
国際特許分類[B65D1/00]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料の保管または輸送用の容器,例.袋,樽,瓶,箱,缶,カートン,クレート,ドラム缶,つぼ,タンク,ホッパー,運送コンテナ;付属品,閉蓋具,またはその取付け;包装要素;包装体 (75,914) | 一体に形成された本体をもつ剛性または準剛性容器,例.金属材料の鋳造,合成樹脂の成形,ガラス状材料のブロー,陶磁器のろくろ製造,パルプ状の繊維材の成形またはシート材における深絞りによるもの (4,889)
国際特許分類[B65D1/00]の下位に属する分類
内容物注出のために設けられた首部または類似の限定口をもつ瓶または類似の容器 (1,402)
アンプル (18)
壺,広口瓶,例.食糧保存用 (9)
缶,樽,ビール樽またはドラム缶 (180)
内容物を囲いこむ深さの側壁をもつ箱またはその類似容器 (785)
内容物を取出す際に,一時外力により変形するようにした容器 (55)
トレーまたは類似の浅い容器 (324)
骨組状か穴あき構造をもつバスケットまたはその類似容器 (10)
壁部の細部 (411)
国際特許分類[B65D1/00]に分類される特許
121 - 130 / 1,695
ラベル付き容器
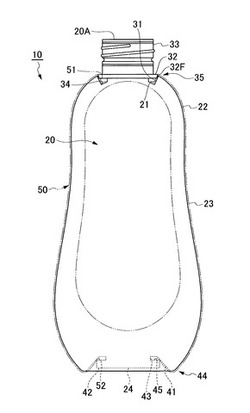
【課題】 ラベル付き容器において、ラベルの端を容器本体に整えて設け、容器の美的外観を向上すること。
【解決手段】 容器本体20と、該容器本体20に被せられた熱収縮フィルムからなるラベル50とを有する容器10であって、容器本体20の内側へ押し込まれた屈曲反転部34、44に、ラベル50の端51、52を挟み込み保持するラベル留め部35、55を備えたもの。
(もっと読む)
合成樹脂製壜体

【課題】 本発明は、プリフォームの胴部の肉厚の上限に係る制限を十分に補完することができる2軸延伸ブロー成形方法の創出を課題とし、もって細口でありながら胴部を十分に膨出させた形状の2軸延伸ブロー成形壜体を提供することを目的とするものである。
【解決手段】 成形される壜体よりも大きな高さ寸法を有する試験管状のプリフォームを射出成形し、このプリフォームの口筒部を除く部分の高さ寸法を、壜体の口筒部を除く部分の高さ寸法より小さな高さ寸法に加熱収縮し、この加熱収縮したプリフォームを2軸延伸ブロー成形すると云う成形方法により、壜体の口筒部の内径を10mm以下とし、胴部の最大外径をこの口筒部の内径の2.5倍以上、さらには3.0倍以上とし、胴部の最大径部分の最小肉厚を0.45mm以上とする。
(もっと読む)
透明性に優れた耐熱包装用容器およびその製造方法
【課題】多層シート由来の包装用容器において透明性及び賦形性に優れたものを得る。
【解決手段】表裏両面を有するコア層と、該コア層の片面又は両面に設けられたスキン層とを積層してなる2層又は3層構造の積層シートを、熱成形して包装用容器を得る。前記積層シートのコア層は、特定の融点Tm(一般的には260℃)を有する非晶ポリエチレンテレフタレート(A−PET)の未延伸シートからなる。前記積層シートのスキン層は、ポリエチレンテレフタレートの延伸フィルム(OPETフィルム)からなる。熱成形の際に、スキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点Tm未満の温度となるように積層シートを加熱しつつ成形することにより、透明性及び賦形性に優れた包装用容器を得ることができる。
(もっと読む)
透明容器の製造方法及び透明容器
【課題】ポリプロピレン系樹脂を主原料とし、透明度と透明度の均一性の優れた透明容器の製造方法の提供
【解決手段】
射出延伸ブロー成形によりポリプロピレン系樹脂から、透明容器を成形する透明容器の製造方法であって、射出成形機によりプリフォームを成形する際、射出成形機のランナ部の樹脂温度がシリンダ部樹脂温度以上で、且つ230〜300℃として樹脂を金型に射出することを特徴とする透明容器の製造方法。
製造方法。
(もっと読む)
樹脂成形品の製造方法
【課題】製造される樹脂成形品の寸法や強度を安定させることのできる樹脂成形品の製造方法を提供すること。
【解決手段】帯状の樹脂発泡シートを熱成形機に間欠送りして該熱成形機の加熱ゾーンにおいて前記樹脂発泡シートを加熱し、該加熱ゾーンに続けて設けられている成形ゾーンにおいて前記加熱ゾーンで加熱された樹脂発泡シートを成形型に沿わせて変形させるとともに冷却させて該樹脂発泡シートに製品形状を形成させる樹脂成形品の製造方法であって、前記成形ゾーンに導入させた樹脂発泡シートに温度差が生じることを抑制すべく、前記加熱ゾーンでは、前記間欠送りによって次に成形ゾーンに送られる樹脂発泡シートの先端側の温度を末端側の温度よりも高温にさせることを特徴とする樹脂成形品の製造方法を提供する。
(もっと読む)
発泡中空成形体
【課題】均一に発泡し、かつ発泡倍率が高く、軽量で、断熱性が高く、かつ、剛性、耐熱性に優れる発泡中空成形体を提供する。
【解決手段】特定の分子量分布と長鎖分岐構造を有するポリエチレン系樹脂を用いることにより、発泡倍率が高く、軽量で、断熱性に優れ、かつ、剛性、断熱性、低温衝撃性に優れる発泡中空成形体となる。
(もっと読む)
透明容器及び透明容器の製造方法
【課題】ポリプロピレン系樹脂を主原料とした、所望の透明度と透明度の均一性とを兼ね備えた透明容器の提供
【解決手段】
シンジオタクティックポリプロピレン系樹脂の含有量が75質量%未満であるポリプロピレン系樹脂を用いた透明容器であり、胴部の肉厚が0.6〜1.5mm、胴部の肉厚(mm)に対するヘイズ値(%)の比(ヘイズ値/肉厚)が1.0〜5.0(%/mm)、胴部の任意の2箇所のヘイズ値の比(小さい方のヘイズ値/大きい方のヘイズ値)が0.73以上であることを特徴とする透明容器。
(もっと読む)
ボトル成型設備の情報管理方法及び情報管理システム並びにボトル成型設備
【課題】成型された樹脂製ボトルに不備な点が発見されて排除された時に、不備となった原因を、プリフォームの製造時にまで追跡できるようにする。
【解決手段】コンテナ受取部3と、複数のコンベア装置9を設け、その複数のコンベア装置9により搬送されたコンテナ2からプリフォーム1を受け取って成型するブロー成型機6を設け、複数のコンベア装置9夫々にプリフォーム情報一時保管手段18を設けておいて、コンテナ2に付設のプリフォーム情報を読み取り、複数のコンベア装置9間でコンテナ2を受け渡しながら搬送すると同時に、その受け渡すコンテナ2におけるプリフォーム情報を順次リレー式に複数のプリフォーム情報一時保管手段18に受け渡し、プリフォーム情報一時保管手段18におけるプリフォーム情報を、ブロー成型機6によりプリフォーム1から成型される樹脂製ボトルに関連付けて保管しておく。
(もっと読む)
発泡シートおよび容器
【課題】均一に発泡し、かつ発泡倍率が高く、軽量で、断熱性が高く、かつ、剛性、耐熱性、低温衝撃性に優れる発泡シートおよび容器を提供する。
【解決手段】特定の分子量分布と長鎖分岐構造を有するポリエチレン系樹脂を用いることにより、発泡倍率が高く、軽量で、断熱性に優れ、かつ、剛性、断熱性、低温衝撃性に優れる発泡シートおよび容器となる。
(もっと読む)
発泡シートおよび容器
【課題】均一に発泡し、かつ発泡倍率が高く、軽量で、断熱性が高く、かつ、剛性、耐熱性に優れる発泡シート、および容器を提供する。
【解決手段】ポリプロピレン系樹脂と特定の分子量分布と長鎖分岐構造を有するポリエチレン系樹脂からなるポリプロピレン系樹脂組成物を用いることにより、発泡倍率が高く、軽量で、断熱性に優れ、かつ、剛性、断熱性に優れる発泡シートおよび容器となる。
(もっと読む)
121 - 130 / 1,695
[ Back to top ]