
国際特許分類[B65G57/11]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 運搬または貯蔵装置,例.荷積みまたは荷あげ用コンベヤ;工場コンベヤシステム;空気管コンベヤ (20,388) | 物品の積み重ね (277) | 積み山の頂きに加えることによるもの (183) | 物品が供給コンベヤの直接作用によって積み重ねられるもの (19)
国際特許分類[B65G57/11]の下位に属する分類
国際特許分類[B65G57/11]に分類される特許
1 - 10 / 12
段ボールシートのバッチ分割装置、バッチ分割機能を備えたカウンタエジェクタ、および段ボールシートのバッチ分割方法
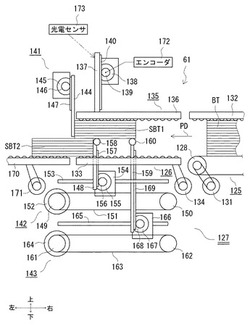
【課題】シート枚数の少ない小ロットのバッチの各段ボールシートを高品質に維持するとともに、小ロットのバッチに高速で分割する。
【解決手段】分割コンベア126が、所定のシート枚数のバッチBTを形成するバッチ形成装置60の下流側に配置され、その形成されたバッチBTを所定の搬送方向PDに搬送する。バッチ分割装置61は、分割コンベア126上にあるバッチBTの先端部および後端部とそれぞれ当接する2つの仕切り体144、148を含み、所定の搬送方向PDと平行な方向に両仕切り体144、148を相対的に移動させることにより、バッチBTを上下2つの小バッチSBT1、SBT2に分割する。
(もっと読む)
カウンタエジェクタ

【課題】前当板が変位する変位量だけその変位方向と同じ方向に、テーブルが変位することにより、バッチがエレベータのテーブルから送出コンベアに受け渡される時間を短くしてバッチの送出を高速化する。
【解決手段】段ボールシートBSの先端部が当接する前当板61は、搬送方向FDと平行に変位可能である。矯正板62は、前当板に相対して配置され、段ボールシートの後端部に当接してシート端部を整列させる。レッジ63、64A、64Bは、前当板と矯正板との間で積載される段ボールシートを分離して所定枚数のバッチBTを形成する。送出コンベア60は、搬送方向と同じ方向に向かう送出方向TDにバッチを送出する。エレベータ65は、テーブル65Aを含み、前当板および矯正板の配置高さから送出コンベアの配置高さまでバッチを運搬する。テーブルは、前当板の変位量だけその変位方向と同じ方向に変位する。
(もっと読む)
物品の方向転換装置及び方向転換方法
【課題】物品の姿勢を搬送途中で方向転換させる場合において、その方向転換させた物品の姿勢が所望の姿勢に対してずれを生じるようなときには、そのような姿勢のずれが後続の物品において生じないように自動的に修正することができる物品の方向転換装置及び方向転換方法を提供する。
【解決手段】箱Bが跨って載ることができるように並列に配置された左右両搬送コンベア28a,28bの速度を箱Bの搬送方向に対する姿勢を回転させて方向転換させ得る速度差がつくように設定し、その箱Bの搬送方向に対する姿勢を搬送経路の途中の検出位置で検出し、その検出結果に基づき、箱Bの姿勢が所望の姿勢でない場合は、検出位置で姿勢を検出された物品及びその物品に後続して搬送される物品のうち少なくとも一方の物品の姿勢が方向転換終了時点において所望の姿勢に適合するように、予め設定されている各搬送コンベア28a,28bの速度設定内容を補正する。
(もっと読む)
カウンタエゼクタ及び製函機
【課題】可動部品が高速且つ安定的に動作可能なカウンタエゼクタを提供する。
【解決手段】カウンタエゼクタ10は、ホッパ20内に集積された箱Sが所定枚数に達したときに、ホッパ内側に移動して、ホッパ20内の箱Sを受けることが可能なレッジ30と、レッジ30に対して上下方向に相対移動可能に設けられ、レッジ30に対して上下方向下側に相対移動することでエレベータ50上のバッチを押圧可能なプレスバー40と、プレスバー40をレッジ30に対して上下方向に相対移動させる相対移動用サーボモータ38とを有している。プレスバー40は、相対移動用サーボモータ38により駆動されて、レッジ30に対して上下方向に相対移動するため、カウンタエゼクタ10は、レッジ30に対するプレスバー40の駆動に空気圧アクチュエータを用いた場合に比べて、高速且つ安定的に動作することができる。
(もっと読む)
板材積出装置
【課題】板材と装置との干渉が格段に生じ難い板材積出装置を実現すること。
【解決手段】ストックバー31′の長手方向は、板材の搬入方向と同じであり、このストックバー31′は、アクチュエータ36によって往復動作させることができる。アクチュエータ36は、x軸方向に回転軸を有するボールネジを用いて構成してもよいし、エアシリンダを用いて構成してもよい。アクチュエータ36の駆動力によりストックバー31′をスタック領域Σ内に(x軸方向の正の向きに)突き出し、搬入されて来る板材をその支持面31a′で下方から支持して板材を一時的に保持する。第1の昇降手段32は、ベルトコンベア10の真下の水平床面G上に配設されており、アクチュエータ36及びストックバー31′の各長手方向は、ベルトコンベア10の裏面10bの下において常時x軸方向に維持される。
(もっと読む)
物品箱詰め装置
【課題】 従来の物品箱詰め装置は、物品を定位置で積層するのに、簡単な構成で、処理スピードが速く、且つきれいに整列させた状態で積層できるものはなかった。
【解決手段】 コンベア装置1で順次搬送されてくる平面視矩形で薄形の物品Yをコンベア終端部1aから順次無停止状態で送出して、各物品Yをコンベア終端部1aの下方で待ち受ける収納箱X内に所定個数だけ積層状態で収納し得るようにした物品箱詰め装置において、コンベア終端部1aに、該コンベア終端部から送出される物品Yを乗り越させて減速させた後、表裏反転させて落下させるための物品減速反転部材2を取付けていることにより、物品Yを収納箱X内に、簡単な構成で、処理スピードが速く、且つきれいに整列状態で収納・積層できるようにした。
(もっと読む)
移動式搬送装置
【課題】 打痕や傷痕がない金属物品を全数検査することなく出荷可能な移動式搬送装置を提供することを課題とするものである。
【解決手段】 段積みのパレット群L中の最下部に位置するパレットは搬送装置筐体10内の図6に示すパレット40の位置に移動され、第二受取部22およびホッパー311が図2に示す位置に設置され、金属物品Wは金属物品受取部20の第一受取部21中を通過して第二受取部22に受け取られ、次いでホッパー311中に移される。金属物品Wを保持したホッパー311は、仕切部材41にて仕切られた複数の区画を有するパレット40の未収用区画の直上に金属物品移送部30により移動せしめられ、そこで底部を開いて当該未収用区画内に金属物品Wを投下する。
(もっと読む)
物品のパレタイズ包装・供給方法およびパレタイザー
【課題】物品の効率な流通を可能とするパレタイズ包装・供給方法を提供する。
【解決手段】物品を製造する製造工程と、製造工程にて製造された物品を検査する検査工程と、検査工程にて検査された物品を複数平面状に整列させると共に、間に仕切部材を介在つつ多段に積載して包装する梱包工程と、梱包工程にて包装された梱包体を配送先に配送する配送工程と、配送された梱包体を開梱し、物品を整列状態にて排出する開梱工程とを含む。
(もっと読む)
樹脂フィルムの送給方法およびそれに用いる装置
【課題】 たとえば10〜500μmの厚みを有する樹脂フィルムを、それが気密性を有するものであると否との別なく、しわ、めくれ等の形態不良を発生させることなく、所定の作業手段、保管手段等への精度良く安定的に供給できる樹脂フィルムの送給方法を提供する。
【解決手段】 シート13で裏打された長尺の樹脂フィルム12を平坦姿勢で搬送しつつ、その樹脂フィルム12の表面に、定寸切断された未加硫ゴムシート14をそれの先端側から漸次に積層させるとともに、この積層を終えた部分での、樹脂フィルム12からの裏打シート13の除去および、その積層を完了した後の樹脂フィルム12の定寸切断のそれぞれを順次に行い、次いで、その樹脂フィルム12を成型ロール7に供給する。
(もっと読む)
シート積載装置およびシート積載方法
【課題】サイクルタイムの短縮化を可能としたシート積載装置およびシート積載方法を提供する。
【解決手段】シート把持装置32と積載テーブルTとの間に設置された移送コンベア70は、該積載テーブルTの上方へ延出した第1状態および該積載テーブルTの上方から退避した第2状態の間で変位する。そして、第1状態においてシート把持装置32から軟質発泡樹脂シートSを受け取って積載テーブルTの側へ移送させ、該軟質発泡樹脂シートSの端縁部S2が該積載テーブルTの積載基準位置Pに到来した時点で第2状態へ変位して、当該軟質発泡樹脂シートSを該積載テーブルT上へ積載する。
(もっと読む)
1 - 10 / 12
[ Back to top ]