
国際特許分類[B31B1/62]の内容
処理操作;運輸 (1,245,546) | 紙製品の製造;紙の加工 (2,636) | 箱,カートン,封筒,または袋の製造 (1,944) | 特定の作動をする点を特徴とする箱,カートン,封筒または袋を製造する機械類 (1,126) | 向かい合う面または端縁を結合するもの;テープを貼ること (276) | 接着剤によるもの (65)
国際特許分類[B31B1/62]に分類される特許
1 - 10 / 65
糊塗布装置
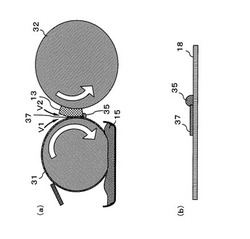
【課題】 ローラー方式の糊塗布装置において、凹凸のある、あるいは表面の強度が低い被塗布媒体であっても、安定した塗布状態が得られる糊塗布装置を提供することを課題とする。
【解決手段】 本発明の糊塗布装置は糊供給ローラー31と糊版ローラー32と糊版ローラー32上に凸状に形成された糊版13とを持ち、糊供給ローラー31上の糊の移動速度と糊版13の表面の移動速度の間には僅かな差が生じるように設定されており、糊供給ローラー31上の糊が糊版13に移行する際に、両者のズレにより糊溜り35が生じるため、糊版13上の糊が媒体18に移行する際に、いち早く媒体18に接触するため、これが導入となり、媒体18への確実な塗布が実現される。
(もっと読む)
バッグインボックス用外装箱と製造方法

【課題】製造が容易で、追加の工程や装置を必要としないで必要な強度を達成でき、袋内の残存内容物を出来るだけ少なくすることの出来る簡易かつ安価なバッグインボックスを提案すること。
【解決手段】 四角形の包装箱の各側壁の隅角に外側から凹になるように内側折りした形状の凹み部を柱状に形成してあることを特徴とするバッグインボックス用外装箱。前記凹み部の形成を、内袋を外装箱に挿入後に行なうバッグインボックス用外装箱。段ボールの、箱体としての貼り合わせ、底成型、内袋への内容物充填、内袋の外装箱への装填、外装箱封緘および製函機からの排出後に各側壁の隅角に外側から凹になるように内側折りした形状の凹み部を柱状に形成する工程を含むバッグインボックス用外装箱の製造方法。
(もっと読む)
箱及びその製造方法
【課題】材料使用量が最小限に抑えられ、少数の機械を用いて純機械的に製造することができる箱構造を提供する。
【解決手段】箱21は、被覆処理された複数部分からなる箱部材1を基礎構造として作られ、2つの別個の同じく被覆処理された側壁13,14がこれに接着される。複数部分からなる箱部材1は、底面10と、他の2つの側壁11,12と、を含んでいる。2つの別個の第3及び第4の側壁13,14は、複数部分からなる箱部材1のエッジに対して同一面上に並ぶように、またはこれより若干引っ込むように舌部4.1,4.2に接着され、複数部分からなる箱部材1は、いわば第3及び第4の側壁13,14を囲むように折り曲げられる。その結果、形状の安定した箱が得られ、その最も単純な形態では、上方が開いた箱である。
(もっと読む)
製函装置
【課題】凸曲面部を有するようなユニークな形状の箱であっても、ブランクシートを自動的に折り曲げることで角筒状体を成形することができるようにした製函装置を提供する。
【解決手段】平坦な平面状金型12と、凸曲面部を有する曲面状金型13と、曲面状金型13を前記平面状金型12に接離させる駆動機構14とを有する成形手段10を備えている。ブランクシート110の凸曲面部となる部位112が、平面状金型12から離間している曲面状金型13に宛がわれ、凸曲面部となる部位112の両側のブランクシート110が平面状金型12側に折り曲げられ、内フラップとなる部位を平面状金型12に重ね、平坦面部となる部位111を内フラップとなる部位上に重ね合わせ、内フラップとなる部位と平坦面部となる部位111とを仮接着することで角筒状体120を成形し、曲面状金型13が平面状金型12に近接することで、角筒状体120を成形手段10から脱抜可能している。
(もっと読む)
環境対応に優れた紙製容器の製造方法
【課題】接着剤の使用量を激減し、極めて簡単な方法で製造でき、かつ、意匠性にも優れた紙製容器の製造方法。
【解決手段】筒状側壁aと地板bとから成る容器本体Aと、筒状側壁a’と天板cとから成る蓋体Bとで構成される紙製容器の製造方法であって、筒状側壁a、a’が、特定長さ、特定高さ、および舌片を備えたブランクを切り出す工程、折返部に少量の接着剤を付与する工程、側壁上に上下の折返部を折り返して重ね合わせて接着して外装材とする工程、折返部を重ねた外装材上に補強材を段差を設けて接着剤で重ね合わせて側壁重合体を得る工程、該重合体を折り曲げ筒状側壁a、a’を製造する工程、得られた筒状側壁a、a’の段差に地板若しくは天板を接着剤で固定する工程、により容器本体若しくは蓋体を製造する紙製容器の製造方法。
(もっと読む)
糊材の塗布方法
【課題】内容物の漏れ出しを防ぎつつ、より少ない糊材で加工部の周囲を密閉する。
【解決手段】加工部が形成された板部と、板部に接合されるフラップとを備えるブランクに糊材を塗布する糊材の塗布方法は、所定方向に搬送されるブランクに対して糊材を吐出し、加工部を挟んで対向し、互いに平行に並んで延びる複数の糊材の単位パターン61からなる一対の第一列62を形成する第一列形成工程と、搬送されるブランクに対して糊材を吐出し、第一列の一方の端部どうしを接続するように延びる複数の単位パターンからなる第二列63を形成する第一列形成工程とを備え、第一列は、板部上に形成される第一領域62Aと、フラップ上に形成される第二領域62Bとを有し、フラップが折線で折り曲げられて板部に重なると、第二領域の単位パターンが第一領域の単位パターン間に配置され、第一列と第二列とが連続した接着領域を形成して加工部周囲の三方を囲む。
(もっと読む)
ブライユ式点字印字装置
【課題】フォルダ・グルア内を移動する厚紙ブランク上にブライユ式点字文字を印字する装置であって、ブランクの任意の場所、より詳しくは、ブランクの縁部または折り目に近い場所にブライユ式点字メッセージを印字できる装置を提供する。
【解決手段】実質的に平らな搬送路(F)に沿ってフォルダ・グルア内を移動する厚紙ブランクにブライユ式点字文字を印字する装置において、ロータリエンボス加工工具(5、6)を有し、これらの工具(5、6)は、前記搬送路(F)の平面の上下で回転可能に取付けられたそれぞれの2つの平行シャフト(7、8)により支持され、かつ厚紙がフォルダ・グルアを通って走行する間にブライユ式点字文字を厚紙上に印字するように作動できることを特徴とする装置。
(もっと読む)
ケース及びその製造方法
【課題】収納空間に内容物を接着部材と不接触で挿入する。
【解決手段】シート1,2として、凸部3が突出形成されたシートと凸部3が突出形成されないシート、又は凸部3が突出形成されたシート同士を重ね合わせ、これらシート1,2の周縁部1b,2bの間で凸部3の外側に形成される空所部4に、接着部材5を充填することにより、接着部材5が凸部3を乗り越えず、それよりも内側の収納空間Sに入り込むことなく硬化して、周縁部1b,2b同士が接着部材5で接着される。
(もっと読む)
のりばり袋用糊塗布装置
【課題】袋底部の寸法変更に短時間で対応可能で、コストが低廉で済み、不良品の発生数が減少して生産効率が向上するのりばり袋用糊塗布装置の提供。
【解決手段】糊貼袋となる筒体を閉鎖予定端部を開いた状態で、筒体の幅方向と平行に搬送する袋搬送装置と、ノズルの先端を閉鎖予定端部に向けて配置され、ノズルへの糊供給路を開閉するバルブを有する多数の糊吐出ガン2と、筒体が糊吐出ガン2の設置領域に達したことを検出する袋検出装置と、袋検出装置及び糊吐出ガン2に接続された制御装置を備え、糊吐出ガン2は、閉鎖予定端部の中心線cの両側に、搬送方向の一側において中心線cに接近すると共に、他側に向かって次第に中心線cから遠ざかる2列に配置され、制御装置は、袋検出装置からの検出信号を受けて糊吐出ガン2を作動させると共に、閉鎖予定端部の寸法に応じて設定されているタイミングで必要な糊吐出ガン2のバルブを開く。
(もっと読む)
変形箱の製造方法及び変形箱
【課題】ボール紙製で、周囲が直線或は凹曲線となっている天板紙(ソコ板紙)とその周囲に側面胴板紙を接着し組み合わせる変形箱の製造において、成形用木型を必要としないようにして、投資額を少なくするとともに作業スペースも少なくし、多数ロット、少ロットの製造・注文に関係なく一定価格のコストで変形箱を提供できるようにしようとするもの。
【解決手段】ボール紙1製で、周囲が直線或は凹曲線となっている天板2紙(ソコ板紙)とその周囲に側面胴板3紙を組み合わせてなる変形箱において、天板紙(ソコ板紙)とこの天板紙に対応する側面胴板紙を予め切断しておき、側面胴板紙の下辺内側に極細幅の両面接着テープ4の片面を接着して接着面5を形成し、この接着面を天板紙(ソコ板紙)周囲に仮接着して変形箱本体を形成し、この仮接着部分に更に接着剤6を塗布して天板紙(ソコ板紙)と側面胴板紙を本接着するようにした変形箱の製造方法。
(もっと読む)
1 - 10 / 65
[ Back to top ]