストリッパー14とで挟まれる箇所であって、前記パンチ13のうち最も下流側のパンチ13cよりも下流側の箇所に挿入する駆動機構を備えた順送プレス装置。
(もっと読む)
順送プレス加工装置と順送プレス加工方法
【課題】加工能率及び材料の歩留まり向上を図りながら、パンチの早期破損を防止する。
【解決手段】順送金型3を備えたプレス装置5と、プレス装置5に帯状の被プレス部材1を順送りする順送装置とを有し、順送金型3には、複数の加工ステージ毎に対応するパンチ7a,7b,7cが被プレス部材1の順送方向に沿って並べられているパンチ列8a,8bの複数を、隣り合うパンチ列8a,8bの同じ加工ステージに対応するパンチどうしが前後に位置ずれするよう千鳥配設してあり、被プレス部材1のうちの先端箇所11を含む先端領域14に複数の加工ステージ毎に対応するパンチが接触しないように、当該先端領域に切欠部を形成する切欠具16を、パンチ列8bよりも順送方向の上手側に設けてある。
(もっと読む)
プレス装置の制御方法
【課題】追従対象が停止してもワーク搬送装置を運転することができるとともに、複数の追従対象に対してもワーク搬送装置を追従させることができ、これによってラインスピードを格段に向上させることのできるプレス装置の制御方法を提供する。
【解決手段】上流側のプレス部2のプレス角度を検出するエンコーダ32と、下流側のプレス部3のプレス角度を検出するエンコーダ33と、ワーク搬送装置10を制御するための信号を発生する発信器34とを備え、上流側のプレス部2からのワークの搬出に係る所定のプレス角度範囲では、同期対象となる上流側のプレス部2のエンコーダ32により検出されたプレス角度信号に基づき上流側のプレス部2に同期させるようにワーク搬送装置10を制御し、下流側のプレス部3へのワークの搬入に係る所定のプレス角度範囲では、次の同期対象となる下流側のプレス部3のエンコーダ33からの信号に基づき下流側のプレス部3に同期させるようにワーク搬送装置10を制御する。
(もっと読む)
プレス装置の制御方法
【課題】追従対象が停止してもワーク搬送装置を運転することができるとともに、複数の追従対象に対してもワーク搬送装置を追従させることができ、これによってラインスピードを格段に向上させることのできるプレス装置の制御方法を提供する。
【解決手段】上流側のプレス部2のプレス角度を検出するエンコーダ32と、下流側のプレス部3のプレス角度を検出するエンコーダ33と、ワーク搬送装置10を制御するための信号を発生する発信器34とを備え、上流側のプレス部2からのワークの搬出終了後で、下流側のプレス部3へのワークの搬入開始前の準備区間においては、下流側のプレス部3のエンコーダ33からの信号と発信器34からの信号との偏差に基づきその偏差を徐々に小さくするようにワーク搬送装置10を制御する。
(もっと読む)
プレス装置
【課題】省スペースで複数工程のプレス加工を実現することが可能なプレス技術を提供する。
【解決手段】可動金型固定プレート51とベースプレート52との間で駆動される可動金型61および固定金型62からなる金型セット60を備えたプレス加工部Paおよびプレス加工部Pbの各々の上部に、押圧ネジ軸41に螺合するネジ軸ナット部54を設け、プレス加工部Paおよびプレス加工部Pbの各々の押圧ネジ軸41は、設置高さの異なる被動ギア42および中継ギア31を介して共通の駆動源10の主動ギア21に選択的に歯合して駆動される構成とし、プレス加工部Paおよびプレス加工部Pbにおいて順次行われる複数の加工工程を、省スペースで実現可能にしたプレス装置P1である。
(もっと読む)
プレスラインの運転条件設定方法
【課題】生産サイクルを向上できるプレスラインの運転条件設定方法を提供すること。
【解決手段】プレスラインの運転条件設定方法は、ワークと下型との間のクリアランスが最小になるように搬送経路を設定する搬送経路設定工程(S4)と、搬出するワークとこ搬入するワークとの間のクリアランスが最小になるように、各搬送装置間の搬送動作の位相差を設定する搬送装置間位相差設定工程(S7)と、設定された各搬送装置の搬送経路、搬送装置間位相差、ラインSPM、およびプレスSPMに基づいて、プレス−搬送間位相差を設定するプレス搬送間位相差設定工程(S11)と、を含む。
(もっと読む)
シャープエッジを備えた筒状金属部品のプレス成形方法
【課題】精度良くシャープエッジを付けることのできる筒状金属部品のプレス成形方法を提供する。
【解決手段】開口端面23と内周面24が交差した内周縁にシャープエッジ25が形成された円筒状金属部品1のプレス成形方法では、まず、シャープエッジを付ける側の開口端が封鎖された形状の有底筒状部をプレス成形する。開口端以外の部分については、最終製品である円筒状金属部品と同一形状となるようにプレス成形しておく。有底筒状部の底をプレス抜きした後に、その切断端面22に複数回のシゴキ加工を行って開口端側に余分な肉を押し出し、開口端面23に対して複数回の潰し加工を施して、余分な肉を押し込むことにより、精度良くシャープエッジ25を形成できる。
(もっと読む)
31 - 40 / 149
[ Back to top ]