
国際特許分類[B65H54/70]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 薄板状または線条材料,例.シート,ウェブ,ケーブル,の取扱い (43,151) | 線条材料の巻取り,内巻きまたは折重ね (690) | 糸巻取機のその他の構造的特徴 (85)
国際特許分類[B65H54/70]の下位に属する分類
フィラメント材料の切断装置 (12)
機枠,枠板,覆板 (4)
駆動装置 (11)
国際特許分類[B65H54/70]に分類される特許
21 - 30 / 58
繊維機械管理システム及び精紡ワインダ
【課題】精紡ワインダにおいて効率の良いメンテナンスを支援する繊維機械管理システムを提供する。
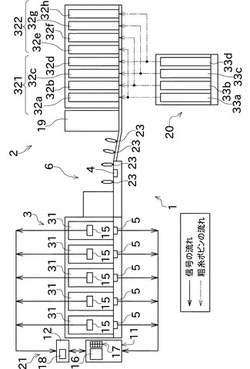
【解決手段】ボビン23を乗せて搬送するトレーは、ボビンを形成した精紡ユニット32を特定可能な情報を記憶するRFタグを備える。ワインダ3は、各巻取ユニット31が実ボビンから解舒している紡績糸の状態を監視して糸品質情報を取得する糸品質監視部21を備える。糸品質情報に基づいて前記糸に所定の特徴を検出した場合、管理システムは、前記ボビン情報に基づいて、粗紡ユニット33又は精紡ユニット32の中から、前記特徴に対応する対応ユニットを特定する。また、管理システムは、前記糸品質情報に基づいて、前記対応ユニットにおいて前記特徴に対応する部位である対応部位を特定するとともに、当該対応部位の状態を推定する。そして、前記対応ユニットと、前記対応部位と、前記対応部位の状態と、がディスプレイ18によって通知される。
(もっと読む)
精紡ワインダの繊維機械管理システム及び精紡ワインダ

【課題】精紡ユニットで紡績された糸の毛羽の発生傾向をボビン単位で自動的に分析することができる精紡ワインダの繊維機械管理システムを提供する。
【解決手段】精紡機2で糸が巻き付けられたボビン23がセットされるトレーは、当該トレーにセットされたボビン23に糸を巻き付けた精紡ユニット32を特定するための情報を記録可能なRFタグを有する。また、巻取ユニット31は、クリアラ15と、ユニット制御部と、RFリーダ5と、を有する。そして、本実施形態の精紡ワインダ1に用いられる繊維機械管理システムは、クリアラ15が毛羽量を検出したときの前記解舒糸長さとともに当該毛羽量を記録し、精紡ユニット32が紡績した糸の品質検査をボビン23単位で行う。
(もっと読む)
糸巻取機及びそれを備える繊維機械
【課題】巻取ユニットの動作モードを遠方から判別することが可能な糸巻取機を提供する。
【解決手段】糸巻取機は、巻取ユニットの動作モードを運転モードと、停止モードと、規制モードとに切替る動作スイッチ42を備える。操作スイッチ42は巻取ユニットの動作モードが切替えられるのに対応して、操作部62が操作パネルから突出する高さを第1の位置と、第2の位置と、第3の位置とに切替え可能に構成されていることを特徴とする。
(もっと読む)
自動ワインダの繊維機械管理システム及び自動ワインダ
【課題】巻取作業が中断されたボビンが別の巻取ユニットに搬送された場合でも、巻取作業が中断される前の巻取条件を再現することができる自動ワインダの繊維機械管理システムを提供する。
【解決手段】ワインダ3が備える巻取ユニット31は、ボビン23に巻き付けられた糸を解舒してパッケージを形成する。トレーは、情報を記録可能なRFタグを有する。巻取ユニット31は、RFタグの情報を読み取るためのRFリーダ5を有する。そして、本実施形態のワインダ3に適用される繊維機械管理システムは、巻取作業を途中で中断した場合には、中断したときの巻取条件及び巻取状況を示す巻取情報を記録する。そして、巻取作業が途中で中断したボビン23を用いて巻取作業を再び行うときは、当該ボビン23の巻取情報に基づいて、ボビン23が搬送された巻取ユニット31を制御する。
(もっと読む)
糸巻取機、及び繊維機械
【課題】本当に必要な作業と、オペレータによって行われる作業と、の不一致を解消し、もって、糸巻取機の生産性を向上する技術を提供する。
【解決手段】少なくとも給糸源に起因した異常状態が発生したことを起点に定常表示から異常表示に切り替えられ、前記異常表示時に操作されることによって定常表示に切り替えられると共に、機台を停止状態から運転状態に切り替える第1の異常表示兼リセット部と、少なくとも巻取ボビンに起因した異常状態が発生したことを起点に定常表示から異常表示に切り替えられ、前記異常表示時に操作されることによって定常表示に切り替えられると共に、機台を停止状態から運転状態に切り替える第2の異常表示兼リセット部と、を備えた。
(もっと読む)
繊維機械
【課題】ある巻取ユニットから、巻取ユニットの並べられている方向に遠く離れた、オペレータに、その巻取ユニットの動作の状態をスムーズに認識させる技術を提供する。
【解決手段】給糸ボビンの糸をパッケージとして巻き返す糸巻取本体と、前記糸巻取本体を支持する支持体と、を含んで構成される糸巻取機が多数、並べて設けられる。支持体の湾曲面20に、巻取ユニットの動作の状態を表示可能なアラームランプ25を設けている。
(もっと読む)
糸巻取装置及びパッケージの回転不良検出のためのアラーム閾値決定方法
【課題】パッケージの回転不良を高精度に自動検出できる糸巻取装置を提供する。
【解決手段】自動ワインダは、巻取ユニット16と、機台制御装置11と、を備える。巻取ユニット16は、糸の巻取作業を行う。機台制御装置11は、巻取ユニット16の制御を行う。機台制御装置11は、理論パッケージ算出部27と、演算部17と、を備える。理論パッケージ算出部27は、理論パッケージ回転数を算出する。演算部17は、パッケージの回転不良を判定するためのアラーム閾値を理論パッケージ回転数に基づいて決定する。アラーム閾値は、巻取ユニット16に入力される。巻取ユニット16が備えるアラーム判定部76は、パッケージの実際の回転数と、アラーム閾値と、を比較してアラーム判定を行う。
(もっと読む)
糸貯留装置、これを備える繊維機械及び紡績機
【課題】糸貯留装置において、糸貯留ローラから下流側へ解舒される糸の張力変動を低減できる構成を提供する。
【解決手段】糸貯留装置12は、紡績糸10を巻付け可能な糸貯留ローラ21と、下流側ガイド26と、を備える。下流側ガイド26が有する案内溝91は、糸貯留ローラ21からの紡績糸10の糸道を当該糸貯留ローラ21の回転軸線92上の点に収束させる。案内溝91を通過した糸道である下流糸道94は、前記回転軸線92に対して傾斜しつつ延びている。前記回転軸線92を含む垂直な仮想平面に、糸貯留ローラ21と案内溝91との間の糸道の軌跡である円錐面と、前記下流糸道94と、を投影した場合を考える。前記円錐面が仮想平面に形成する三角形において、前記回転軸線92を挟む2つの辺96,97のそれぞれと、下流糸道94が仮想平面に形成する直線と、がなす角度P,Qが、何れも90度以上である。
(もっと読む)
糸処理方法及び紡績機
【課題】デリベリローラを省略した紡績機でありながら、糸継時においてパッケージに糸品質の不安定な部分が混入してしまうことを防止できる紡績機を提供する。
【解決手段】精紡機は、紡績装置と、巻取装置と、糸貯留ローラ21と、糸掛け部材22と、糸外しレバー28と、を備える。糸貯留ローラ21は、外周面に紡績糸10を巻き付けて回転することで、当該紡績糸10に張力を与えながら紡績装置から引き出す。糸掛け部材22は、紡績糸10と係合した状態で糸貯留ローラ21と一体的に回転することで、糸貯留ローラ21の外周面から紡績糸10が解舒されることを阻止する。糸外しレバー28は、糸掛け部材22の糸搬送方向下流側に配置され、紡績糸10に接触しない下降位置と、紡績糸10に接触する上昇位置との間で移動可能である。糸外しレバー28が上昇位置にある時は、当該糸外しレバー28が糸掛け部材22から紡績糸10を外すように構成されている。
(もっと読む)
糸巻取機及びパッケージの製造方法
【課題】特定のパッケージ回転数で発生する大きな振動を防止しつつ、パッケージの生産効率を向上させることができる糸巻取機を提供する。
【解決手段】自動ワインダが備えるワインダユニット10は、クレードル23と、巻取ドラム24と、パッケージ回転数検出部52と、モータ制御部54と、を備える。クレードル23は、パッケージ30を回転可能に支持する。巻取ドラム24は、パッケージ30を回転させる。パッケージ回転数検出部52は、パッケージ30の回転数を検出する。モータ制御部54は、巻取ドラム24の回転数を制御する。そして、モータ制御部54は、パッケージ回転数検出部52が検出したパッケージ30の回転数が所定の回避回転数に達した場合、巻取ドラム24の回転数を所定回転数まで減らすように制御する。
(もっと読む)
21 - 30 / 58
[ Back to top ]