
国際特許分類[C21D11/00]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 熱処理のプロセス制御または調整 (156)
国際特許分類[C21D11/00]に分類される特許
31 - 40 / 156
マイクロアロイ鋼、特に管鋼を製造するための装置および方法
本発明は、マイクロアロイ鋼、特に管鋼の製造方法であって、その際、鋳造されたスラブ(1)が、スラブ(1)の搬送方向(F)において、以下の順番で、鋳造機械(3)、第一の炉(4)、少なくとも一つの粗圧延スタンド(5)、第二の炉(6)、少なくとも一つの仕上圧延スタンド(7)および冷却区間(8)を有する設備(2)を通り抜ける製造方法に関する。本発明に従い、以下のステップを有することが提案される。
a)スラブが設備(2)を通って走行する間の、スラブ(1)の望まれる温度プロフィルを定義する。
b)スラブ(1)の温度の最適化の為の、少なくとも一つの温度に影響を及ぼす要素(9,10)を、定義された温度プロフィルに従い、設備(2)の生産ライン(L)内に位置決めする、その際、温度に影響を及ぼす要素(9,10)が、第一の炉(4)と、少なくとも一つの粗圧延スタンド(5)の間、及び/又は、第二の炉(6)と少なくとも一つの仕上圧延スタンド(7)の間にもたらされる。
c)このようにして構成された設備(2)内において、スラブ(1)またはストリップの生産を行い、その際、定義された温度プロフィルが少なくとも大幅に保たれるように、少なくとも一つの温度に影響を及ぼす要素(9,10)を作動させる。 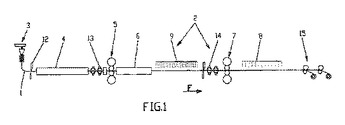 (もっと読む)
(もっと読む)
連続熱処理炉への圧延材投入順番の決定方法

【課題】圧延材の連続熱処理工程において、製造プロセス条件だけではなく、経済的なコスト面も直接評価にいれた連続熱処理炉への圧延材投入順番の決定方法を提供する。
。
【解決手段】本発明の圧延材投入順番の決定方法は、圧延材Rを複数連結した上で連続熱処理炉1に投入して設定処理温度で圧延材Rを熱処理するに際し、設定処理温度から外れた炉内温度で熱処理された圧延材Rに起因する費用損失を評価するロスコスト評価関数を設定し、このロスコスト評価関数が最小となるように、連続熱処理炉1への圧延材Rの投入順番を決定する。
(もっと読む)
金属帯の通板位置制御装置および方法

【課題】本発明の目的は、連続焼鈍ラインの焼入れ後の再加熱炉において、金属帯を連続的に、かつ、ヘアピン状に通板する際に生ずる金属帯の蛇行を修正するための金属帯の通板位置制御装置および方法を提供することにある。
【解決手段】蛇行した鋼帯1のずれ量(ΔW)を検出器9、10で検出し、この検出器9、10で検出したずれ量(ΔW)に応じた所定の修正指令値に基づき、鋼帯1が蛇行した方向の側(紙面右側)の軸部6を他方の側(同左側)の軸部6に比べて相対的に下方となるように、ジャッキ7、8でそれぞれ移動させるようにしたことを特徴とする。
(もっと読む)
起動装置および起動方法
【課題】工業炉などの産業用の製造装置に適した制御の再起動を実現する。
【解決手段】起動装置1は、降温速度ΔPVと休止時間TWと操作量上限値OHとオフ時間TXとの組からなる分析用データを記憶する分析用データ記憶部2と、分析用データを用いて多変量解析手法により推定用多項式を算出する推定用多項式算出部3と、推定用多項式を記憶する推定用多項式記憶部4と、降温速度ΔPVと休止時間TWと操作量上限値OHのオンラインデータを取り込んでオフ時間TXの推定値を算出するオフ時間TX推定値算出部5と、制御装置10に対してヒータをオフにさせる指令を与え、オフ時間TX推定値の時間だけ維持した後に、通常の制御を再起動させる動作指令部6とを備えている。
(もっと読む)
直火式ローラーハース型連続熱処理炉及びラジアントチューブ式ローラーハース型連続熱処理炉における厚鋼板の熱処理方法
【課題】ばらつきの少ない材質特許性が得られ、生産堰に優れた厚鋼板の熱処理方法を提供する。
【解決手段】直火式ローラーハース型連続熱処理炉、またはラジアントチューブ式ローラーハース型連続熱処理炉において普通鋼厚鋼板を、熱処理温度範囲を300℃〜450℃として熱処理する方法において、この熱処理温度範囲内において、材質上許容される板内の温度変動幅に基いて狙い熱処理温度範囲Tsmin〜Tsmax(℃)を設定し、この狙い熱処理温度範囲に対して、連続熱処理炉の設定温度範囲を、下限温度TGmin(℃)が、狙い熱処理温度範囲の上限温度+10℃以上、上限温度TGmax(℃)が狙い熱処理温度範囲Tsmin〜Tsmax(℃)および厚鋼板の板厚t(mm)に応じて特定式により予め定めた温度以下とし、この設定温度範囲内において連続熱処理炉の炉温TG(℃)を設定して熱処理する。
(もっと読む)
加熱炉及び加熱方法
【課題】スキッドにより金属材を搬送する加熱炉において、金属材下面のスキッドマークの温度を、より正確に測定することができる加熱炉及び加熱方法を提供すること。
【解決手段】炉内の金属材を複数のスキッドによって搬送しつつ加熱する加熱炉を提供する。この加熱炉1は、スキッドの間に配置され、金属材Fの下面の温度分布を測定する温度測定装置100と、温度分布からスキッドマーク量ΔTを算出する温度算出部12と、を有し、温度測定装置100は、炉内ガスによる吸収及び放射が起こらない波長を有する単色輝度により、金属材の放射エネルギー分布を計測する輝度計測部110と、輝度計測部110の測定範囲内で輝度計測部110の近傍に配置され迷光を補正するための温度既知物体120と、輝度計測部110が計測した単色輝度分布を迷光補正して、金属材Fの温度分布を求める演算部130と、を有する。
(もっと読む)
加熱炉及び加熱方法
【課題】蓄熱式バーナを使用してエネルギー効率を向上させつつ、金属材の長手方向の温度分布をより精度良く制御することができる加熱炉及び加熱方法を提供する。
【解決手段】この加熱炉1は、炉幅方向を長手として配置された金属材Fを炉長方向に搬送しつつ、該金属材を加熱する加熱炉であり、炉幅方向で相互に対向するように、炉幅方向両側の炉側壁のそれぞれに炉長方向に沿って複数配置され、交番燃焼のペアを組んで交番で燃焼フレームを形成する蓄熱式バーナ2と、炉長方向で相隣接する蓄熱式バーナの間における加熱炉に配置され、燃焼フレームをそれぞれ独立して形成して金属材を局所的に加熱する少なくとも1以上の非蓄熱式バーナ10と、を有し、非蓄熱式バーナは、加熱炉における抽出側から炉長の1/3の位置から、加熱炉の抽出口OUTまでの間に配置される。
(もっと読む)
加熱炉及び加熱方法
【課題】加熱炉による加熱時に鋼片の温度をより正確に制御して、鋼片の反りを防止することができる加熱炉及び加熱方法を提供すること。
【解決手段】炉内の鋼片を炉長方向に搬送しつつ加熱する加熱炉を提供する。この加熱炉1は、鋼片Fよりも下方に配置されて下面の温度を測定する温度測定装置100と、測定した温度から、抽出する際の鋼片の温度を予測する温度予測部14と、予測した温度に基づいて、搬送速度及び炉温の少なくとも一方を制御する加熱炉制御部16と、を有し、温度測定装置100は、炉内ガスによる吸収及び放射が起こらない波長を有する単色輝度により、金属材の放射エネルギー分布を計測する輝度計測部110と、輝度計測部110の測定範囲内で輝度計測部110の近傍に配置され迷光を補正するための温度既知物体120と、輝度計測部110が計測した単色輝度分布を迷光補正して、金属材Fの温度分布を求める演算部130と、を有する。
(もっと読む)
加熱制御装置及び加熱制御方法
【課題】金属材が適切に加熱されたことを、より正確に判定して、加熱炉を制御すること。
【解決手段】炉長方向に金属材Fを搬送しつつ加熱する加熱炉1を制御する加熱制御装置10を提供する。この加熱制御装置10は、搬送方向に沿って配置され金属材表面の温度分布を測定する複数の温度測定装置100と、金属材表面中、他の位置に比べて高温となることが予想され加熱過程中で管理されるべき第1位置P1と、他の位置に比べて低温となることが予想され加熱過程中で管理されるべき第2位置P2とを決定する位置決定部11と、測定された温度分布に基づいて、第1位置と第2位置との温度差を算出する温度差算出部12と、温度差に基づいて、金属材の加熱完了を判定する判定部22と、を有する。
(もっと読む)
鋼材加熱方法、加熱制御装置およびプログラム
【課題】内部酸化に起因したスケール疵が発生する確率を更に低減しつつ鋼材を加熱することが可能な鋼材加熱方法、加熱制御装置及びプログラムを提供すること。
【解決手段】本発明に係る鋼材加熱方法では、質量%でC=0.0005〜0.25%、Si≦0.5%、Mn=0.1〜1.5%、P=0.005〜0.03%、S≦0.03%、Al=0.005〜0.18%、N≦0.02%(残りはFeを除いて不可避的に含有される元素である。)を含有する鋼材を、1150℃以上の前記鋼材表面温度をTs1(℃)とし、Ts1が1150℃以上における加熱時間をt1(分)とした場合、以下の式1を満たす条件で加熱する。
Ts1+0.857×t1 < 1270 ・・・(式1)
(もっと読む)
31 - 40 / 156
[ Back to top ]