
国際特許分類[C21D11/00]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 熱処理のプロセス制御または調整 (156)
国際特許分類[C21D11/00]に分類される特許
61 - 70 / 156
加熱炉の温度制御方法
【課題】連続焼鈍炉の加熱炉内で、溶接点を介して厚みが異なる鋼板を連続して加熱する際に生じる鋼板温度外れと鋼板の形状不良を回避することが可能な加熱炉の温度制御方法を提供する。
【解決手段】本発明によれば、連続焼鈍炉において複数の加熱ゾーンを含む加熱炉により板厚が先行材と後行材とで異なる鋼板を加熱する場合の加熱炉の温度制御方法において、前記加熱炉入側からN番目の加熱ゾーンの炉温を前記後行材の標準値に設定して温度制御し、前記N番目の加熱ゾーンの炉温が前記後行材の標準値に許容範囲を含む温度に到達してから、N−1番目の加熱ゾーンの炉温を前記後行材の標準値に設定して温度制御し、以下同様に、N=1番目の加熱ゾーンに至る各加熱ゾーンの炉温を順次温度制御する。
(もっと読む)
鋼材の熱処理方法
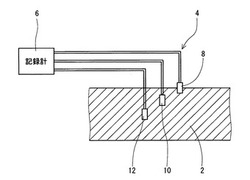
【課題】燃料を浪費することなく高品質な丸棒鋼が得られる熱処理方法の提供。
【解決手段】制御装置4は、記録計6、第一熱電対8、第二熱電対10及び第三熱電対12を備えている。第一熱電対8は、パイロット鋼材2の表面に位置している。第三熱電対12は、径方向において、パイロット鋼材2の中心に位置している。第二熱電対10は、径方向において、第一熱電対8と第三熱電対12との中間に位置している。バッチ炉に、多種類の丸棒鋼と共に、パイロット鋼材2が装入される。パイロット鋼材2の径は、装入される丸棒鋼のうち最も太いものの径と同じか、それ以上である。制御装置4によって温度が測定されつつ、バッチ炉の温度が制御される。このバッチ炉によって、丸棒鋼に焼鈍しが施される。
(もっと読む)
工業炉において金属加工品を熱処理するための技術的手順を自動的に作成する方法及びコンピュータプログラム、並びに上記方法及びコンピュータプログラムを実行するための装置

【課題】金属加工品の熱処理の実行を、各工業炉における熱処理の開始前に計画し、その後、自律的に実行する。
【解決手段】本発明は、熱処理のための技術的手順を自動的に作成するための方法及びコンピュータプログラム、並びに装置を提供する。前記装置はコンピュータを有する。最初に、選択された金属加工品の材料のパラメータを材料データバンクからロードすると共に、選択された処理方法の手順の枠組みの雛形をロードし、ユーザインターフェースからのデータを提供すると共に、手順の枠組みを作成する。その後、金属加工品のパラメータ、作成された手順の枠組み、及びユーザインターフェースからのデータを、部分手順に関する値として確定することによって、最終的に熱処理を行うための技術的手順(後から修正可能であり、プログラムデータバンク内に保存可能であり、工業炉における金属加工品の熱処理のために呼び出し可能な手順)が作成される。
(もっと読む)
プロセスライン駆動モータの非常停止方法および装置
【課題】帯板を連続的に通板・処理する、複数のライン駆動モータ及びドライブ装置を有するプロセスラインを対象に、各ライン駆動モータの速度指令を決定し設備の全体または一部の通板制御および張力制御を司る制御装置に故障が発生した場合に、プロセスライン全体又は一部のライン駆動モータを安全に停止させるプロセスライン駆動モータの非常停止方法および装置を提供することを課題とする。
【解決手段】各ドライブ装置にあらかじめそれぞれ個別に設定した非常停止減速レートで停止する非常停止工程Aとともに、速度指令を司る制御装置に故障が発生した場合に、非常停止状態となってからゼロ速度となって停止するまでの時間を一定とする非常停止減速レートで停止する非常停止工程Bを有する。
(もっと読む)
加熱炉における被加熱材の抽出位置検出方法及び抽出方法
【課題】操業上の支障を来すことなく加熱炉における被加熱材の抽出位置を精度良く検出できる方法等を提供する。
【解決手段】本発明は、加熱炉100内で被加熱材Mの長手方向に略直交する方向に搬送される被加熱材Mの抽出位置を検出する方法である。本発明に係る方法は、加熱炉の外部であって、被加熱材の搬送方向下流側に位置する加熱炉の炉壁101から前記搬送方向に離間した位置において、前記搬送方向に直交する方向に沿って複数のレーザ距離計10を設置し、炉壁に設けた開口102を通じて、各レーザ距離計から水平方向に投光したレーザ光を被加熱材に照射することにより、各レーザ距離計から被加熱材までの距離を測定し、測定した被加熱材までの距離に基づき、被加熱材の抽出位置を検出することを特徴とする。
(もっと読む)
ステンレス鋼帯板の冷却において平坦度を制御する方法および装置
本発明は、仕上げラインにおける焼きなまし後の冷却に関連して、ステンレス鋼帯板の平坦度を制御する方法および装置に関する。帯板(1)は、まず、少なくとも1つの冷却媒体を帯板の移動方向に対して横断するように配設した少なくとも1つの群の供給機器(5、6)を介して、帯板(1)の全幅に対して供給して、帯板の移動方向(2)にて冷却し、冷却媒体の量は、平坦度用に帯板の所望の温度に関して記録された所定のデータを用いて調節し、次に、帯板の温度を測定して(8)、温度測定後に、温度の測定値が所定の温度値と異なる場合、少なくとも1つの冷却媒体を、帯板移動方向(2)を横断するように配設した少なくとも1つの群の供給機器(9)を介して供給する更なる冷却段階を実行してから、複数の制御ユニット(12)を含んで帯板移動方向(2)を横断するように配設する制御機器(11)を使用して平坦度を制御する。  (もっと読む)
(もっと読む)
加熱炉操業条件の決定方法
【課題】操業状態に関らず、内壁面に高放射性塗料を塗布した加熱炉の炉効率を向上させ、原単位の減少を図ることが可能な加熱炉操業条件の決定方法を提供する。
【解決手段】炉の内壁面に高放射性塗料を塗布した加熱炉の炉効率を向上させるための加熱炉操業条件の決定方法であって、加熱炉の昇温速度を、高放射性塗料を塗布する前の昇温速度と比較して、所定量上昇させながら炉効率の算出を行い、この算出された炉効率が最大となる昇温速度を最適昇温速度として決定する。
(もっと読む)
熱処理設備の制御方法
【課題】 的確なタイミングで冷却装置の駆動を停止することができる熱処理設備の制御方法を提供する。
【解決手段】 熱処理設備1では、走行中の金属板2を、加熱装置6によって加熱し、この加熱装置6よりも金属板2の走行方向X下流側で、冷却装置7によって冷却する。加熱装置6は、走行中の金属板2を炉11内で加熱する。炉11には、熱源12から熱が供給される。このような熱処理設備1では、熱源12による炉11への熱の供給を停止した後、加熱装置6よりも走行方向X下流側かつ冷却装置7よりも走行方向X上流側での金属板2の温度に基づいて、冷却装置7の駆動を停止する。
(もっと読む)
鋼帯連続熱処理炉の温度制御方法
【課題】鋼帯連続熱処理時に炉温及びライン速度の両方又はいずれか一方を変更する際に鋼帯の加熱不足を回避して円滑な炉温変更が可能な鋼帯連続熱処理炉の温度制御方法を提供する。
【解決手段】先行鋼帯11と後行鋼帯12を溶接して鋼帯連続熱処理炉で熱処理する際に、鋼帯連続熱処理炉のラジアントチューブの設定表面温度及び連続鋼帯13のライン速度の変更を行わない定常運転時は温度調整をフィードバック制御で、設定表面温度及びライン速度の両方又はいずれか一方を変更する場合はフィードフォワード制御を実施する鋼帯連続熱処理炉の温度制御方法において、フィードバック制御はラジアントチューブのバーナ19の燃焼調整を板温度に基づいてPID制御で行ない、フィードフォワード制御時の設定表面温度は温度関係式で求まるラジアントチューブの表面温度Tfkより10K低い温度から30K高い温度の範囲の値に設定する。
(もっと読む)
表面硬度の上限規定が設けられている厚鋼板の製造方法および製造設備
【課題】表面硬度の制御が可能な厚鋼板の製造方法を提供する。
【解決手段】熱間圧延後、冷却し、鋼板の表面硬度を測定した後、誘導加熱装置で加熱処理を行う、表面硬度の上限規定が設けられている厚鋼板の製造方法であって、前記誘導加熱装置による加熱処理条件は、予め求めておいた、前記冷却後の厚鋼板の表面硬度と、前記誘導加熱装置による加熱処理条件と、前記加熱処理後に得られる表面硬度の関係であって、冷却後の厚鋼板の表面硬度と加熱処理後に得られる表面硬度の差と、前記誘導加熱装置による表面温度の上昇温度との関係、より好ましくは前材の製造において得られた実測値で補正された当該関係より、所望する表面硬度が得られる加熱処理条件を選定する。
(もっと読む)
61 - 70 / 156
[ Back to top ]